 コンテンツへスキップ
コンテンツへスキップ 

PE射出成形完全ガイドのリソース
ポリエチレン(PE)とは?
ポリエチレン(PE)は、世界で最も広く使用されている熱可塑性ポリマーのひとつである。エチレンモノマー(繰り返し単位-CH₂-CH₂-、しばしば(C₂H₄)↪Lm_2099 と表記される)の重合から製造され、ポリオレフィン系に属する。PEは汎用性、耐久性、コストパフォーマンスの高さで知られ、包装から自動車、医療用途まで、多くの産業で不可欠な素材となっている。
ポリエチレンは、低コスト、耐薬品性、柔軟性、耐久性を兼ね備えているため、現代の製造業や消費者向け製品における基幹材料としての地位を確立しています。フレキシブルな包装用フィルムや堅牢な工業用パイプの製造に使用されるにせよ、分子構造や加工方法のバリエーションによって特性を調整できるポリエチレンは、多様で進化する技術的・環境的要求に応え続けています。
PE素材にはどのような種類がありますか?
ポリエチレン(PE)素材は、密度、分子構造、製造方法に基づいて分類されます。ここでは、さまざまな種類の概要を構造的に説明します:
1.LDPE(低密度ポリエチレン):
特徴枝分かれが多く、柔軟で透明。
用途ポリ袋、包装フィルム、スクイズボトル
2.LLDPE(直鎖状低密度ポリエチレン):
特徴線状構造で枝が短く、靭性が高い。
用途ストレッチフィルム、農業用フィルム、工業用ライナー
3.HDPE(高密度ポリエチレン):
特徴枝分かれが少ない、硬い、耐薬品性。
用途ボトル、容器、パイプ、玩具
4.MDPE(中密度ポリエチレン):
特徴適度な密度、バランスのとれた強度と柔軟性。
用途ガス管、シュリンクフィルム、キャリアバッグ
5.HMWPE(高分子量ポリエチレン):
特徴高い強度と耐摩耗性。
用途産業機器、大型コンテナ
6.UHMWPE(超高分子量PE):
特徴分子鎖が長く、靭性が高い。
用途医療用インプラント、コンベアベルト
7.XLPE/PEX(架橋ポリエチレン):
特徴架橋鎖、耐熱性、耐薬品性。
用途配管システム、放射暖房、断熱。
8.VLDPE(超低密度ポリエチレン):
特徴柔軟性が高く、結晶化度が低い。
用途食品包装、ストレッチラップ、ソフトチューブ
9. mPE(メタロセンポリエチレン):
特徴メタロセン触媒で製造され、優れた透明度と強度を持つ。
用途薄膜、食品包装、特殊コーティング。
10. rPE(再生ポリエチレン):
特徴消費者・産業廃棄物から作られる。
用途サステイナブル製品、建材、パッケージング
特記事項
バイモーダルHDPE:特性を向上させるために分子量分布を最適化したサブタイプ。
ブレンド/改良PEは、特定の用途向けに添加剤(UV安定剤など)をブレンドすることができる。
各タイプは、その構造特性と性能特性に基づいて、明確な産業用および消費者用の用途に対応している。

PEの特徴とは?
PE(ポリエチレン)は、その柔軟性、低密度、優れた耐薬品性で知られ、広く使用されている熱可塑性プラスチックです。包装、容器、配管によく使用される。主な特徴として、優れた耐衝撃性、低吸湿性、加工のしやすさが挙げられます。
1.物理的性質:
軽量:密度が低く、扱いやすい。
柔軟性対剛性:LDPEは柔軟で、HDPEは硬い。
表面の質感:特にLDPEではワックス状。
外観:半透明で着色しやすい。
2.耐薬品性:
不活性:ほとんどの酸、塩基、溶剤に耐性がある。
耐湿性:水を通さないので包装に最適。
無極性:表面処理なしでの接着に課題がある。
3.熱特性:
低融点:~120℃(248°F)、高温での使用を制限。
熱可塑性挙動:再溶融、再成形が可能。
4.電気的特性:
優れた絶縁体:ケーブル被覆や電気部品に使用。
5.機械的性質:
HDPE:引張強度が高く、パイプや容器に使用される。
LDPE:延性が高く、フィルムや袋に適している。
UHMWPE:医療用インプラントや防弾具に使用される優れた耐衝撃性。
6.環境への影響:
非生分解性:生態系に残留し、汚染を引き起こす。
リサイクル可能:樹脂コード #2(HDPE)、#4(LDPE)でリサイクル可能。
7.加工方法:
押出成形:フィルム(LDPE)、パイプ(HDPE)で一般的。
ブロー成形:ボトル(HDPE)に使用。
射出成形:容器のような硬い製品
8.その他の考慮事項
紫外線感受性:安定剤なしで太陽光の下で劣化する。
引火性:容易に燃焼し、有毒ガスを発生する。
生体適合性:UHMWPEはインプラント用として医学的に承認されている。

PEの特性は?
PE(ポリエチレン)は、いくつかの優れた特性を持つ汎用性の高い熱可塑性プラスチックです。密度が低く(0.91~0.96g/cm³)、軽量で扱いやすい。PEは耐衝撃性に優れ、特に低温で割れや破損が起こりにくい。また、さまざまな酸、塩基、溶剤への曝露に耐えることができ、強い耐薬品性を示す。融点は120~180℃で、さまざまな加工方法に適している。PEは吸水性が非常に低く、湿度の高い環境でも安定した性能を発揮する。さらに、PEは電気絶縁性が高く、加工性に優れているため、包装、配管、消費財、ケーブルなどの用途に広く使用されています。
PE材料特性表:
| プロパティ・パラメータ | 高密度ポリエチレン | LDPE | LLDPE |
|---|---|---|---|
| 密度 (g/cm³) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| 融点 (℃) | 126-136 | 105-115 | 120-125 |
| 成形収縮率(%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| 引張強さ (MPa) | 20-30 | 10-20 | 15-25 |
| 耐薬品性 | 酸、アルカリ、有機溶剤(酸化性酸を除く)に対する耐性 | 酸、アルカリに強いが、炭化水素の腐食に弱い。 | 酸、アルカリ、有機溶剤に強い。 |
| 電気絶縁 | ケーブル被覆に最適 | 薄膜絶縁に適している | グッド |
HDPE射出成形プロセス:
| パラメータ | 範囲/条件 | 備考 |
|---|---|---|
| 乾燥温度/時間 | 65~75℃/0.5時間(未乾燥可) | 吸湿性が低く、乾燥させずに保存できる。 |
| 溶融温度 (℃) | 180-220 | 樽の温度を3つのゾーンに分ける:リア140-160、ミドル180-220、フロント170-200 |
| 金型温度 (℃) | 40-70 | 高い金型温度は、内部応力を低減し、表面光沢を向上させることができる。 |
| 射出圧力 (MPa) | 80-130 | 800~1300kg/cm²に相当 |
| 背圧 (MPa) | 7-18 | 背圧を適切に上げて気泡を減らす |
| スクリュー回転数(rpm) | 60-100 | 標準スクリュー、ストレートスルーノズル |
| クランプ力 (ton/in²) | 2 | 製品の厚さに応じて調整 |
| リグラインド使用率(%) | 20-40 | コンタミネーションを避けるため、リグラインドをきれいにする |
LDPE射出成形プロセス:
| パラメータ | 範囲/条件 | 備考 |
|---|---|---|
| 溶融温度 (℃) | 140-170 | 高温は分解を引き起こす可能性があるため、厳重な管理が必要である。 |
| 射出圧力 (MPa) | 50-70 | 低粘度材料、圧力要件は低い |
| 金型温度 (℃) | 40-60 | 金型温度が低いため、冷却時間を短縮できる |
| 射出速度 | 低~中 | 高速では製品表面に欠陥が生じる可能性がある。 |
LLDPE射出成形プロセス:
| パラメータ | 範囲/条件 | 備考 |
|---|---|---|
| 溶融温度 (℃) | 180-210 | 局所的な過熱を防ぐため、均等に加熱する必要がある |
| 金型温度 (℃) | 40-70 | HDPEに類似 |
| 射出圧力 (MPa) | 70-100 | 流動性を向上させるため、LDPEより高くする必要がある。 |
PE材料は射出成形できますか?
はい、ポリエチレン(PE)素材は射出成形に成功し、この製造工程で広く使用されています。以下に主な注意点と詳細を示します:
1.材料の種類:
HDPE(高密度ポリエチレン):高強度、高剛性、高融点(~130~145℃)で知られる。容器、自動車部品、家庭用品によく使われる。
LDPE(低密度ポリエチレン):より柔軟で融点が低い(~105~115℃)。スクイズボトル、キャップ、玩具などに使用される。
2.熱可塑性の性質:
PEは熱可塑性プラスチックであるため、繰り返し溶かすことができ、射出成形に最適である。
3.処理パラメータ:
温度:PEタイプにより調整(HDPEは高く、LDPEは低い)。
圧力と速度:圧力と速度:金型への適切な充填を確実にし、欠陥(ショートショットなど)を回避するために最適化されています。
冷却時間: PEは収縮率が高いため、冷却時間は非常に重要である。
4.収縮率管理:
PEは通常、冷却中に1.5~4%収縮する。金型設計は、正確な公差、冷却チャネル、ゲート配置でこれを考慮します。
添加剤(フィラーなど)は収縮を抑え、寸法安定性を向上させる。
5.フロー特性:
LDPEは粘度が低いため、HDPEよりも流れやすい。射出速度/圧力の調整により、金型への完全な充填を保証します。
6.アプリケーション:
一般的な製品には、バケツ、玩具、容器、自動車部品、包装などがある。
7.リサイクル可能性:
PEスクラップはリサイクル可能だが、繰り返し加工すると特性が劣化する可能性がある。バージン材はリサイクルPEとブレンドされることが多い。
8.制限:
高温用途には適さない(PEはABSのような材料に比べて耐熱性が低い)。
厚いセクションは収縮を悪化させる可能性がある。
結論として、PEは射出成形において汎用性の高い材料であり、プロセスパラメータ、金型設計、材料選択がその特性に合わせて慎重に行われればよい。
PE射出成形の主な検討事項は?
ポリエチレン(PE)射出成形を検討する場合、最適な部品品質と工程効率を確保するために、いくつかの重要な要素に対処する必要があります。ここでは、その概要を構造的に説明します:
1.材料の選択:
PEのタイプ: HDPE(高密度)とLDPE(低密度)のどちらかを、要求される機械的特性(剛性と柔軟性など)に応じて選択する。
添加物: 加工パラメータに影響する可能性のあるUV安定剤、着色剤、充填剤を考慮する。
リサイクル・コンテンツ: 持続可能性のために再生PEを使用することを評価し、材料の一貫性への潜在的な影響を指摘する。
2.処理パラメータ:
温度
溶融温度:HDPEは通常200~300℃、LDPEは160~260℃。
金型温度:20~60℃で冷却と結晶化をコントロール。
圧力: 射出圧力(通常70~140MPa)を最適化し、フローのバランスをとり、欠陥(フラッシュ、ショートショットなど)を回避する。
冷却時間: 部品の厚みに応じて調整し、反りとサイクルタイムを最小限に抑えます。
クランプ力: 射出中に金型を閉じた状態に保つのに十分な力を確保する。


3.金型設計:
ゲートデザイン: 均一な充填を確保するためにゲートを配置する(PE用のエッジゲートやファンゲートなど)。
換気: 空気の滞留や火傷を防ぐため、通気孔を設ける。
ドラフト角度: 射出を容易にし、表面の損傷を減らすために、1~2°の角度を使用する。
収縮補正: 金型寸法の収縮率(HDPE:1.5~4%、LDPE:1~3%)を考慮する。
冷却チャンネル: 反りを最小限に抑えるため、均一な冷却設計。
4.部品設計:
壁厚: ヒケを防ぐため、均一性を保つ(HDPEは2~4mm、LDPEは5mmまで)。
リブとボス: シンクマークを防ぐため、隣接する壁の厚さを≤60%で設計する。
半径: 応力集中を緩和するため、フィレット(≥0.5 mm)を使用する。
5.後処理:
トリミング: 部品の損傷を避けるため、フラッシュやゲートを慎重に取り除いてください。
アニーリング: 高精度部品のストレスリリーフ用オプション。
セカンダリーオペレーション 溶接、印刷、接着との相性を考慮する。
6.品質管理:
寸法チェック: 収縮補正と公差を確認する。
機械的試験: 引張強さ、耐衝撃性、伸びを評価する。
欠陥検査: 空洞、反り、表面の欠陥がないか確認する。
7.コストと効率:
サイクルタイムの最適化: 冷却時間と部品の品質のバランスをとる。
廃棄物の削減: 可能であればスプルー/ランナーを再利用する。
8.環境への配慮:
エネルギー効率: 冷暖房システムを最適化し、消費量を削減する。
リサイクル可能性: 使用後のリサイクル性を考慮した設計。
9.その他の要因
水分: PEは一般に吸湿性はないが、グレードによっては予備乾燥(60~80℃で2~4時間)が必要な場合がある。
流れの挙動: メルトフローインデックス(MFI)が高いグレードは金型への充填が容易だが、射出圧力を低くする必要がある場合がある。


完全ガイドPE射出成形製造のためのリソース
PE射出成形の設計ガイドライン
最も一般的に使用される熱可塑性プラスチックの一つであるポリエチレン(PE)は、その材料特性と射出成形における一般的な設計指針に基づいて最適化する必要があります。以下に設計のポイントと実施案を示す:
1.肉厚設計の原則:
均一な肉厚が望ましい:
PEは収縮率が高く(HDPEは約1.5%~4%、LDPEは約1%~2.5%)、肉厚が不均一だとヒケや反りなどの原因になる。推奨は以下の通り:
肉厚範囲:1.5~4mm(薄肉部は0.5mmまで可能、高流動PEが必要)。
補強リブの厚さは、主肉厚の50%-60%を超えないようにし、応力集中を軽減するため、基部にRをつける。
徐々に移行するデザイン:
厚い部分と薄い部分の接合部には、内部応力を引 き起こす可能性のある急激な変化を避けるため、テーパー をつけたトランジションを使用する。

2.構造細部の最適化:
フィレット半径とドラフト角度:
フィレット半径:内側コーナーの半径は肉厚の1倍以上、外側コーナーの半径は肉厚の0.5倍以上とし、溶融の流れを良くして応力を軽減する。
抜き勾配:抜き勾配:金型からのスムーズな排出を確保するため、抜き勾配は1°~2°を推奨する(光沢のある表面には、より高い角度が必要となる場合がある)。
リブと支持構造の補強:
補強リブは、肉厚設計の代わりに使用することで、材料の使用量と冷却時間を減らしながら剛性を向上させることができます。リブの高さは肉厚の3倍を超えないこと。
3.金型設計の主要パラメータ
射出システムの設計:
ゲートタイプ:ポイントゲートは薄肉部品に適し、サイドゲートやファンゲートは厚肉部品に使用される。
ランナーサイズ:メインランナーの直径は射出成形機のノズルより0.5-1mm大きくする。分岐ランナーの直径は4-8mmとする(部品サイズによって調整する)。
冷却システムの最適化:
PEは結晶化度が高く、冷却速度は収縮率と寸法安定性に直接影響する。推奨事項は以下の通り:
金型温度:40~80℃(HDPEは高く、LDPEは低い)。
均一な放熱を確保し、反りを抑えるために、コンフォーマル冷却チャネルを使用してください。
換気と収縮補正:
フラッシュを避けるため、ベントの深さは≤0.03mmとする。
金型キャビティ寸法は、PE収縮を補正するために大きくする必要がある(HDPEの収縮補正は約2%~3.5%、LDPEは約1%~2%)。
4.プロセスパラメータ制御:
温度設定:
バレル温度180-280°C (LDEP:180-240°C、HDEP:200-280°C)。
液ダレを防ぐため、ノズル温度はバレル末端温度よりやや低くしてください。
圧力とサイクルタイム:
射出圧力:50~100MPa(薄肉部品や複雑な部品にはより高い圧力が必要です。)
成形後の収縮を抑えるため、保持時間と冷却時間を長くする(HDPEの冷却時間はLDPEより20%~30%長い)。
5.材料の選択と前処理:
流動性マッチング:
部品の複雑さに応じてメルトフローインデックス(MFI) を選択してください。高いMFI(>20g/10min)は薄肉部品に適しています。
乾燥条件:
PEは吸湿性が低く、通常、予備乾燥の必要はない。ただし、湿度の高い環境で保管する場合は、80℃で1~2時間乾燥させることができる。


PE射出成形の方法:ステップバイステップガイド
PE射出成形では、適切な材料を選択し、温度と圧力を制御し、適切なサイクルタイムを確保することで、高品質の部品を実現します。効率的な成形は、無駄を省き、コストを下げ、生産工程全体における部品の一貫性を向上させます。
1.材料の前処理:
材料特性:
PE(ポリエチレン)は結晶性ポリマーで、吸湿性が非常に低く(<0.01%)、乾燥処理を必要としません。
LDPE(低密度ポリエチレン)の収縮率:1.5% 5.0%.
HDPE(高密度ポリエチレン)収縮率:25% 60%.
素材の選択:
製品の用途に応じて、LDPE(高柔軟性用)またはHDPE(高強度用)を選択する。
LDPEは溶融粘度が低く、流動性が良いため、薄肉でロングフロー製品に適している。
2.設備と金型の準備
① 射出成形機のパラメータ設定:
| パラメータ | LDPE範囲 | HDPEレンジ | 備考 |
|---|---|---|---|
| バレル温度 | 140-200°C | 140-220°C | バレル後方には低い値を、バレル前方には高い値を使用する。 |
| 射出圧力 | 50-80 MPa | 60-100 MPa | 肉厚の薄い部品の場合は、適切に圧力を上げてください。 |
| 射出速度 | ミディアム-ハイ | ミディアム-ロー | 融液の過熱と酸化を避ける |
金型設計のポイント
インジェクションシステム:収縮ムラを防ぐため、直接ゲートは避け、サイドゲートまたはポイントゲートを推奨する。
冷却システム:収縮を抑制するため、均一な設計が必要(LDPE金型温度30~45℃、HDPE金型温度40~65℃)。
ドラフト角度:排出時に製品に傷がつくのを防ぐため、1°以上を推奨。
3.成形工程

溶融塑性化:
スクリュー速度:溶融物の流動性に応じて調整する(HDPEは低速が必要)。
溶融温度の監視:300℃(PE分解温度)を超えないようにする。
射出圧力と保持圧力:
射出段階金型キャビティに素早く充填し、メルトフロントの冷却を最小限に抑えます。
保持圧力段階:圧力は射出圧力の80%~90%とし、時間は肉厚に応じて調整する(通常2~5秒/mm)。
冷却と排出:
冷却時間:サイクルの70%~80%を占める。
排出方法応力集中を防ぐため、強制排出は避ける。
4.よくある問題と解決策
| 問題の種類 | 原因分析 | ソリューション |
|---|---|---|
| 不均一な収縮 | 不適切な金型温度管理 | 冷却水回路レイアウトの最適化 |
| ワーピング | ゲートの位置が悪い | マルチポイントゲートを使用するか、ゲートのサイズを調整する |
| 表面シンクマーク | 保持圧が不十分、または保持時間が短すぎる。 | 保持圧力と保持時間を上げる |
5.後処理と品質検査:
アニーリング(オプション):
温度:60~80℃(LDPE)、80~100℃(HDPE)。
時間:2~4時間で内部ストレスを除去する。
検査項目
寸法精度(参考公差:±0.2~0.5mm)。
表面光沢(金型温度調整でコントロール)。

PE射出成形の利点は何ですか?
ポリエチレン(PE)は、広く使用されている熱可塑性プラスチックとして、射出成形においていくつかの重要な利点を示します。以下は、その主な利点の詳細な分析である:
1.簡単な素材の前処理:
乾燥の必要がない:PEは吸湿性が極めて低い (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
生産コストの削減:前処理を簡素化することで、生産サイクルを短縮し、全体的な効率を向上。
2.優れた流動性と成形性能
高い流動性:PEメルトは優れた流動特性を持つため、複雑な金型構造にも低い射出圧力で充填することができ、特に薄肉製品やロングフロー部品の製造に適している。
強力な適応性:PEは圧力に敏感であり、射出圧力を調整することにより、充填速度と品質を柔軟に制御することができ、不良品のリスクを低減することができます。
3.高いプロセス安定性:
広い成形温度範囲:PEは加工温度範囲が広いため(例えば、LDPEバレル温度140~200℃、HDPE220℃前後)、温度変化の影響を受けにくく、高い加工許容性を持つ。
優れた熱安定性:PEは300℃以下では分解しにくいため、製造時の熱劣化による材料の無駄を減らすことができる。
4.省エネ・高効率生産:
低エネルギー消費:PEは流動性が良いため、射出圧力が低く(通常50~100MPa)、可塑化効率が高いため、装置のエネルギー消費量を抑えることができる。
成形サイクルが速い:金型設計により冷却速度を最適化でき、高流動性と相まって1個あたりの生産時間を短縮できる。
5.製品性能の利点:
耐薬品腐食性PEは酸やアルカリなどの化学薬品に強い耐性を示すため、化学パイプラインやシールなどの耐食用途に適している。
電気絶縁:PEは優れた高周波絶縁特性を持ち、電気・電子部品(ケーブルシースやコネクターなど)によく使用される。
軽量で高強度:PE製品は軽量でありながら衝撃に強いため、軽量化が求められる用途(自動車部品や包装資材など)に最適。
6.設計と製造における柔軟性:メーター
離型が容易:PEは比較的柔らかいため、強制射出により浅い凹み構造を離型することができ、金型の複雑さを軽減することができる。
多様な用途:PE射出成形部品は、カテーテルやマットレスなどの医療機器から建築用防水材まで、さまざまな業界で使用されています。
7.環境および経済的利益:
リサイクル可能:PE素材は100%リサイクル可能であり、循環経済の原則に沿い、環境への影響を低減する。
費用対効果:原材料コストは比較的低く、効率的な生産工程と組み合わせることで、総合的なコスト優位性は大きい。

PE射出成形の欠点は何ですか?
ポリエチレン(PE)射出成形は、その費用対効果と汎用性により広く使用されていますが、考慮すべき欠点もあります:
1.収縮と変形の問題:
高い収縮率と方向性:PEは収縮範囲が比較的大きく、低密度ポリエチレン(LDPE)の収縮率は約1.22%、高密度ポリエチレン(HDPE)の収縮率は1.5%に達する。収縮には方向性があるため、特に厚肉部品や複雑な構造部品では、製品の変形や反りにつながる可能性がある。
金型温度感受性:PEの結晶化度は金型温度に大きく影響される。金型温度が高すぎると、結晶化度が高くなり、収縮が顕著になる。金型温度が低すぎると、内部応力が蓄積し、機械的性能に影響を与える。
2.加工の課題
冷却速度が遅い:PEメルトは冷却速度が比較的遅いため、成形サイクルを短縮するための効率的な金型冷却システムが必要となる。さもなければ、生産時間が延び、効率が低下する可能性がある。
過度の流動性:PEメルトは粘度が低く、流動性に優れているため、複雑な金型への充填に役立つが、フラッシュ(材料のはみ出し)を引き起こす可能性がある。そのため、型閉め精度や射出圧力を厳密に管理する必要がある。
熱酸化に弱い:PEメルトは高温で酸化劣化しやすいので、加工は酸素に触れないようにする(例えば、窒素プロテクトを使用する)。さもないと、材料の性能が劣化する可能性がある。
3.材料特性の制限:
軟化温度範囲が狭い:PEは軟化温度範囲が狭いため、加工中の精密な温度管理が不可欠である。温度変動は溶融粘度の変化を引き起こし、成形安定性に影響を与える。
機械的特性の制限:PE製品は比較的ソフトな風合いで、耐摩耗性が低く、剛性も低いため、高負荷や高精度の用途(ギア、ベアリングなど)には適さない。
4.金型と設備の要件:
ゲート設計の限界:直接供給ゲートは、応力集中や収縮ムラを引き起こす可能性がある。充填の均一性を向上させるため、複数ゲートや扇形ゲートの使用を推奨する。
エネルギー消費量が多い:PEは比熱容量が比較的大きく、可塑化に多くのエネルギーを必要とする。その結果、射出成形機に必要な加熱電力が高くなる。

PE射出成形における一般的な問題と解決策
ポリエチレン(PE)射出成形は、広く使用されている製造工程ですが、他の工程と同様に、いくつかの一般的な問題に直面する可能性があります。以下に、典型的な問題と考えられる解決策をご紹介します:
1.フラッシュ
原因分析:
不適切なプロセス・パラメーター:過剰な射出圧力や射出速度は、金型のパーティングラインから溶融物が溢れ出る原因となります。
金型設計の欠陥:金型強度不足、パーティングラインの隙間過大、ベント不良。
材料特性:PEは流動性が高いため(特にLDPE)、金型の隙間に入り込みやすい。
解決策
射出パラメーターを最適化する:射出圧力を適正範囲(参考:HDPEは通常60~100MPa)に下げ、射出速度を分割制御する。
金型の改善:金型剛性を高め、パーティングラインのギャップを0.02mm以下にする。
原材料の管理:適度なメルトインデックスを持つPEグレード(例:射出グレードHDPEメルトインデックス20~30g/10min)を選択し、30%以上の再生材の使用は避ける。
2.シンクマークと泡:
原因分析:
保圧不足:PEは収縮率が高く(1.5-4%)、保圧時間が不十分だと収縮を補うことができない。
不均一な冷却:肉厚比が2:1を超えると、厚肉部分の冷却収縮速度が異なり、真空バブルが発生する。
原料中の水分:PEは吸湿性が低いが(<0.01%)、不適切な保管により水分が混入する可能性がある。
解決策
工程調整保圧時間は≧肉厚(mm)×1.5秒とし、保圧は射出圧の80%とする。
金型の最適化:ゲートの厚さは、製品肉厚の50%以上とする。
原料の処理露点≤-40℃の除湿乾燥機が理想的である。
3.シルバーストリーク
原因分析:
劣化の問題:PEは、バレル内に長時間(5分以上)滞留すると、熱酸化劣化を起こす可能性がある。
材料の汚染または混合:メルトインデックスの異なるPEグレードの混合や、他のプラスチック(PPなど)の混入。
解決策
温度制御:バレル内に異なる温度ゾーン(後段180~200℃、前段200~220℃)を設定し、局所的な過熱を避ける。
清潔な生産:材料交換時にはバレルを徹底的に洗浄し(過渡的な洗浄にはHDPEを使用)、専用の乾燥ホッパーを使用する。
4.反り:
原因分析:
配向応力:PE分子鎖の流れ方向への配向性が高く、冷却時の収縮に異方性をもたらす。
排出の不均衡:エジェクターピンの不均等な分布や1°未満のエジェクション角度は、局所的な応力集中を引き起こす。
解決策
プロセスの最適化:金型温度を30~50℃に制御し、溶融せん断応力を低減する。徐冷プロセスを使用する(金型温度が60℃を超える場合は、冷却時間を20%長くする)。
金型の設計:金型設計:射出角度≧1.5°を確保する。射出システムは、射出力の均一性を確保する(100cm²につき最低1本のエジェクターピン)。
5.溶接線:
原因分析:
マルチゲート収束:PEメルトの前縁間の温度差が10℃を超えると、メルトフロントの効果的な融着が起こらなくなる。
通気不良:滞留した空気は溶融物の酸化を引き起こし、その結 果、目に見える溶接線が発生する。
解決策
ゲートの設計:ゲートの間隔≦150mm(HDPEの場合)。
工程改善:工程改善:金型温度を60-80℃に上げ、射出速度を20%-30%上げて溶融を改善する。
6.不均一な表面光沢:
原因分析:
金型の研磨不足:PEは金型の表面状態を再現しやすく、Raが0.2μmを超えると表面がつや消しになることがある。
射出速度が低い:メルトフロントの冷却により、表面の複製能力が低下する。
解決策
金型処理キャビティをRa0.05~0.1μmに鏡面研磨し、定期的に電解研磨メンテナンスを行う。
速度の最適化:高速射出(充填時間<3秒)、エンドスイッチ精度±0.5mmを確保。
PE射出成形の用途は?
ポリエチレン(PE)射出成形は、その優れた物理的特性と加工特性により、様々な分野で広く使用されています。主な用途と代表的な製品をご紹介します:
1.包装と物流容器
通い箱とパレット高密度ポリエチレン(HDPE)射出成形は、ビール箱、飲料箱、食品箱、野菜箱などの通い箱の製造に広く使用されています。これらの製品の特徴は、耐低温性と耐衝撃性です。HDPE射出成形パレットはまた、高い剛性と耐摩耗性を提供し、物流や輸送に最適です。
ボトルキャップと薄肉容器:ボトルキャップ(ミネラルウォーター、ジュースボトルなど)や薄肉食品容器は、射出成形やコンプレッション成形により、密封性や軽量化などのニーズに対応しています。
2.工業用および自動車用部品
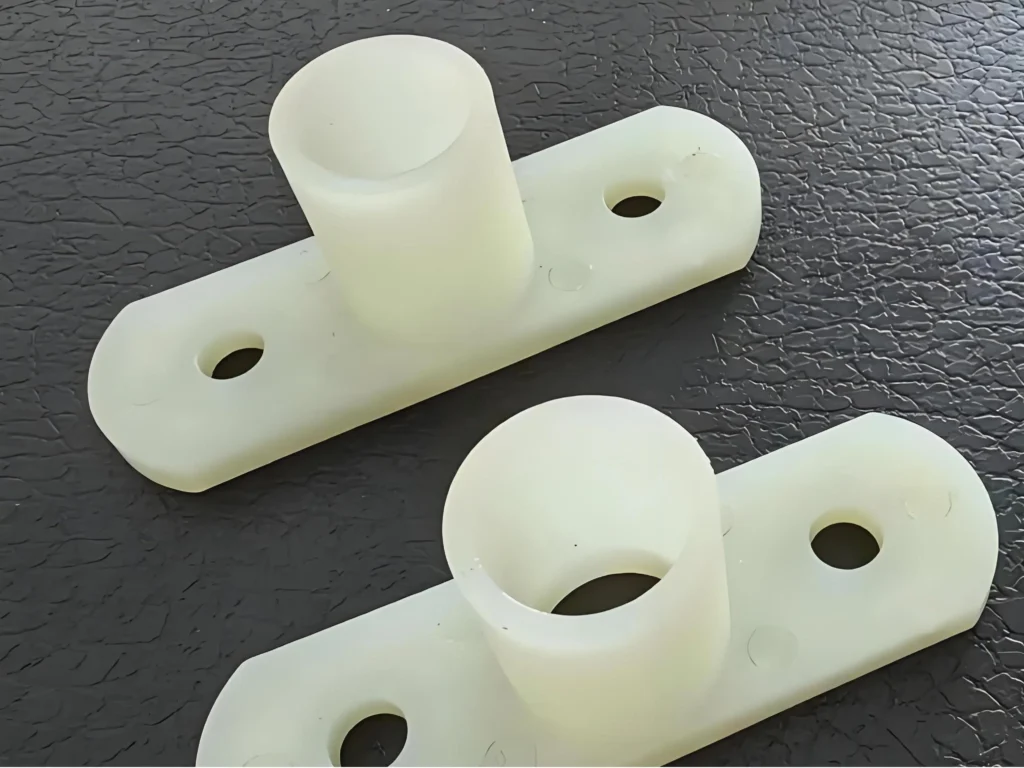
工業用ドラム缶と部品:HDPE射出成形品は、工業用ドラム缶、ゴミ箱などの製造に使用され、優れた耐薬品性を備えているため、化学物質の貯蔵に適しています。また、PEダストプラグのような小さな射出成形部品は、機械や電子機器の保護部品として使用されています。
パイプライン継手:PE射出成形は、PE配管システム用の熱融着パイプ継手や減圧パイプコネクターを製造するために使用され、水道やガスパイプラインシステムで一般的に使用されています。
3.日用品と家庭用品:
日用品と雑貨:PE射出成形は、日用品(収納箱やゴミ箱など)や家庭用具の生産に使用される。軽量で耐久性に優れているため、人気が高い。
玩具と文房具:PEの柔軟性と安全性は、玩具、文房具、その他の子供向け製品の成形に適している。
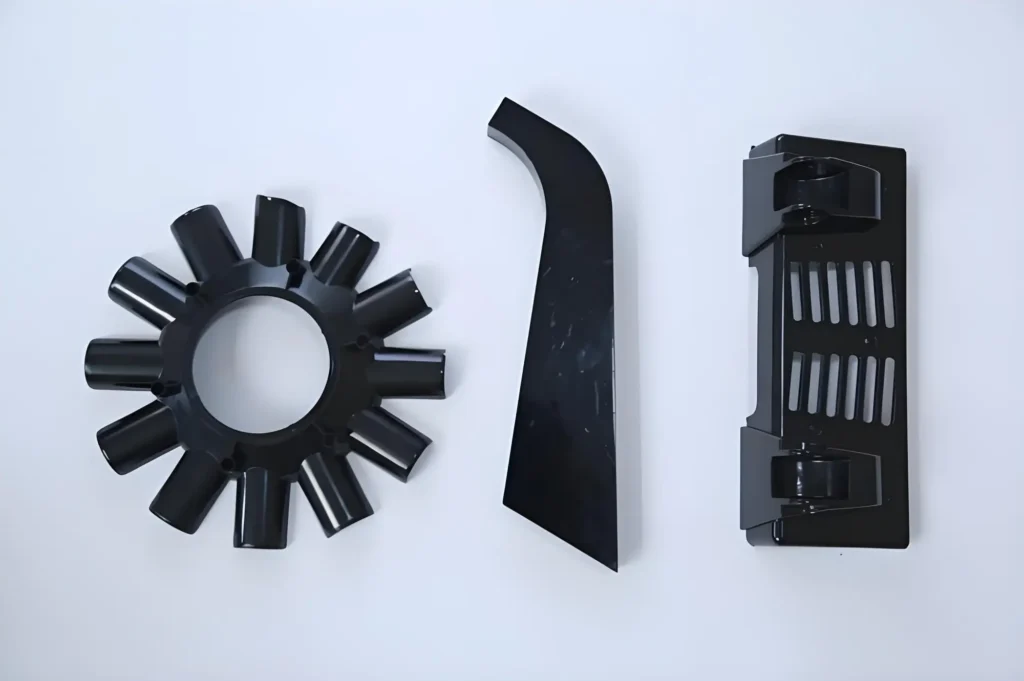
4.特殊機能部品:
カスタム金型製品:例えば、カスタム金型によって生産される格子模様のPEパレットは、特定の保管や物流のニーズに対応し、射出成形の柔軟性を実証している。
複合材料製品:ガラス繊維強化素材やソフトインナーコーティングを組み合わせることで、構造強度と機能性を兼ね備えた複合射出成形部品(播種システム用部品など)を製造。


正しい射出速度を選ぶには?
主要なポイント – 金属射出成形(MIM1)は、プラスチック射出成形の幾何学的複雑さと、鍛造または鋳造金属部品の機械的特性を組み合わせており、95%以上の密度を達成します。
ベージュ色のプラスチック製グリッド構造のクローズアップ。正方形の凹みと、平らな表面に二つの突起を持つ円形の部分が特徴です。
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

金属射出成形を使うメリットとは?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

