 コンテンツへスキップ
コンテンツへスキップ 

PA46射出成形完全ガイドのリソース
PA46とは?
ポリブチレンアジパミドは、ポリアミド46、ナイロン46、略してPA46とも呼ばれ、高温耐性のあるポリアミド系エンジニアリングプラスチックである。高い熱安定性、高い耐薬品性、優れた熱伝導性、優れた耐熱性、優れた機械的特性、超低吸水性、寸法安定性で知られている。PA46の長期使用温度は160℃、短期耐熱性はさらに高い。これらの特性により、自動車部品、電子機器、航空機、機械装置など、高温耐性と高強度が要求される分野で非常に有用である。
PA46はジブチルアミンとアジピン酸を混合して作られる。特殊な化学構造を持っているため、非常に硬く、水を吸い上げることができない。PA46の化学鎖は他のポリアミドよりも規則的で、よくまとまっている。
そのため、PA46を作るときに本当に強い結晶構造を作りやすくなる。また、PA46を製造する際には、その温度や圧力、そしてどのような原料を使うかに細心の注意を払わなければならない。そうすることで、それでやりたいことに十分対応できることを確認することができる。
ポリアミド(PA)ファミリー:
PAシリーズには、PA46のほか、PA6、PA66、PA610、PA612、PA1010、PA11、PA12、PA6T、PA9T、MXD-6芳香族アミドなどがある。PA(ポリアミド)は、一般にナイロンとして知られ、アミド基の長鎖を持つポリマーである。機械的特性、耐摩耗性、自己潤滑性、化学的不活性に優れています。
ナイロンにはPA6、PA66、PA510、PA11、PA12など多くの種類がある。それらは自動車部品、電子電気器具、等で広く利用されている。例えば、ナイロン6(PA6)やナイロン66(PA66)は、機械、自動車、電化製品などの機械部品、例えば歯車、ローラー、プーリーなどによく使われます。ナイロン11(PA11)やナイロン12(PA12)は融点が低く、低温性能に優れ、自動車の燃料パイプ、ブレーキホース、光ファイバー通信ケーブルのシースなどに適しています。
ポリアミド46(PA46)の特徴は?
PA46は、ブタンジアミンとアジピン酸を結合させて作られるポリアミド製品である。新しいタイプのポリアミド樹脂で、融点が高く、結晶化度が高いため、融点が高く(295℃)、熱変形温度が高く、長期使用温度(CUT 5000hours)は163℃に達します。自動車などに広く使用されており、高温での優れた機械的特性、優れた耐摩耗性と低摩擦性、加工が容易な優れた流動性を与えることができる。
1.融点が高い:
PA46の融点は最高295℃であり、多くのエンジニアリング・プラスチックよりも高いため、高温でも安定し、耐久性に優れています。PA46は融点が高く高温に強いため、高温が存在する用途に適しています。PA46は耐熱老化性にも優れており、熱応力下でも機械的特性を長期間維持することができます。
2.高い結晶化度:
PA46の結晶化度は約70%であり、PA66(結晶化度約50%)などの他のポリアミド材料よりも高い。PA46は結晶化速度が速く、熱変形温度が高い。
3.長期使用温度:
PA46は最高163℃まで長時間使用可能で、他の多くのエンジニアリング・プラスチックよりもはるかに長く使用できる。
4.熱偏向温度:
純粋なPPA46樹脂の熱変形温度は190℃であり、ガラス繊維補強材を加えると290℃まで上昇し、高い熱安定性を示す。
5.強度と剛性:
PA46は常温での機械的強度が高く、弾性率、疲労寿命、耐クリープ性も優れている。これらの特性は高温環境下でも維持できる。PA46は引張強度も高いので、高い強度が必要な用途にも適しています。
6.耐摩耗性:
PA46は耐摩耗性に優れ、最も過酷な使用条件下でも最適な性能を維持できるため、摩耗しやすい用途に最適です。
7.短い成形サイクル:
PA46は結晶化が早いため、成形サイクルが短くなります。つまり、より短時間でより多くの部品を作ることができ、コスト削減につながります。
8.加工しやすい:
PA46は、さまざまな形状やサイズに加工しやすく、加工特性や成形特性も良好である。

9.耐薬品性:
PA46は、酸や塩基を含むさまざまな化学薬品に耐性があり、化学薬品との接触が考えられる用途に適しています。また、PA46は油や溶剤に対する耐薬品性にも優れているため、自動車や工業用途にも最適です。
10.電気絶縁:
また、高い表面抵抗率と体積抵抗率、高い絶縁耐力を持っているため、電気・電子用途に使用でき、電気絶縁が必要な用途に適している。
11.吸湿性:
PA46は平衡状態に達するまで環境から水分を吸収することができるため、金型や製品条件を設計する際にはこれを考慮する必要がある。
12.寸法安定性が良い:
PA46は寸法安定性に優れているため、精密な寸法を必要とする用途に適している。
13.良好な耐紫外線性:
PA46は耐紫外線性に優れ、紫外線にさらされる可能性のある用途に適している。
14.優れた耐衝撃性:
PA46は耐衝撃性に優れ、衝撃を受ける用途に最適です。
15.耐クリープ性:
PA46は耐クリープ性に優れており、長期的に一定の荷重がかかる用途では重要である。
PA46の特性は?
ナイロン46としても知られるポリアミド46(PA46)は、卓越した熱的・機械的特性で注目される高性能エンジニアリング熱可塑性プラスチックです。以下は、PA46の主な特性です:
| プロパティ | メートル | 英語 |
|---|---|---|
| 密度 | 1.27 g/cc | 0.0459 lb/in³ |
| 最大含水率 | 0.01 | 0.01 |
| リニア成形収縮率、フロー |
0.017 - 0.020 cm/cm 時間 86400秒 |
0.017 - 0.020 in/in 24.0時間 |
| 線形成形収縮率、横方向 |
0.017 - 0.020 cm/cm 時間 86400秒 |
0.017 - 0.020 in/in 24.0時間 |
| 保存温度 | <= 30.0 ℃ | <= 86.0 ℉ |
| 引張強さ、降伏 | 60.0 MPa | 8700 psi |
| 降伏点伸び | 2.5% | 2.5% |
| 引張弾性率 | 2.70 GPa | 392キロ・シー |
| 曲げ強度 | 110 MPa | 16000 psi |
| 曲げ弾性率 | 2.80 GPa | 406 ksi |
| シャルピー衝撃 | 2.50 J/cm² | 11.9 ft-lb/in² (フィート・ポンド/インチ |
| シャルピー衝撃、ノッチ付き | 0.400 J/cm² | 1.90 ft-lb/in² (フィート・ポンド/インチ |
| 1.8MPa(264psi)でのたわみ温度 | 90.0 ℃ | 194 ℉ |
| ビカット軟化点 | 275 ℃ | 527 ℉ |
| 溶融温度 | 305 - 320 ℃ | 581 - 608 ℉ |
| 金型温度 | 40.0 - 100 ℃ | 104 - 212 ℉ |
| 乾燥温度 |
80.0 ℃ 7200~43200秒 |
176 ℉ 2.00~12.0時間 |
| ベースポリマー | ポリアミド4.6 | |
PA46は射出成形できますか?
ええ、PA46は射出成形できますよ。PA46(ポリアミド46)は高性能の熱可塑性プラスチックです。実際、射出成形はPA46で部品を作る一般的な方法だ。PA46は融点がかなり高く、粘度も高いので加工が難しいのですが、適切な設備と加工条件があれば、間違いなく射出成形できます。

しかし、PA46の射出成形には特別な配慮が必要である:
1.処理温度: PA46はより高い加工温度が必要で、通常バレル温度は約290~320℃、金型温度は約80~120℃である。これは、プラスチックがよく流れ、部品が良好であることを確認するために重要である。
2.水分感受性: PA46は他のポリアミドと同様に吸湿性があり、空気中の水分を吸収します。そのため、気泡や斑点、機械的特性の低下といった欠陥を避けるためには、成形前に適切に乾燥させる必要があります。推奨される乾燥温度は約80~100℃で4~6時間です。
3.金型設計: 良い金型設計は、プラスチックがうまく流れ、問題がないことを確認するために重要です。PA46は収縮が大きい(通常1.2-1.8%)ので、金型設計はそれに対処するように作られなければならない。
4.処理速度: PA46は結晶化速度が速いため、冷却と凝固が速い。これによりサイクルタイムを短縮することができますが、寸法安定性を維持するために金型の冷却システムを最適化する必要があるかもしれません。
PA46射出成形の主な検討事項は?
PA46を成形する場合、良い部品を作るために留意すべきことがいくつかあります。材料、工程、金型、環境について知っておく必要があります。以下に、考えるべきことをいくつか挙げます:
1.材料の選択: お客様の用途に適したPA46材をお選びください。強度、耐高温性、耐薬品性などの要素を考慮してください。
2.材料の水分感受性: PA46は空気中の水分を吸収する素材です。壊れないようにするには、使用前に乾燥させる必要があります。最も良い方法は、80℃で2~8時間乾燥させることです。何か重要なことをするのであれば、含水率を0.1%以下にしたいものです。
3.金型設計: 金型を設計する際には、PA46の使用を検討すべきです。また、ゲートをどこに設置するか、ランナーをどのように設計するか、どのような排出システムを使用するかといったことも考える必要があります。
4.射出圧力と射出速度: PA46は、金型に充填し、適切に保持するために高い射出圧力を必要とする。一般的な射出圧力は1000~2000バールである。射出速度は、フローラインやキャビテーションのような問題を避けるために、加工中に調整する必要があります。高い射出速度は金型への充填に役立ちますが、適切にコントロールしないと欠陥の原因にもなります。
5.射出温度: PA46の溶融温度は、射出時に300~330℃の間に保たなければならない。
6.金型温度: PA46は、高い金型温度によって粘度を下げ、流動性を向上させることができます。一般的な金型温度は80~120℃で、部品の結晶化を最適化し、反りや寸法の不安定性などの欠陥を最小限に抑えます。
7.冷却時間: PA46は熱拡散率が高いため、冷却固化に時間がかかる場合があります。部品が正しく成形されるよう、冷却時間を長めにとってください。
8.ゲートの位置 ゲートをどこに置くかは、パーツの外観や動作に影響する。溶接線の位置、ヒケの位置、パーツの反り具合などを考えてみてください。
9.流路設計: 流路の設計は、部品の外観や性能に大きな影響を与えます。流路の大きさ、形状、位置などを考えてみてください。
10.エジェクターシステム: エジェクター・システムは、パーツの外観や動作に影響を与える。エジェクターがどれだけ強く押すか、どれだけ速く動くか、どの方向に動くか、などを考えてみてください。
11.部品の排出: PA46部品は反りやすく、金型に固着する傾向があります。穏やかな射出システムを使用し、部品の射出を改善するために離型剤の使用を検討してください。
12.成形後の作業: PA46の部品は、見た目やフィット感を良くするために余計なことをしなければならないかもしれない。切ったり、削ったり、磨いたりする必要があるかもしれない。
13.湿度コントロール: PA46は湿度に弱く、特性や性能に影響を与えます。最良の結果を得るために、材料、金型、加工環境の湿度レベルを管理してください。
14.加工条件: PA46で最高の結果を得るには、正しい方法で行う必要があります。射出速度、射出強度、冷却時間など、正しい成形ができるように考えてください。
15.材料の配合: PA46をより良くするために添加剤を混ぜることができる。充填剤、潤滑剤、酸化防止剤などをどの程度入れれば、自分の望むものになるか考えてみてください。
16.部品形状: PA46部品は反りや変形の影響を受けやすい。部品の形状、肉厚、材料特性などの要因を考慮し、最適な部品成形を行ってください。
17.品質管理: 品質管理プログラムを設定し、製造する部品が想定どおりのものであることを確認する。問題や欠陥を見つけるために、定期的な検査やテストを行います。
PA46射出成形の設計指針
PA46(ポリアミド46)で射出成形部品を設計する場合、成形性、機能性、仕上がりの良さに影響するさまざまなことを考える必要があります。ここでは、PA46射出成形用の部品を設計する際に考えるべきことをいくつか紹介します。

1.壁の厚さ: PA46は強いが反ることがある。反りを防ぐため、肉厚を厚くし、薄肉は避けてください。肉厚は最低1.5mmを目指すべきですが、部品とその用途によります。
2.部品形状: PA46の部品はゆがんだり変形したりすることがあります。対称的な形状の部品を作り、鋭角や複雑な形状は避けてください。
3.ドラフト角度: 垂直面に1~3度の抜き勾配をつけると、部品が金型から排出されやすくなり、金型の磨耗を減らすことができる。より複雑な形状の場合は、より大きな抜き勾配が有効です。
4.ゲートの位置: PA46はゲートの位置に敏感です。部品の機能や美観を損なわない場所にゲートを設置してください。
5.流路設計: PA46の流路は、圧力損失を最小限に抑え、安定した充填ができるように設計する必要があります。圧力損失を減らすために、「ツリー状」の流路設計を使用する。
6.別れの挨拶: 可能な限り、フィーチャーをパーティングラインに合わせます。この位置合わせは、パーツを排出する際に物事をシンプルに保ち、パーツの寸法を維持するのに役立ちます。
7.ラジアスと面取り: 鋭利な角にRや面取りを加えると、成形が容易になり、最終的な部品に応力亀裂が生じる可能性が低くなる。
8.金型温度: PA46は、高い金型温度(80~120℃)が粘度を下げ、流動性を向上させる。
9.射出圧力: PA46は、金型に充填し、適正な充填圧と保持圧を確保するために、高い射出圧力(1000~2000bar)を必要とする。
10.射出速度: 射出中の早期結晶化を避けるには、中速から高速の射出速度を使用する。速度曲線は、ゲートとランナーの高速充填から部品の中速充填へと進むはずである。
11.冷却時間: PA46は熱拡散率が高いため、冷却固化に時間がかかります。部品が適切に成形されるよう、冷却時間を長めにとってください。
12.素材の選択: お客様の用途に適したPA46材をお選びください。強度、耐高温性、耐薬品性などの要素を考慮してください。
13.金型設計: 金型を設計する際には、PA46を考慮する必要があります。ゲートをどこに置くか、ランナーをどのように設計するか、部品をどのように排出するかを考える必要があります。
14.エジェクターシステム: PA46部品は反りやすく、金型に固着する傾向があります。穏やかなエジェクター・システムを使用し、離型剤を使用して部品の排出を改善することを検討してください。
15.部品の排出: PA46の部品によっては、適切な表面仕上げと精度を得るために、機械加工、研削、研磨などの余分な工程が必要になる場合があります。
16.成形後の作業: PA46部品は、ご希望の表面仕上げと精度を得るために、機械加工、研削、研磨などの余分な工程が必要になる場合があります。
17.材料の配合: PA46をより良くするために添加剤を混ぜることができる。充填剤、潤滑剤、酸化防止剤などをどの程度入れれば、自分の望むものになるか考えてみてください。
18.パート志向: PA46部品は反りや変形を起こしやすい。左右対称の形状を持つ部品を設計し、反りを最小限に抑えるよう金型内で向きを調整してください。
19.金型キャビティ: PA46部品は反りや変形を起こしやすい。金型キャビティを設計して、反りを最小限に抑え、適切な成形ができるようにします。

完全ガイドPA46射出成形製造のためのリソース
PA46射出成形の方法:ステップバイステップガイド
PA46は、優れた機械的特性と熱安定性を持つ高性能エンジニアリングプラスチックです。品質と効率を確保するために、PA46の射出成形プロセスにはいくつかの重要なステップがあります。ここでは、PA46射出成形を行うためのステップバイステップガイドを示します。

1.デザインとプロトタイピング:
プロトタイピング: 全体を作る前に、3DプリントやCNC加工などの方法でプロトタイプを作る。これにより、デザインの問題点を早期に発見することができる。
最終デザイン: 肉厚、抜き勾配、リブなどの要素を考慮して射出成形の設計を最適化し、作りやすくする。
2.金型の準備:
金型製作: 射出成形用金型はCNC機械加工で作られ、通常は工具鋼かアルミニウム製である。金型は、PA46で発生する高温と高圧に耐えられるように設計されなければならない。
表面処理: あなたが望む外観を得るために、また部品を取り出しやすくするために、金型表面に必要なことを行う。
クリーン&ドライ: 金型を清掃して乾燥させ、汚染物質や残留物がないことを確認し、PA46部品が金型に付着しないように離型剤を塗布し、金型が射出成形機に適切に位置合わせされ、固定されていることを確認する。
3.材料の準備:
素材の選択: お客様のアプリケーション仕様に最適なPA46樹脂ペレットをお選びください。
乾燥させる: PA46は吸湿性があるため、湿気による不具合を避けるために加工前に乾燥させる必要がある。推奨される乾燥温度は通常80℃前後である。
4.射出成形プロセス:
クランピング: 射出成形機で金型を保持するものだ。機械が金型にプラスチックを注入している間、プラスチックが外に漏れないように、金型がしっかりと閉じていることを確認します。
射出成形: PA46ペレットを溶けるまで加熱する(約315~325℃)。溶融した樹脂を金型のキャビティに、制御された速度と圧力で注入し、金型の全領域を充填する。
保持圧力: 溶けたプラスチックが金型のすべての空洞を満たし、冷えたときの収縮を補うために、金型に圧力をかけ続ける。
冷却: 射出した部品が固まるまで金型の中で冷ます。パーツの厚さや複雑さによって冷却時間は変わるが、寸法を正確に出すためには超重要だ。
5.退場:
型開き: 冷却後、クランプ機構を使って金型を開く。
退場: エジェクターピンやエジェクタープレートを使って、完成した部品を金型から傷つけることなく取り出す。部品の品質と一貫性をチェックする。
6.後処理:
トリミングと仕上げ: パーツの端から余分なもの(フラッシュ)を切り落とす。その他の仕上げ工程として、作るものによってはサンディングや塗装を行うこともある。
品質管理: 初品検査(FAI)や生産部品承認プロセス(PPAP)などの検査は、部品が指定された公差や品質基準を満たしていることを確認するために行われます。
PA46射出成形の利点は何ですか?
PA46(ポリアミド46)の射出成形は、製造業の世界で大きな話題となっています。それは多くの点で他の材料やプロセスよりも優れています。PA46射出成形が優れている理由をいくつか挙げてみましょう:
1.高耐熱性と高結晶性:
PA46の融点は約295℃、結晶化度は約70%である。高温での作業が必要な射出成形部品に最適です。PA46の熱変形温度は、他の多くのエンジニアリングプラスチックよりも高い。PA46は熱安定性に優れており、最高220℃までの温度で連続的に、また最高250℃までの温度で断続的に使用することができます。このため、高温を伴う用途に最適です。
2.優れた耐摩耗性と低摩擦:
PA46は、超高耐摩耗性を持つ超強靭な材料であり、ギアやベアリングのような超高摩擦挙動を伴う用途に使用できる。
3.優れた加工性能:
このような側面も含まれる:PA46は流動性がよく、成形サイクルが短く、加工効率がよいため、生産効率が向上し、コスト削減にもつながる。薄肉部品の射出成形に導入され、例えば、部品厚さはわずか0.1mmで、バリがなく、最小限の後処理で済むことからもわかる。
4.良好な機械的特性:
PA46は優れた機械的特性と高い強度を持ち、様々なハイテク射出成形部品の要求性能を満たすことができます。高い衝撃強度、低クリープ、優れた疲労強度、低摩耗特性により、射出成形部品の耐久性を向上させ、製品の信頼性を向上させます。
5.幅広い用途:
PA46は、電気・電子、自動車、産業機器などに広く使用されています:SMD電気部品、コネクター、ギア、ベアリング、センサーなど。

6.低アウトガス:
PA46はアウトガス発生率が低く、航空宇宙、医療機器、半導体製造など、真空や低圧環境を必要とする用途には重要である。
7.吸湿性が低い:
PA46は吸湿率が低いため、反り、亀裂、層間剥離のリスクを低減します。この特性により、寸法安定性が重要な用途に適しています。
8.高い強度重量比:
PA46は強度対重量比が高く、航空宇宙や自動車など軽量化が必要な用途に最適です。
9.反りが少ない:
PA46は反りが少ないため、成形工程で部品が変形するリスクを低減します。この特性は、部品を正しい形状にする必要がある用途に適しています。
10.良好な電気絶縁性:
PA46は電気絶縁性に優れているため、電気コネクター、スイッチ、センサーなど、電気絶縁が必要なものに最適です。
11.生体適合性:
PA46は電気絶縁性に優れているため、電気コネクター、スイッチ、センサーなど、電気絶縁が必要なものに最適です。
12.リサイクル可能:
PA46をリサイクルすることで、廃棄物を減らし、資源を節約することができます。
13.色の広い範囲:
PA46はさまざまな色に成形できるため、美観が重視される用途に最適です。
14.収縮率が低い:
PA46は収縮率が低いため、部品を作ってもあまり変形しません。これは、非常に精密な形状の部品が必要な場合に適しています。
15.引火性が低い:
PA46は燃焼性が低いため、火災の安全性が求められる用途に適している。
16.幅広い用途:
PA46は、航空宇宙、自動車、医療機器、消費財、産業機器など、さまざまな用途に使用されている。
17.大流量:
PA46は流動性が高いため、複雑な形状や薄肉部品の製造に適している。
18.融点が低い:
PA46は融点が低く、高温になっても分解しない。そのため、高温で作らなければならないものに適している。
19.寸法安定性が良い:
PA46は寸法安定性に優れ、精密な部品形状を必要とする用途に最適です。
20.低クリープ:
PA46はクリープが少ないため、部品に長期的な応力がかかる用途に適している。
21.良好な耐疲労性:
PA46は優れた耐疲労性を持つため、部品に繰り返し荷重がかかる用途に最適です。

PA46射出成形の欠点は何ですか?
PA46(ポリアミド46)射出成形には多くの長所があるが、いくつかの短所もある。主なマイナス点をカテゴリー別に整理してみました:
1.コストに関する問題:
高い材料費: PA46は高性能素材であるが、一般的に他のエンジニアリング・プラスチックよりも高価であるため、コスト重視の用途では競争力がない。
高い金型コスト: PA46は特殊な金型が必要で、特に小ロット生産ではイニシャルコストが高くつく。
多額の初期投資: 射出成形用金型は初期コストが高く、数千ドルから数万ドルかかる。
高い後処理装置の要件: PA46は高精度の後処理装置を必要とするため、コストはさらに上昇する。
2.加工と設計の限界:
限定された加工性: PA46は硬い素材であるため、機械加工や仕上げが難しく、事態をより複雑にしているかもしれない。
設計上の制限: 射出成形用に設計する場合、部品が金型から出るのを助ける特別な設計要素(抜き勾配、丸みを帯びたエッジなど)を考えなければならない。これは設計を難しくする。
納期が長い: 設計から金型製造まで5週間から12週間かかることもあり、プロジェクトのスケジュールに影響する。
限定カラーオプション: PA46は限られた色しか成形できないため、色の選択が重要な用途には適さない。

3.パフォーマンスの限界:
水分感受性: PA46は水分に非常に弱く、吸湿する傾向が強い。水分はその機械的特性と寸法安定性に影響を与えます。射出成形工程では、含水率を厳密に管理する必要があります。
耐光性が低い: 日光の当たる場所や高温の場所に長時間放置すると、酸化して黄色く変色したり、ひび割れたりします。そのため、長時間光が当たる場所では使用できない。
化学的安定性に限界がある: PA46は耐薬品性に優れていますが、強酸や強アルカリ性には弱く、特定の化学薬品に影響されやすいという欠点があります。
低い熱伝導率と電気伝導率: PA46は熱伝導率と電気伝導率が低いため、熱伝導と電気伝導が重要な用途では使用が制限される。
耐衝撃性と柔軟性に限界がある: PA46はかなり硬い素材だが、衝撃に対する靭性は低く、強くぶつければひびが入ったり割れたりするかもしれない。
4.使用の制限:
限られた溶接オプション: PA46は溶接が容易ではないため、特に溶接が必要な複雑な部品がある場合、組み立てが複雑になる。
広く入手できない: PA46は、他のエンジニアリング・プラスチックほど市場に出回っておらず、購入が難しい。
限定的な生体適合性: PA46はすべての医療用途において生体適合性があるわけではなく、体液や組織によっては適合しない場合があります。
リサイクル性の制限: PA46はリサイクル可能だが、複雑な分子構造をしているため、リサイクルには手間がかかる。
PA46射出成形における一般的な問題と解決策
PA46(ポリアミド46)は、射出成形を含む様々な用途に使用される人気のエンジニアリング・プラスチックです。しかし、その独特な性質と成形工程で起こりうる潜在的な問題のために、扱うのが面倒な場合もあります。ここでは、PA46の射出成形における一般的な問題と解決策をご紹介します:

1.反りと収縮:
原因:高い収縮率、金型の設計不良、冷却不足。
解決策金型設計の最適化、換気金型の使用、冷却システムの調整。成形シミュレーションソフトの収縮補正アルゴリズムの使用を検討する。
2.表面の欠陥:
原因脱型が十分でない、金型表面が悪い、工程が間違っている、密度が十分でない、充填速度が遅い、金型温度が低い。
解決策金型の表面をより良くする、より多くのプラスチックを入れてより強く射出する、金型の温度をより良くコントロールする、より出やすくするものを使う、工程(温度、圧力、射出速度など)を変える。
3.パーティングラインの欠陥:
原因金型の設計不良、パーティングラインの位置間違い、金型のアライメント不良。
解決策金型設計を改善し、パーティングラインを移動し、金型を正しく配置する。
4.ゲートの欠陥:
原因ゲートの位置が間違っている、ゲートが小さすぎる、ゲートの設計が悪い。
解決策ゲートの位置を修正する、ゲートを大きくする、ゲートを良くする(ホットランナーを使うなど)。
5.材料の劣化:
原因温度が高すぎる、取り扱いが間違っている、乾燥が不十分。
解決策温度を下げ、扱いを良くし、正しく乾燥させる。
6.色の一貫性:
原因材料の色の不一致、不正確なカラーミキシング、不十分なカラーコントロール。
解決策素材の色を統一する、色の混ぜ方を改善する、カラーセンサーを使って色をコントロールする。
7.型の温度調整:
原因温度調節が不十分、温度設定が間違っている、温度分布が悪い。
解決策温度管理を改善し、温度設定を変更し、温度分布を改善する。
8.射出速度と射出圧力:
原因:射出速度と射出圧力の誤り、金型設計の誤り、加工条件の誤り。
解決策射出速度と射出圧力を修正し、金型設計を修正し、加工条件を修正する。
9.材料の流れと充填:
原因材料の流れが十分でない、金型の設計が間違っている、加工条件が悪い。
ソリューション材料の流れを良くし、金型の設計を良くし、加工条件を変える。
10.成形後の加工:
原因乾燥が不十分、成形後の処理が間違っている、材料の取り扱いが悪い。
解決策正しく乾燥させ、より良く加工し、取り扱いに注意する。

11.不十分なパディング:
原因射出圧力が低い、射出速度が遅い、溶融温度が低い、ベントの設計が悪い、ゲートのサイズが小さい。
解決策射出圧力を高めて完全に充填する、射出速度を高速に調整する、バレル温度を高めて溶融物の流れを良くする、金型の通気性を高めて閉じ込められた空気を排出する、ゲートサイズを大きくする、ランナー設計を最適化して材料の流れを良くする。
12.カラーチェンジ:
原因溶融温度が高い、噴射速度が速い、排気設計が悪い。
解決策バレルと金型の温度を下げ、射出速度と圧力を下げ、金型排気を改善し、閉じ込められたガスによる変色を防ぐ。
13.内部の亀裂:
原因部品の冷却が速すぎて、材料に残留応力が発生する。
解決策金型を高温にし、パーツの冷却速度を落とし、金型から出したパーツをゆっくり冷まします。パーツをぬるま湯につけて、より冷やすこともできる。
14.火傷の跡:
原因溶融温度が高く、排気が不十分であるため、空気が巻き込まれる。
解決策バレル温度と射出速度を下げ、金型設計のベントを改善し、閉じ込められた空気を効果的に除去する。
15.難しい脱型:
原因金型の抜き勾配または表面仕上げが不十分。
解決策金型設計の抜き勾配を大きくして部品を取り出しやすくし、金型表面を研磨して部品取り出し時の摩擦を減らす。
PA46射出成形の用途は?
PA46(ポリアミド46)は、丈夫で硬く、耐薬品性、耐摩耗性に優れ、高温にも耐えられるため、様々な用途に使用される汎用性の高いエンジニアリングプラスチックです。PA46射出成形で作られる一般的なものをいくつかご紹介しましょう:

1.航空宇宙産業:
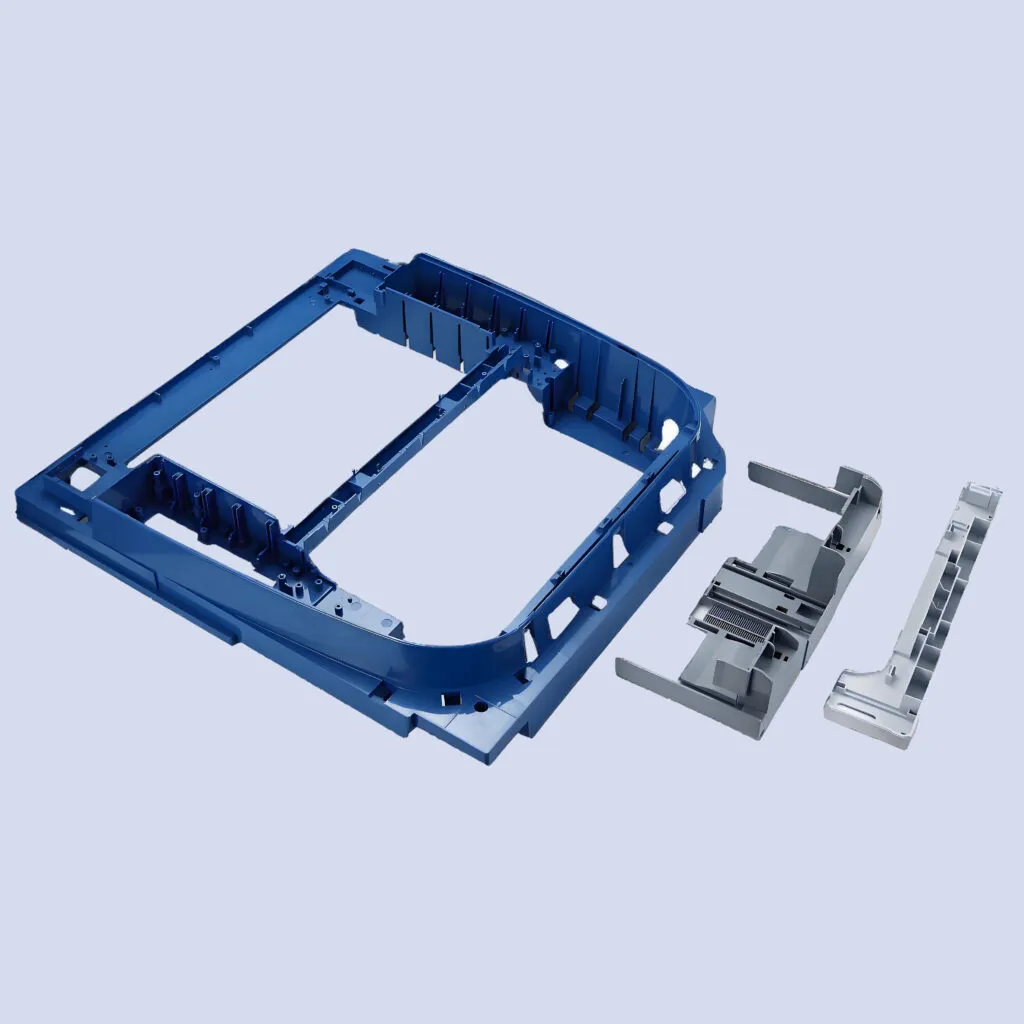
航空宇宙産業では、強く、高熱に耐え、壊れず、錆びず、形状が変化しない素材が必要です。PA46はそのすべてを満たすことができます。PA46は、エンジン、燃料システム、油圧システム、その他多くの機械部品に使用されています。射出成形PA46で作られるものには、ギア、ベアリング、ブッシュ、ハウジングなどがあります。
航空機部品(エンジンマウント、ファスナーなど)
衛星部品(構造部品、コネクターなど)
宇宙探査用部品(熱シールド、機械部品など)
2.自動車産業:
PA46は、インテークマニホールド、シリンダーヘッドカバー、オイルパン、エアコンシステム部品などの製造に自動車業界で広く使用されています。耐熱性、機械的特性、耐薬品性に優れているため、高性能自動車部品の製造に最適です。
エンジン部品(オイルパン、バルブカバーなど)
トランスミッション部品(ギア、シャフトなど)
電気部品(コネクター、スイッチなど)
内装部品(ダッシュボードトリム、ドアハンドルなど)
3.電子・電気産業:
PA46は電気絶縁性、機械的強度、熱安定性に優れており、コネクター、スイッチ、センサー、サーキットブレーカー、その他の電子部品など、幅広い電子・電気用途に最適です。高温に耐え、寸法安定性を維持するこの材料の能力は、これらの部品の信頼性と耐用年数を確保するために極めて重要です。
電子部品(コネクター、スイッチなど)
ケーブル・ワイヤー・マネジメント・システム
ハウジングとケース
プリント基板(PCB)部品
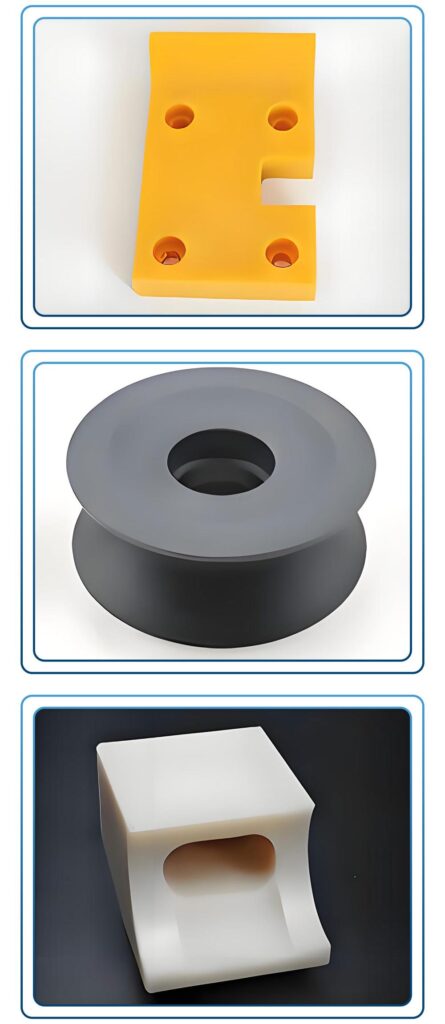
4.産業機器:
PA46は、超高強度、超高靭性、超高耐熱性を必要とする部品を製造する産業機器に使用されています。PA46は、ギア、ベアリング、ブッシング、シール、その他可動部品の製造に使用できます。PA46は、他の材料ほど早く摩耗しないため、よく動く部品に最適です。つまり、機器がより良く機能し、より長持ちするということです。
ポンプ部品(インペラ、シャフトなど)
ギアボックス部品(ギア、ベアリングなど)
バルブ部品(バルブシート、バルブステムなど)
ファスナーおよび付属品
5.医療機器:
PA46は、高精度、高強度、化学的不活性が要求される医療用途にも使用される。外科用器具、医療機器ハウジング、その他滅菌手順に対するかなりの耐性と安定性を必要とする部品の製造に適しています。この材料は生体適合性が高く、様々な化学薬品に耐性があるため、医療用途に適しています。
手術器具(鉗子、ハサミなど)
医療用インプラント(人工股関節や人工膝関節、手術用メッシュなど)
診断機器(注射器、試験管など)
医療機器(輸液ポンプ、人工呼吸器など)
6.化学工業:
PA46は化学工業において、耐薬品性と耐食性に優れているため、多くの化学装置やパイプライン部品に広く使用されています。例えば、あらゆる種類の腐食性媒体と直接接触することの多いポンプハウジング、バルブ、パイプ継手、コネクターの製造に使用できます。PA46は耐薬品性に優れているため、過酷な化学環境でも使用できる安定性の高い機器を作ることができ、メンテナンスや機器交換の回数を減らすことができます。
コンポーネント(ポンプハウジング、バルブコンポーネント、シール)
化学薬品貯蔵設備(パイプ、継手)
7.消費財:
PA46は、携帯電話ケース、充電ケース、その他の電子部品の製造に家電製品で広く使用されている。高温に耐えることができ、機械的特性も強いため、高強度・高温環境での使用に適している。自動車産業では、PA46はギア、ベアリング、コネクターなど、高い耐摩耗性と高温への耐性を必要とする部品の製造に使用できる。
アウトドア用品(キャンプ用品、スポーツ用品など)
家具部品(椅子の脚、テーブルのフレームなど)
電化製品の部品(食器洗い機の部品、冷蔵庫のシールなど)
おもちゃやゲーム(フィギュア、パズルなど)

8.エネルギー
PA46は、石油・ガス機器のシールやバルブ部品に使用される。高温・高圧環境下での耐摩耗性、耐食性に優れています。PA46はまた、風力発電や太陽エネルギー設備のギア伝動システムやその他の機械部品にも使用されています。耐疲労性と耐摩耗性に優れ、機器の寿命を延ばします。
風力タービン部品(ブレード、ハブなど)
ソーラーパネル部品(フレーム、コネクターなど)
石油・ガス機器(バルブ、ポンプなど)
原子力発電所部品(燃料棒、原子炉部品など)
9.海:
PA46は海水でも錆びず、強度も高いので、石油掘削装置や海上プラットフォームなどの製造に最適です。また、PA46はボートのギアや電気コネクターにも使えます。PA46は海水にも耐えられる強靭な素材なんだ。
船舶部品(プロペラ、シャフトなど)
舶用部品(ポンプ、バルブなど)
海洋設備(掘削プラットフォーム、パイプラインなど)
10.飲食物
PA46は化学的に不活性で高温にも対応できるため、食品加工機器の伝動部品、ベアリング、ギアに最適です。高速食品包装機の摺動部品や耐摩耗部品にも使用できます。PA46は食品産業の速いペースに対応し、お客様を失望させません。
食品加工機器(ポンプ、バルブなど)
飲料設備(ボトリングライン、ディスペンサーなど)
包装部品(キャップ、クロージャーなど)

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle

射出成形の精度を高めるには?
Key Takeaways – Mold precision is determined at every stage: part design, mold design, steel selection, machining, assembly, and process control—a weakness at any stage limits overall precision. – Properly
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

