 コンテンツへスキップ
コンテンツへスキップ 

PPA射出成形完全ガイドのリソース
PPAとは?

PPAはナイロンベースの高機能素材であり、多くの長所を備えている。耐薬品性に優れ、反りが少なく、耐熱性、耐クリープ性、バリア性、高温での強度と剛性、耐疲労性に優れている。また、湿気に弱く、寸法安定性が高く、物理的特性も優れている。PPAは半結晶性で吸湿性があり、不透明なのでプラスチック射出成形に適している。ほとんどのPPAグレードには、高温でより硬くするためにガラスや鉱物の充填材が入っている。そのため、金属や高価な熱可塑性プラスチックの代わりにPPAが使用されることも多い。また、PPAのガラス転移温度は、さまざまな用途での性能に影響するため重要である。
PPAは半結晶性の芳香族ポリアミド樹脂。その高性能な特性で知られている。低性能のエンジニアリング・ポリマーと高コストの材料とのギャップを埋めるもので、特に自動車やエレクトロニクス産業など、幅広い用途で魅力的な選択肢となっている。
PPA素材にはどのような種類がありますか?
PPA(ポリフタルアミド)は、高性能、耐熱性、優れた機械的特性で知られる熱可塑性材料です。PPA材料にはいくつかの種類があり、化学構造、性能、用途によって分類される。PPAはまた、特定の環境下での性能を高めるために様々な添加剤で改質したり、相乗効果を得るために他のポリマーと混合したりすることもできる。ここでは、主なPPA材料の種類を紹介する:
ホモポリマーPPA:最も一般的なタイプで、単一のモノマー単位から作られる。融点が高く、結晶化度が高い。
コポリマーPPA:2つ以上のモノマーユニットから構成される。ホモポリマーPPAに比べ融点や結晶化度は低いが、優れた機械的特性を持つ。
ターポリマーPPA:3つ以上のモノマーユニットからなる。ホモポリマーやコポリマーに比べて融点や結晶化度は低いが、機械的特性は良好。
半芳香族PPA:芳香族モノマーと脂肪族モノマーの組み合わせから作られる。芳香族PPAと脂肪族PPAの中間の性質を持つ。
脂肪族PPA:脂肪族モノマーから作られ、芳香族PPAよりも融点と結晶化度が低いが、良好な機械的特性を持つ。
PPA-PEEKブレンド:PEEK(ポリエーテルエーテルケトン)とブレンドすることで、両素材の優れた特性を併せ持つ。
PPA-PEIブレンド:PEI(ポリエーテルイミド)とブレンドすることで、2つの素材のバランスのとれた性能を実現。
難燃PPA:難燃PPA:難燃剤を配合し、特定の火災安全要件を満たす。
高温PPA:高温環境(最高300℃/572°F)用に設計されており、熱安定性に優れている。
低温用PPA:耐寒性に優れ、低温(-200℃/-330°Fまで)に対応。
⑪ ガラス繊維入りPPA:PPAにガラス繊維を加えることで、より強く硬くなる。
⑫ ミネラル充填PPA:ガラス繊維入りのPPAと同じだが、ミネラル(タルクや炭酸カルシウムなど)が入っている。

ポリフタルアミド(PPA)の特徴は?
ポリフタルアミド(PPA)は、ポリアミド系に属する高性能プラスチックである。半結晶構造を持ち、芳香族化合物で構成されている。特に自動車や電子機器などのタフな用途に最適なユニークな特性を持っている。
1.優れた高温耐性:
PPA材料は優れた高温特性を持っており、融点と熱たわみ温度は他の多くのエンジニアリングプラスチックよりも高くなっています。PPAの高融点(最高300℃/572°F)により、機械的特性を損なうことなく高温に耐えることができます。このため、PPAは高温用途でも安定性を維持することができ、耐熱性を必要とする部品に適しています。
2.良好な機械的特性:
PPAは超強力で硬く、打撃にも耐える。摩耗や引き裂きに強く、叩かれても壊れることはありません。このような機械的特性により、PPAは大きな力やストレスに耐える必要がある部品を作るのに最適で、高性能なものに適しているのです。
3.優れた耐薬品性:
PPAは化学的に不活性で、油、溶剤、酸、アルカリに強い。超高温、高圧下でもPPAは優れた性能を発揮する。また、燃料や油、化学薬品に対する耐性も非常に優れているので、化学薬品が付着することを心配するような用途にも最適です。

4.優れた電気絶縁性:
PPAは電気絶縁性に優れ、電気・電子製品の絶縁材料に最適。また、誘電率や誘電損失が低いため、高周波用途にも適しています。
5.寸法安定性が良い:
PPA素材は、加工時や使用時の寸法安定性に優れ、変形や反りに強い。温度変化や湿気にさらされても形状や寸法を維持するため、精密な寸法管理が必要な部品の製造に最適です。
6.処理能力:
PPA材料は、射出成形や押出成形のような従来の方法で加工することができる。PPAの加工温度はポリエチレンやポリプロピレンよりも比較的高いが、適切な加工条件であれば高品質のPPA製品を作ることができる。
7.耐候性:
PPAはある程度の耐候性を持っていますが、その耐紫外線性は、耐候性専用に設計された材料ほど良くないかもしれません。ほとんどの場合、PPAの耐候性は一般産業用途には十分である。
8.環境への配慮:
PPA素材は、製造され使用される際、環境にあまり害を与えない。リサイクルしてまた使うことができるので、環境にも優しい。また、PPA素材には人や地球に悪いものは含まれていません。
9.低吸湿性:
PPAは水分をあまり吸収しないので、濡れても膨張したり形が変わったりしない。
10.低アウトガス:
PPAはアウトガスが少ないため、真空や低圧の用途に適している。
11.高い耐衝撃性:
PPAは耐衝撃性に優れ、衝撃や振動を受ける用途に適している。
12.反りが少ない:
PPAは反りが少なく、形状を保ち、簡単に反ったり曲がったりしない。
13.良好な溶接性:
PPAはさまざまな溶接技術で溶接できるため、接合部を必要とする用途に適している。
14.煙と煙の排出が少ない:
PPAは煙やガスの発生が少ないため、空気の質が重要視される用途に適している。
PPAの特性は?
PPA(ポリフタルアミド)は、半結晶と非結晶の両方の構造を持つ熱可塑性の機能性ナイロンである。フタル酸とo-フェニレンジアミンの重縮合によって作られる。PPA材料は、耐熱性、耐電性、耐物理性、耐薬品性などの総合的な特性に優れている。
| プロパティ | メートル | 英語 |
|---|---|---|
| 密度 | 1.10 - 3.80 g/cc | 0.0397 - 0.137 lb/in³ |
|
1.10 - 1.49 g/cc 温度 325 - 325 |
0.0397~0.0538ポンド/インチ 617 - 617 ℉ 温度 | |
| 吸水 | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| 粘度 |
6.00 - 27.0 cP 温度 330 - 340 |
6.00 - 27.0 cP 温度 626 - 644 ℉。 |
|
6.00 - 27.0 cP 荷重1.20~2.16kg |
6.00 - 27.0 cP 荷重2.65~4.76ポンド | |
| メルトフロー | 5.00~80.0g/10分 | 5.00~80.0g/10分 |
| 硬度、ロックウェルM | 105 | 105 |
| 硬度、ロックウェルR | 100 - 127 | 100 - 127 |
| 引張強さ、降伏 | 24.8 - 307 MPa | 3600 - 44500 psi |
|
20.0 - 140 MPa 温度 90.0 - 175 |
2900 - 20300 psi 温度 194 - 347 ℉。 | |
| 電気抵抗率 | 0.0500 - 1.00e+17 Ω-cm | 0.0500 - 1.00e+17 Ω-cm |
| 表面抵抗 | 10.0 - 8.10e+16Ω | 10.0 - 8.10e+16Ω |
| 誘電率 | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 温度 60.0 - 200 |
4.20 - 136 温度 140 - 392 ℉。 | |
|
4.20 - 136 周波数 1000 - 1.00e+6 Hz |
4.20 - 136 周波数 1000 - 1.00e+6 Hz | |
| 絶縁耐力 | 16.0 - 45.0 kV/mm | 406 - 1140 kV/in |
|
0.800 - 27.5 kV/mm 温度 60.0 - 200 |
20.3 - 699 kV/in 温度 140 - 392 ℉。 | |
| 融点 | 223 - 340 ℃ | 433 - 644 ℉ |
| 最高使用温度、空気 | 120 - 290 ℃ | 248 - 554 ℉ |
| トランスミッション, 可視 | 20.0 - 38.0 % | 20.0 - 38.0 % |
| 処理温度 | 280 - 345 ℃ | 536 - 653 ℉ |
| ノズル温度 | 280 - 345 ℃ | 536 - 653 ℉ |
| 溶融温度 | 240 - 360 ℃ | 464 - 680 ℉ |
| 金型温度 | 48.9 - 190 ℃ | 120 - 374 ℉ |
| 乾燥温度 | 79.4 - 150 ℃ | 175 - 302 ℉ |
| 含水率 | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| 露点 | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| 射出圧力 | 41.4 - 124 MPa | 6000 - 18000 psi |
PPA素材は射出成形できますか?

ええ、PPA(ポリフタルアミド)材料を射出成形することができます。PPAは半結晶性の熱可塑性プラスチックで、この製造工程に適した特性(高い耐熱性、機械的強度、寸法安定性など)を持っています。実際、射出成形は複雑な形状やきれいな表面仕上げが可能なため、PPA部品を作る一般的な方法となっています。
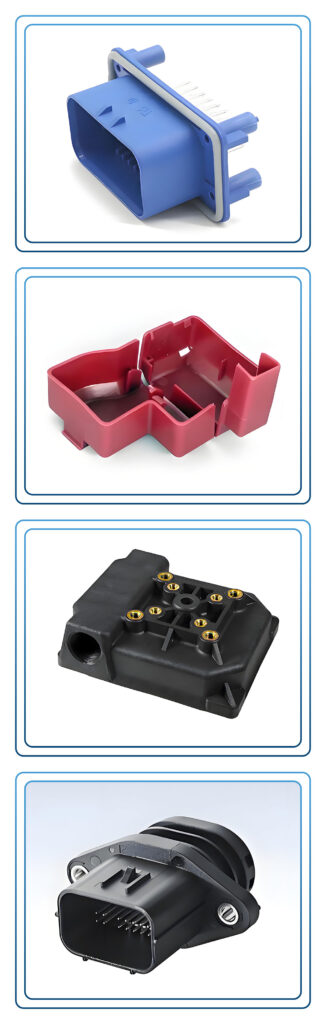
PPAは、自動車部品(サーモスタット・ハウジングなど)、電気コネクター、工業部品などの高性能用途に使用されている。標準的なエンジニアリング・プラスチックと高コストの特殊ポリマーとの性能ギャップを埋めるものであり、多くの産業で汎用性の高い選択肢となっている。
しかし、融点が高く、粘度が高く、加工中に劣化しやすいため、PPAの射出成形は困難な場合がある。これらの課題を克服するためには、特殊な設備や加工技術が必要となることが多い。
PPA射出成形の主な検討事項は?
PPA(ポリフタルアミド)材料を成形する場合、正しく加工し、良い部品を得るために留意しなければならないことがいくつかあります。ここでは、その主なものをいくつかご紹介します:

1.材料特性:
寸法安定性:寸法安定性:PPAは、高温や多湿の環境下でも、その形や大きさを保つことができます。これは、PPAで作られた部品が、常に決められた通りに組み合わされることを意味するので重要です。
機械的強度:PPAは他の多くのプラスチックよりも強い。つまり、多くのストレスに対応でき、他の素材ほど早く摩耗することはありません。
耐熱性:PPAは熱に強い。熱くなっても溶けたり弱くなったりしないので、高温で作業しなければならない部品に最適です。
吸湿性:PPAはスポンジのように水を吸い込まない。つまり、水に濡れても大きくなったり形が変わったりしません。これは、PPAで作った部品が、たとえ外で雨が降っていたとしても、常に決められた通りに組み合わされることを意味するので、重要なことなのです。
耐薬品性:PPAは、自動車や溶剤に含まれるようなあらゆる種類の化学物質を扱うことができます。つまり、多くの化学物質が存在する場所で作業しなければならない部品に最適なのです。
2.金型設計の考慮点
金型設計:金型設計:良い部品を作るためには、金型設計が非常に重要です。壁の厚さ、リブの設計、ゲートの位置、冷却水路の位置などを考えなければなりません。部品が速く作れて、ヒケや反りなどの問題が起きないようにしたいものです。PPA素材は反ったり形が変わったりすることがあるので、部品が正しくできて問題がないことを確認するために、特別な金型の設計と製作が必要になるかもしれません。
冷却システム:金型を適切な温度に保つために、冷却は本当に重要です。金型の温度は、部品を作るスピードや出来栄えに影響します。金型がどこでも同じように冷えるように、水圧を適切なものにし、冷却水路の中で水が動くようにしたい。
工具の精度:金型の精度:金型が正しく作られ、部品が正しく作られるようにしなければならない。良い材料を使い、金型を正しく作ることで、多くのパーツを作ることができ、パーツの大きさも適切なものになります。
3.処理に関する考慮事項:
材料の選択:仕事に適したPPAを選ぶことが鍵になる。PPAの種類によって、熱の伝わりやすさや厚さ、化学薬品への耐性など、さまざまな特性があります。
温度管理:温度管理:プラスチックが金型に流れ込むのに十分な温度にしなければならないが、分解するほど熱くならない。
射出スピードと射出圧力:プラスチックが金型に入るスピードをコントロールしなければならない。
サイクルタイムの最適化:冷却時間と生産効率のバランスをとることが重要です。
高温装置:高温装置:PPA原料を溶融・加工するには高温装置が必要である。これには高温バレル、ノズル、金型などが含まれる。
高圧射出:高圧射出:金型にPPA原料を確実に充填・充填するためには、高圧射出が必要である。
射出速度を遅くする:PPA材料は射出速度に敏感で、劣化を防ぎ、金型が適切に充填されるように、ゆっくりと射出する必要があるかもしれません。
高い金型温度:PPA材料は、部品が適切に接着し、反りや変形がないことを確認するために、高い金型温度を必要とします。
冷却:PPA素材は冷却速度に敏感です。冷却速度が速すぎると、部品がゆがんだり変形したりすることがあります。部品がきちんと成形されるように、ゆっくり冷やす必要があるかもしれません。
脱型:PPA素材は金型にくっつきやすいので、金型から外しやすくするために離型剤を使う必要があるかもしれません。
⑪ 成形後の加工:PPA材料は、成形後にアニールや応力除去などの追加加工が必要になる場合があります。
4.応募資格
最終使用環境:部品がどのような用途に使われるかを知ることで、適切な種類のプラスチックを選んだり、金型を設計したりすることができる。
規制遵守:規制遵守:特に医療や自動車会社向けの部品を作る場合、悪いものが入っていない、あるいは燃えにくいプラスチックを使わなければならないことがあります。

完全ガイドPPA射出成形製造のためのリソース
PPA射出成形の方法:ステップ・バイ・ステップ・ガイド
PPA(ポリフタルアミド)射出成形は、慎重な計画、正確な実行、および特殊な機器を必要とする複雑なプロセスです。以下は、PPA射出成形を実行するためのステップバイステップガイドです:
1.原材料の準備
高品質の原料を選ぶ:PPA樹脂がきれいで乾燥していることを確認してください。これは、あなたが望む性能を得るために重要です。
乾燥:射出成形用PPAは、水分0.1%以下に乾燥する必要がある。乾燥温度は通常175°Fで、乾燥時間は水分量による。乾燥時間は4時間から16時間です。樹脂メーカーのデータシートで正しい乾燥時間を確認してください。
2.金型の準備:
金型の検査と清掃:金型の表面は滑らかで、成形工程を脅かすような損傷や物質がないこと。
金型材料の選択:PPAは高温・耐食性に優れているため、金型材料も合金鋼や熱間加工用工具鋼などを選択する。
冷却システムの設計:金型を最適な成形温度まで素早く冷却し、生産効率を向上させるため、冷却溝など金型に適切な冷却システムを設計する。
3.射出成形機の選択と調整
機械の種類射出成形機を選ぶ際には、PPA プラスチックの特性と製品のサイズや形状を考慮する必要があります。射出成形機には、竪型射出成形機、横型射出成形機、ロータリー射出成形機の3種類がある。
トン数と制御システム:トン数と制御システム:射出成形機の射出圧力と型締力がPPA成形基準に適合していることを確認してください。温度、射出速度、圧力の高度な制御システムを使用することをお勧めします。
4.射出成形プロセス:
温度制御:金型温度とプラスチック温度を正しく設定する。PPAの溶融温度範囲は通常280℃~320℃であり、金型温度は製品が良好に結晶化し、寸法が安定するように少なくとも135℃とする。
射出圧力と射出速度:射出圧力と保圧:射出圧力と保圧をコントロールし、金型に均一かつ完全に充填されるようにし、製品不良を減らす。射出速度は実際の状況に応じて調整する。
サイクルタイム:各成形サイクルを最適化し、生産効率を向上させ、エネルギーを節約する。成形サイクルには射出時間、保持時間、冷却時間、射出時間が含まれる。
5.後処理と検査:
冷却処理:反りや応力が出ないように、型に詰めた後は必ず冷やして固めること。どのくらい冷やすかは、最終製品の厚さや金型の中の熱さによって変わります。
脱型処理:型からカビを取り出すのに適切なものを使う。そうすることで、取り出しやすくなり、型がぐちゃぐちゃになるのを防げます。
品質検査:成形品の外観、寸法、性能などを検査し、品質をチェックする。
PPA射出成形の利点は何ですか?
ポリフタルアミド(PPA)には、射出成形用の材料として好まれるいくつかの利点がある:
優れた耐熱性: PPAは熱に強い。295~325℃で溶融し、280~300℃の熱変形に対応できる。これは射出成形に最適で、製品を使用する際に強度と信頼性を維持することができます。
より優れた機械的特性: PPAは高強度、高硬度、耐摩耗性、寸法精度、低そり、優れた安定性を持ち、射出成形工程で優れた機械的性能を発揮する。
耐薬品性: PPAはガソリン、ディーゼル、エンジンオイル、鉱物油、変圧器オイル、その他の液体に触れても強度を保ちます。また、熱くなっても優れた性能を維持します。この耐薬品性により、PPAを金型に注入しても分解されません。つまり、部品がより長持ちし、よりよく機能するということです。
処理性能: PPAは通常の射出成形技術で加工でき、制御も容易である。PPAの射出成形プロセスは確立されており、溶融温度、バレル滞留時間、金型温度を制御することで、成形部品に求める機械的特性を得ることができます。
環境に優しい: PPAは製造時にほとんど廃棄物を出さず、リサイクルも容易だ。さらに、PPAは自然に分解されるため、環境にも優しい。これは射出成形において重要なことで、私たちは地球に優しいものを作ることができるのです。
低吸湿性: 他のプラスチックと違い、PPAは水に濡れません。つまり、湿度が高くても強度を保つことができるのです。
寸法安定性: PPAは非常に安定しているため、製造中も信頼できます。これは、医療機器や複雑な機械部品のように、完璧に組み合わされる必要がある部品を製造する際に大きな意味を持つ。
デザインの多様性: PPAは射出成形時の流動性に優れているため、複雑で入り組んだ設計が可能です。つまり、必要なことを正確に行う詳細な部品を作ることができるのです。
費用対効果: PPAは、他のプラスチックよりも初期費用は高くつくかもしれませんが、その価値はあります。つまり、故障が減り、ダウンタイムが短縮されます。さらに、より早く、より安定的に部品を作ることができるため、長期的にはコスト削減につながります。
PPA射出成形の欠点は何ですか?
デメリット PPA(ポリフタルアミド)注射の モールディング 一般注射へ を含む。 いくつかの重要な が課題だ:
より高いコスト: PPAは、一般的に使用されている他のエンジニアリング・プラスチックと比較すると、比較的高価である。PEIやPEEKのような高コストの高温材料に比べれば優れたコストパフォーマンスを発揮しますが、まだ比較的新しく特殊な材料です。そのため、射出成形でより一般的に使用される他のエンジニアリング・プラスチックよりもコストが高くなっています。さらに、PPAは比較的新しい材料であり、特定の特性について利用できる選択肢が少ないため、PPA材料の選択肢は限られています。
高い脆性温度: PPAは融点が高い反面、脆性温度も高い。脆性温度に近い条件下では、PPAに亀裂や破断が生じやすくなる可能性がある。そのため、射出成形工程における加熱・冷却速度の制御は、熱感受性による性能特性への悪影響を最小限に抑えるために極めて重要である。
紫外線耐性は限定的: PPAは、他の高機能エンプラに比べて耐紫外線性が比較的劣る。紫外線にさらされると、プラスチックの変色や表面のひび割れなどの老化現象が起こり、製品にダメージを与える可能性がある。このため、屋外用途や紫外線暴露の多い地域でのPPAの使用は制限される。
高い処理能力: PPAは射出成形の際、材料の不均一な充填を避けるため、より高い温度と圧力条件を必要とし、加工の難易度とコストを高める。また、加工設備に対する要求も高くなる。
高い処理温度: PPAは高い処理温度を必要とするが、この温度を達成し維持するのは難しい。
高粘度: PPAは粘度が高いため加工が難しく、材料の劣化につながる可能性がある。
吸湿性: PPAは吸湿性があり、特に薄肉用途では機械的・電気的特性に影響を与える。吸湿による性能変化はナイロン6/6ほど大きくはありませんが、それでも考慮すべき要素です。
設計上の制限: 他の射出成形部品と同様に、PPA部品の設計は、以下のような特定の要因を考慮しなければならない:
- 抜き勾配と半径を利用して、金型から部品を排出しやすくする。
- 鋭いコーナーやエッジを避ける
- 安定した冷却のための肉厚制御
高い金型費用: PPA射出成形部品の金型は、特に厳しい公差と高い精度が要求される場合、高価になることがある。このため、金型費用を多くの部品に分散できないPPAは、少量生産ではコスト効率が悪くなります。

PPA射出成形における一般的な問題と解決策
ポリフタルアミド(PPA)射出成形における一般的な問題は、成形品の品質と性能に大きな影響を与えます。これらの問題とその解決策を理解することは、生産工程を最適化する上で極めて重要です。以下に、一般的な問題とその解決策を示します。
1.乾燥不足
問題の説明PPA材料の射出成形工程において、乾燥が十分でない場合、含水率が高すぎることがあり、製品表面にピンホールやシルバーストリークなどの欠陥が現れ、製品の機械的特性も低下する。
解決策
1.乾燥時間の管理:乾燥機の中に素材が十分長くとどまるようにし、水分の痕跡がなくなるようにする。
2.定期的な乾燥効果のチェック:材料の含水率を測定して乾燥効果を定量化し、乾燥パラメーターを速やかに調整する必要がある。
2.フラッシュとバリ
問題の説明バリやカケは通常、不完全な型閉めや過剰な射出圧力によって生じる不要な余分な材料です。
解決策
1.金型閉じの隙間の調整:金型を閉じたときに、隙間がないことを確認する。
2.射出圧力を下げる:製品の金型を損なわない範囲で、射出圧力を適切なレベルまで下げる。
3.金型の摩耗をチェックする:一般的に摩耗しやすい部分は頻繁にチェックし、摩耗が進んだらできるだけ早く修理または交換するようにする。
3.気泡と閉じ込められた空気
問題の説明気泡や閉じ込められた空気は、溶融物にガスが混入したり、鋳型のガス抜きが不十分であったりするために生じる欠陥である。
解決策
1.材料の乾燥条件を改善する:材料中の水分や揮発分を減らす。
2.射出速度の最適化:生成されるせん断熱が高すぎないように、適切な射出速度を使用することをお勧めします。
3.カビの通気システムをチェックする:金型の通気孔が明確であることを確認し、必要であれば通気孔のチャンネル数または呼吸用通気ピンを増やす。

4.溶接線とフローマーク
問題の説明ウェルドラインやフローマークは、金型内で溶融物が流れて収束する際に形成される痕跡であり、製品の外観や機能に影響を与える。
解決策
1.ゲート設計の最適化:ゲートの位置と大きさは、溶融物が必要な鋳型形状になるように現実的なものにし、同時にゲートは溶融物が鋳型にできるだけ速く充填できるようにする。
2.射出圧力と射出速度を上げる:射出方法については、溶融流量の増加を伴う一定の製品品質を維持するために、射出圧力と射出速度を適切に増加させる必要がある。
3.金型温度の調整:溶融物の流動特性や融着性を高めるため、金型温度を十分に上げる。
5.反りと変形
問題の説明歪みと反りは、凝固過程で発生する内部応力差による形状変形です。
解決策
1.金型設計の最適化金型の冷却システムと排出機構を合理的に設計し、製品の均一な冷却とスムーズな脱型を確保する。
2.金型温度と射出プロセスパラメーターの調整:金型を焼き戻し、圧力、射出速度、射出時間などの射出パラメータを変更することにより、製品の内部応力を下げることも必要である。
PPA射出成形の用途は?
PPA(ポリフタルアミド)射出成形は、様々な産業で使用されている高性能で汎用性の高いプロセスです。高強度、耐熱性、化学的安定性、優れた電気絶縁性など、PPAのユニークな特性により、複雑で要求の厳しい部品の製造に適した材料となっています。以下は、主な応用分野である:
1.航空宇宙産業
PPAは、軽量、高強度、耐熱性、化学的不活性などの特性により、航空宇宙産業で広く使用されている。高精度で高応力の航空機や宇宙船の部品の製造に使用されている:
- 航空機部品:PPAは、ネジ、ナット、ファスナー、ハウジングなど、航空機の構造や内部に使用され、過酷な条件下での長期安定稼働を保証する。
- ロケットエンジン部品PPAの耐熱性は、過酷な環境に耐えなければならないロケットエンジンの部品に適している。
- 衛星機器:軽量で耐久性に優れたPPAが衛星部品の製造に使用され、機器の性能と耐久性を高めている。
2.自動車産業
PPAの高い機械的強度、熱安定性、耐食性により、自動車産業で広く使用されている。に使用されている:
- エンジンおよび燃料システム部品:燃料タンク、燃料パイプ、吸気系部品、エンジンマウントを含むPPAは、高温と腐食性液体に耐え、長期にわたり信頼できる性能を保証します。
- 電気コネクターPPAの耐熱性と優れた電気絶縁性により、自動車用電気コネクターや電子制御ユニットのハウジングに広く使用されている。
- 車体構造と内装:PPAは軽量金属の代替品として、車両重量を軽減し、エネルギー効率と美観を向上させる。
- ポンプ用摩耗リング:PPA材料は耐摩耗性に優れ、過酷な環境に適しているため、自動車用ポンプやその他の要求の厳しい動力伝達システムに最適です。
3.電子・電気産業
PPAは電気絶縁性、寸法安定性、耐熱性に優れているため、電子機器や電気機器の製造に広く使用されている。用途は以下の通り:
- 電気ハウジングとコネクター:ヘッドライト・ハウジング、スイッチ、その他高温環境下で使用される電気部品など、熱ストレス下での正常な動作を保証する。
- LED照明とディスプレイ製品:PPAの耐熱性は、電気的性能が要求されるLED照明やディスプレイの製造において重要な役割を果たしている。
- ブラケットと回路基板PPAは、回路基板の支持構造や高性能コネクターの製造に使用され、機器の長期的な動作安定性を保証する。
4.産業機器
PPAの堅牢性、耐久性、化学的安定性は産業機器に適している。一般的な用途は以下の通り:
- ポンプ、バルブ、機械部品:PPA製のポンプとバルブは耐摩耗性と耐薬品性に優れ、過酷な環境での長期使用に最適です。
- ガスおよび工業用パイプラインPPAの耐薬品腐食性は、ガスパイプライン、化学パイプライン、工業用バルブシステムに適しています。
- ベアリングとギア高負荷、高速回転機器において、PPA材料は効果的に摩擦を低減し、部品寿命を延ばします。

5.医療機器
PPAの生体適合性と安定性は、医療分野、特に以下の器具の製造に理想的な材料である:
- 医療用インプラントと手術器具:PPAは人工関節、歯科用インプラント、外科用器具に広く使用されており、生体適合性と耐久性に関する厳しい要件を満たしている。
- 診断機器:PPA材料は信頼性が高く精密であり、様々な条件下で精度を保証する高精度診断機器に使用されている。
- 薬物送達システムPPA製のドラッグ・デリバリー・デバイスは、正確な投与量制御を実現し、医療の有効性を保証します。
6.消費者製品
PPAの耐久性、寸法安定性、耐湿性は、日常消費財製造に広く応用できる:
- 家電と電子機器:洗濯機、電子レンジ、オーブンなどの家電製品の主要部品。PPAの耐熱性と機械的強度は、家電製品の寿命を大幅に延ばす。
- スポーツ用品PPAは軽量で強度が高いため、テニスラケットやスキー板のような高性能スポーツ用品の製造に有利である。
7.化学工業
PPAは化学的腐食に強いため、化学工業、特に化学処理に関連する製造装置や部品に有用である:
- 化学パイプラインとバルブPPAは、化学処理装置内のパイプラインやバルブに使用され、腐食性物質に対する耐性を備え、化学生産の安全性と安定性を確保する。
- リアクターと燃料パイプコネクターPPAは、化学産業における高圧環境下でのリアクターや燃料パイプコネクターに使用され、安定した安全な処理を保証します。

紫、青、緑、黄色など様々な色のカラフルなプラスチック製ブロックが積み重なったクローズアップ。
主なポイント – 部品コスト削減の主要な要因は材料選定と肉厚最適化です。 – 高品質工具(クラス101/102)への投資は、長期的な単価低減につながります

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

