 コンテンツへスキップ
コンテンツへスキップ 







ステップ1:材料の選択と準備:
適切なPA材料を選択することは、射出成形プロセスの最初のステップです。PA6、PA66、PA12などの異なるタイプのPA材料は、異なる耐熱性、耐薬品性、衝撃強度、流動性を持っています。特定の用途の要件に適合する材料を選択してください。さらに、PA材料は吸湿性が高いため、射出成形前に水分を0.3%以下に乾燥させる必要があります。PA6の場合は、105℃で8時間の真空乾燥をお勧めします。PA66の場合は、105℃で12時間の真空乾燥が必要です。PA12の場合は、85℃で4~5時間の乾燥で十分である。必要に応じて、着色剤、耐衝撃性改良剤、難燃剤などの添加剤をPA材料に配合し、最適な製品品質のために均一な分布を確保することができます。

ステップ2:射出成形機のセットアップ:
射出成形機を設定する際、使用するPA材料に応じて温度、圧力、射出速度を調整することが重要である。PA6の場合、溶融温度は230℃から280℃の間に設定する必要があるが、PA66の場合は260℃から290℃の間に設定する必要がある。PA12の場合、溶融温度は240℃から300℃の間に設定するが、310℃を超えてはならない。PA6とPA66の射出圧力は通常750~1250バールであるが、PA12の場合は最高射出圧力が1000バールに達することもある。射出速度は一般的に速いですが、ガラス繊維入り材料の場合は、材料の劣化を避けるため、若干遅くする必要があります。安定した高品質の結果を得るためには、機械が正しく較正されていることを確認することが重要です。
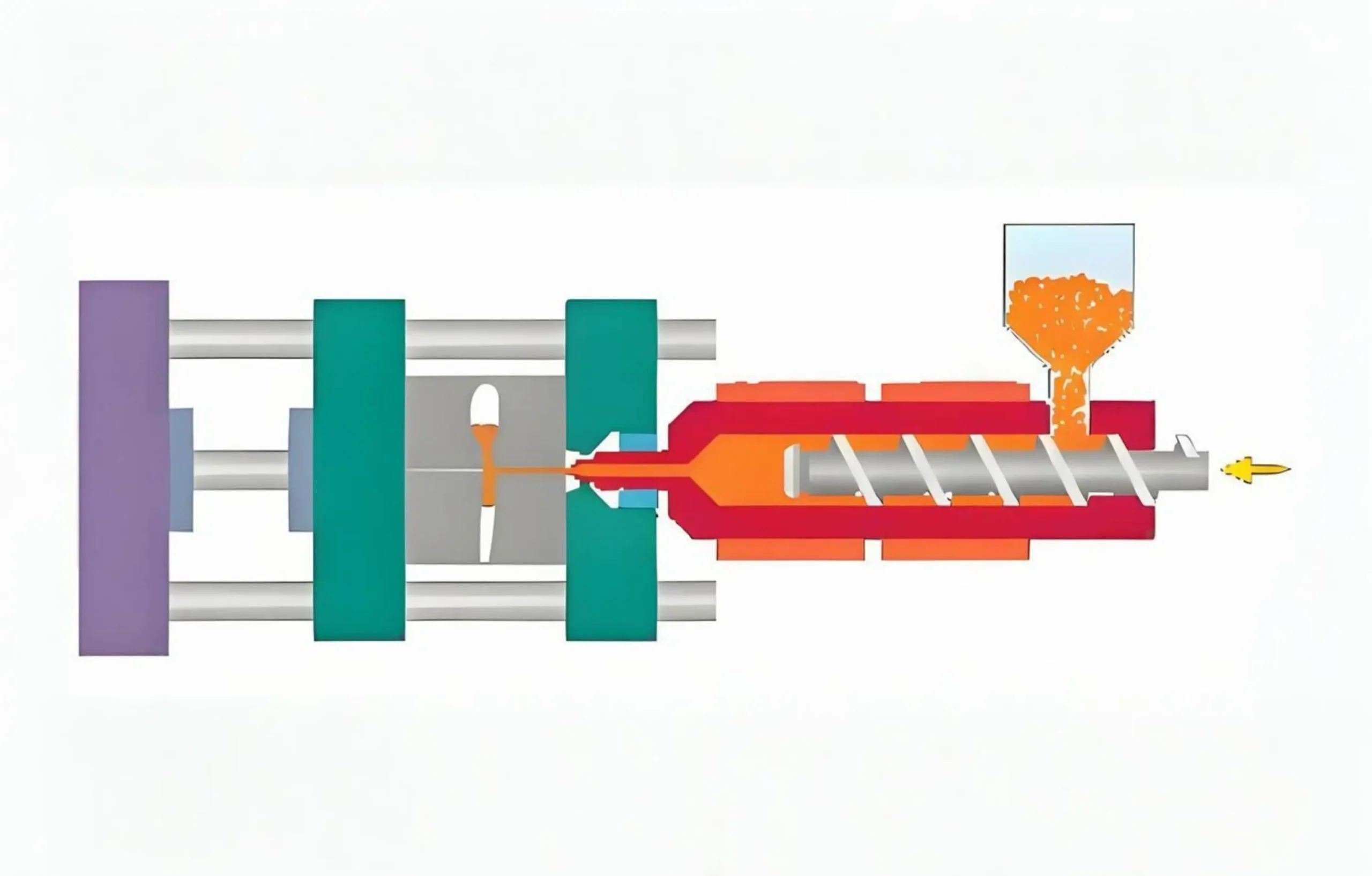
ステップ4:射出成形プロセス:
射出成形工程は、金型を閉じて適切なアライメントと密閉性を確保することから始まります。次に、溶融したPA材料を、制御された圧力下で金型キャビティに射出します。金型キャビティを完全に充填するためには、射出圧力を一定に保つ必要があります。射出中、気泡や不完全な充填などの欠陥を避けるため、射出速度は慎重に制御される。射出後、冷却中の材料の収縮を補い、製品の密度と寸法安定性を確保するために保圧が行われる。保圧時間は通常3~5秒程度と短い。冷却プロセスは、部品の厚みや使用するPA材料にもよりますが、一般的に10~30秒かかります。製品が冷えて固まると、金型が開き、部品がキャビティから排出されます。
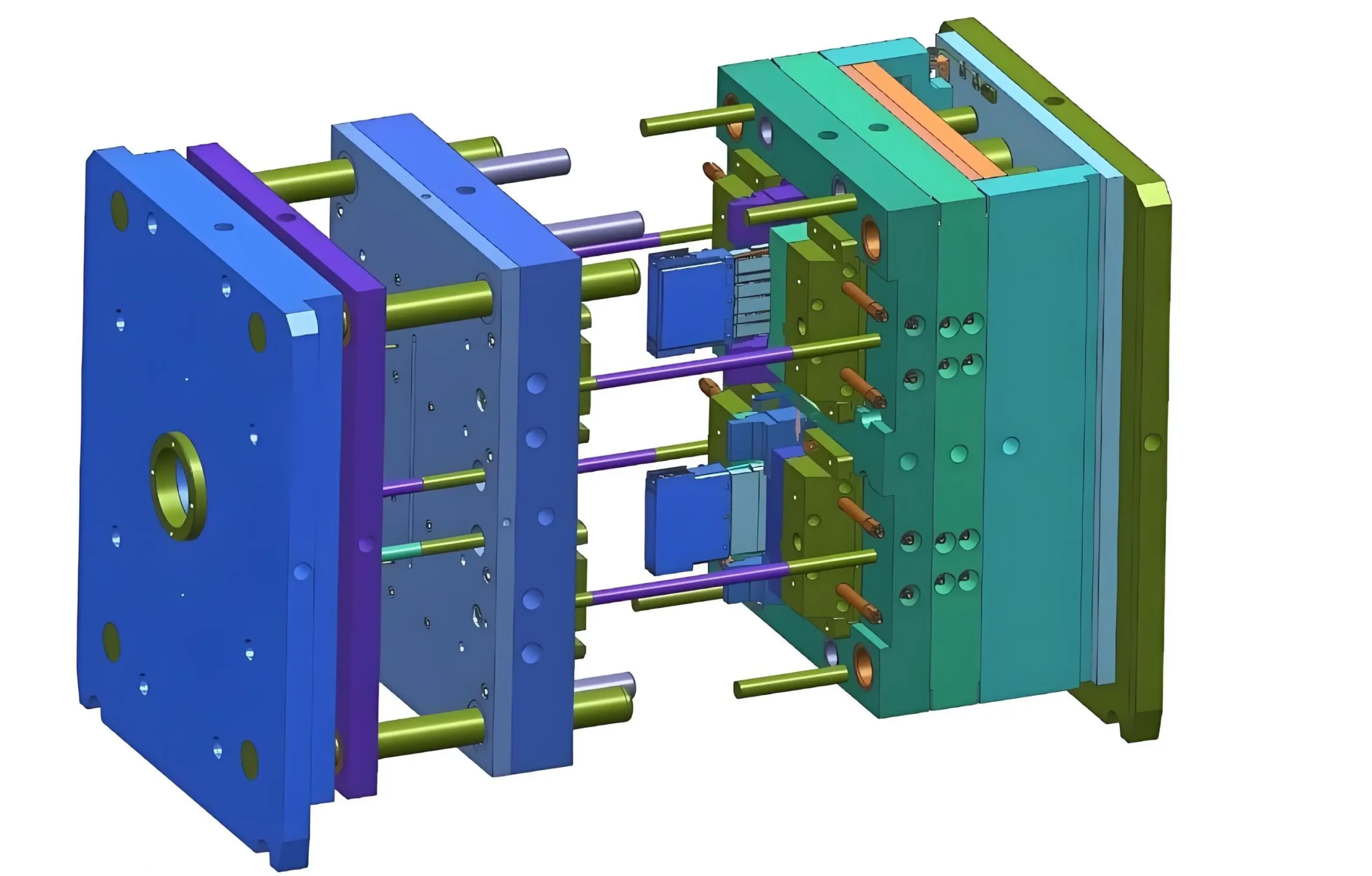
ステップ3:金型設計:
射出成形を成功させるためには、金型の設計が重要です。ゲートとランナーシステムの適切な設計は、金型キャビティの均一な充填を保証するために不可欠です。PA6の場合、ゲートの直径はプラスチック部品の厚さの0.5倍を下回ってはならない。PA12の場合、未充填の材料のランナー直径は約30mmであるべきですが、充填された材料のランナー直径は5~8mmと大きくする必要があります。ランナーの形状は円形にし、射出口はできるだけ短くして材料のロスを最小限にする。金型温度も、使用する材料に応じて調整する必要がある。PA6の場合、金型温度は通常80℃~90℃に設定され、PA66の場合は通常80℃前後である。PA12の場合、金型温度は材料が未充填か充填かによって30℃から100℃の範囲になる。

ステップ5:成形後の作業:
成形後、さらなる後処理工程が必要になります。これには、余分な材料、バリ、表面欠陥を除去し、部品の外観と機能を向上させるためのトリミング、バリ取り、研磨などが含まれます。PA部品の中には、靭性と寸法安定性を高めるために、アニールやコンディショニングが必要なものもあります。アニーリングは、材料の融点よりわずかに低い温度まで部品を加熱し、その温度で一定時間保持します。一方、コンディショニングは、部品を湿度の高い環境に晒して吸湿させ、その性能を向上させるものである。これらの成形後の処理により、最終製品が品質基準を満たし、その用途で期待される性能を発揮することが保証される。

ステップ6:品質管理と梱包:
品質管理段階では、部品に欠陥がないか検査し、寸法、美観、機械的要件に照らしてチェックする。部品が指定された公差を満たしていることを確認するために、座標測定機(CMM)のような精密測定ツールがしばしば使用されます。また、部品の耐久性や性能を確認するために、引張強度や耐衝撃性などの機械的試験を行うこともあります。検査に合格した部品は、輸送や保管中の損傷や汚染から保護するために適切に梱包されます。適切な梱包により、製品はお客様のお手元に届くまで品質と完全性を保つことができます。






エンジン・コンポーネント
PAは、インテークマニホールドなどの部品の製造に使用されます。その高い耐熱性と機械的強度は、過酷なエンジン環境における安定性と耐久性を保証します。従来の金属製インテークマニホールドと比較して、PA射出成形マニホールドは重量を減らし、燃費と車両性能を向上させます。

自動車内装
PAは、シート・アジャスター、ドア・ハンドル、ダッシュボード部品などの製造に使用されます。耐摩耗性と表面仕上げに優れているため、シート・アジャスターのように使用頻度が高く、目に見える部品で、繰り返しの機械的ストレスに耐えなければならない部品に最適です。
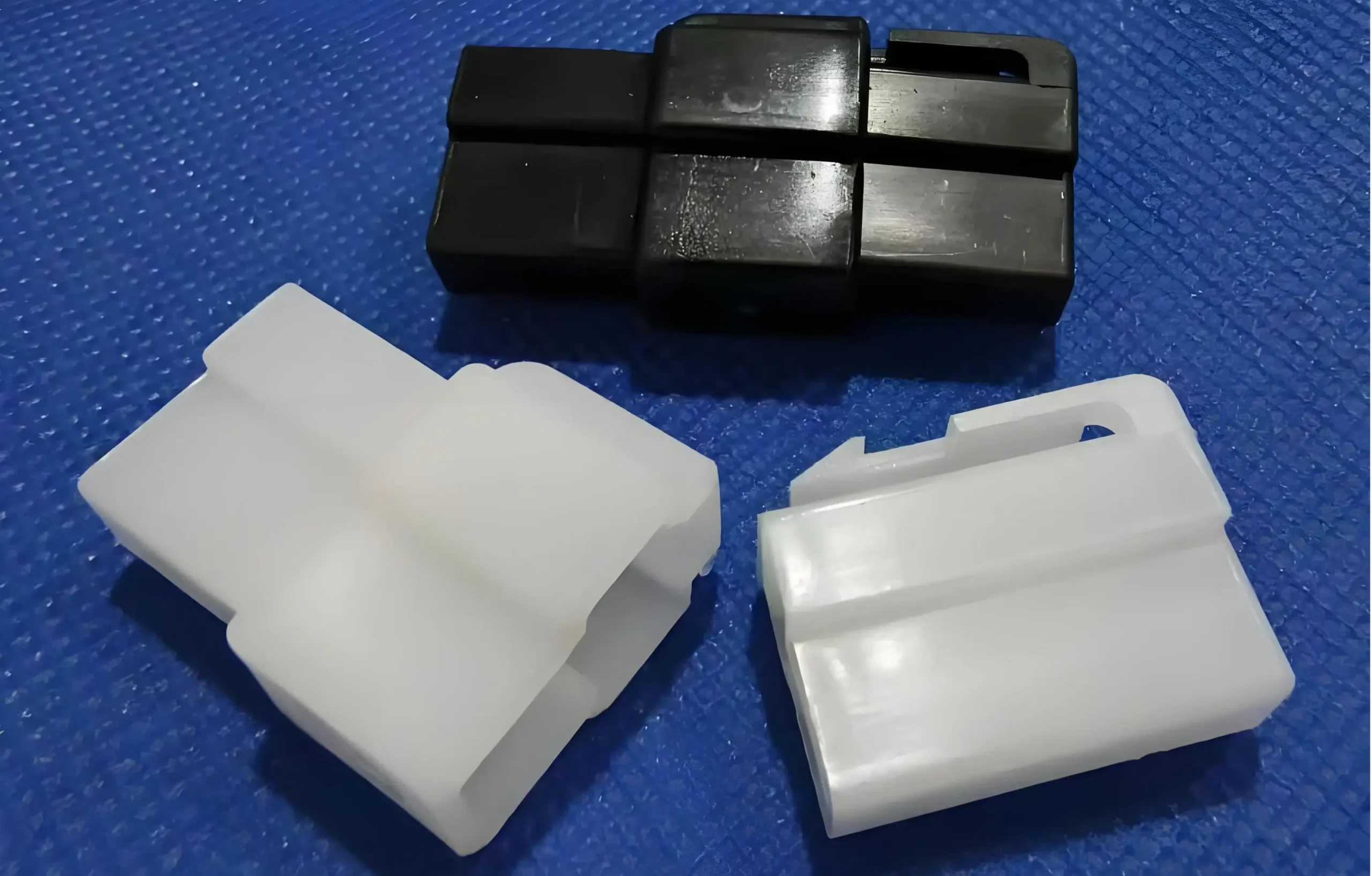
コネクター:
PA射出成形コネクタは、優れた電気絶縁特性と機械的安定性を提供し、コンピュータ、携帯電話、家電製品などの電子機器の信頼性の高い接続を保証します。精密な射出成形プロセスは、コネクタの小型化と高密度設計をサポートします。

電子機器のハウジング:
PAは、カメラや電動工具などの家電製品の外殻に使用されている。その耐衝撃性と耐薬品性は、内部部品を物理的な損傷や腐食から守ります。

おもちゃだ:
アクションフィギュアや乗り物玩具などのPA射出成形玩具は、耐久性に優れ、乱暴な遊びにも耐えることができます。この素材の柔軟性と強靭性は破損を減らし、玩具の長寿命を保証します。

家庭用品:
PAは、ほうきの柄、掃除機の部品、台所用品などの製品に使用されている。その耐摩耗性と清掃のしやすさから、傷や汚れに強い台所用品など、より実用的なものとなっている。
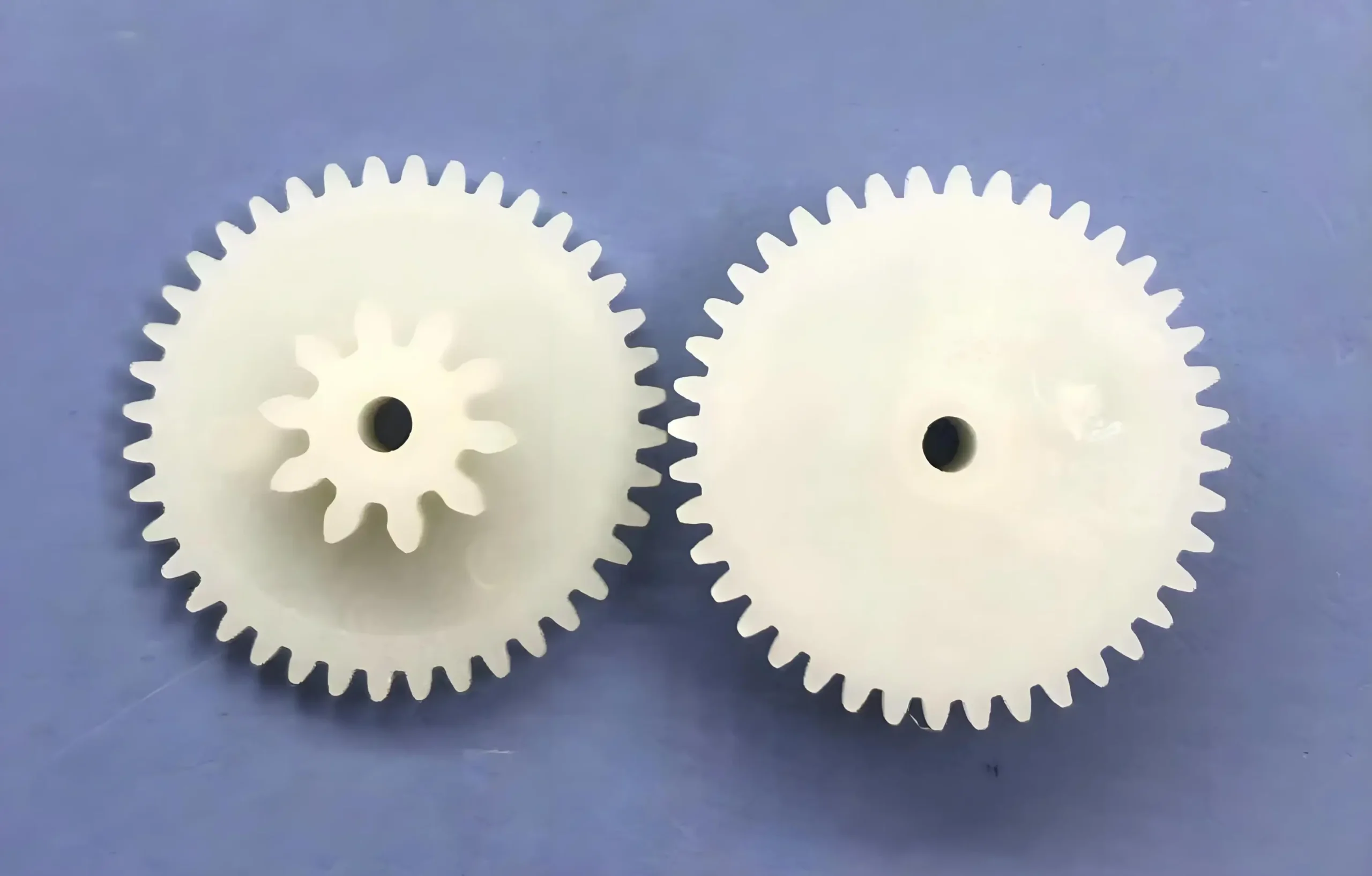
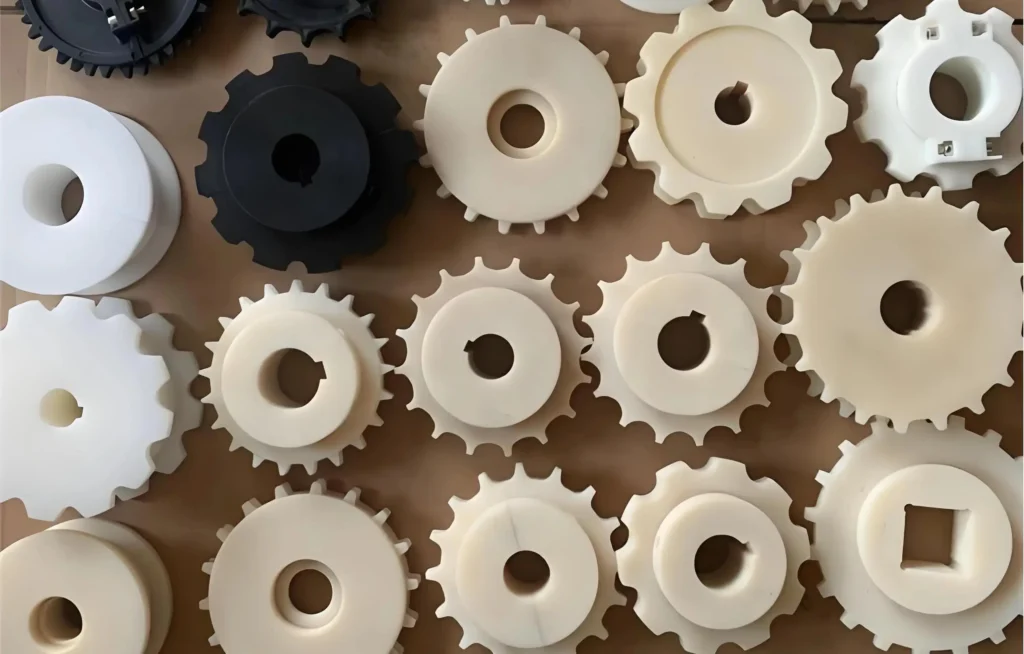
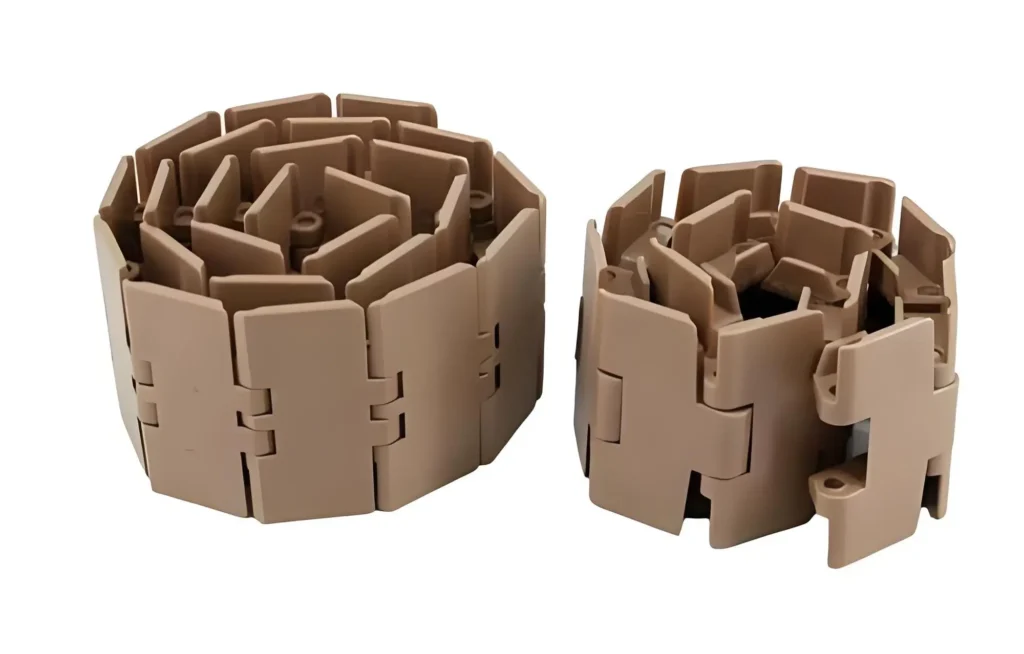
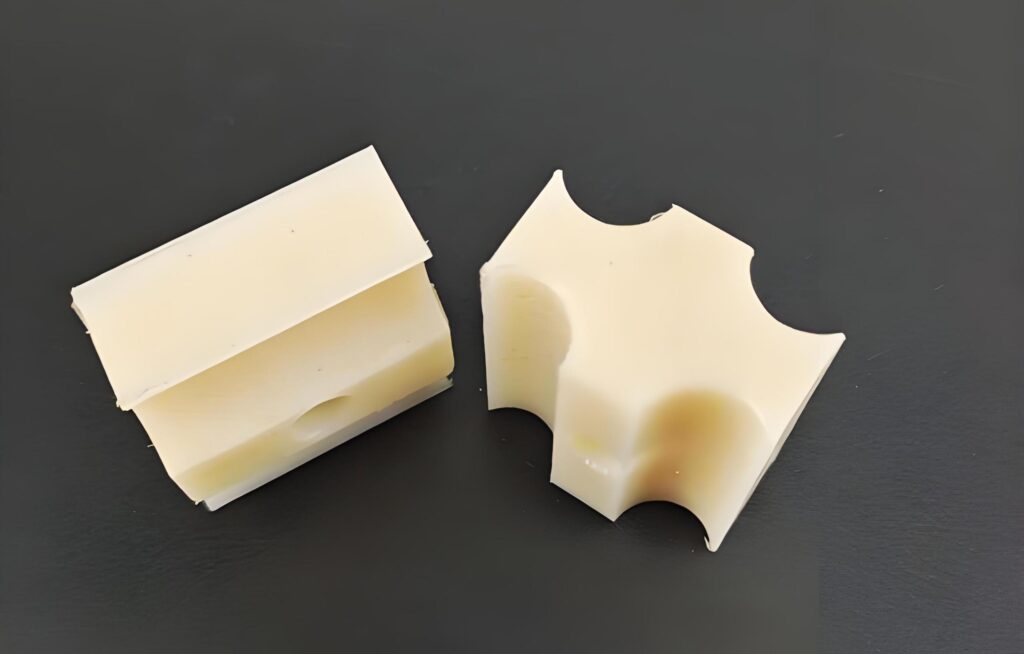
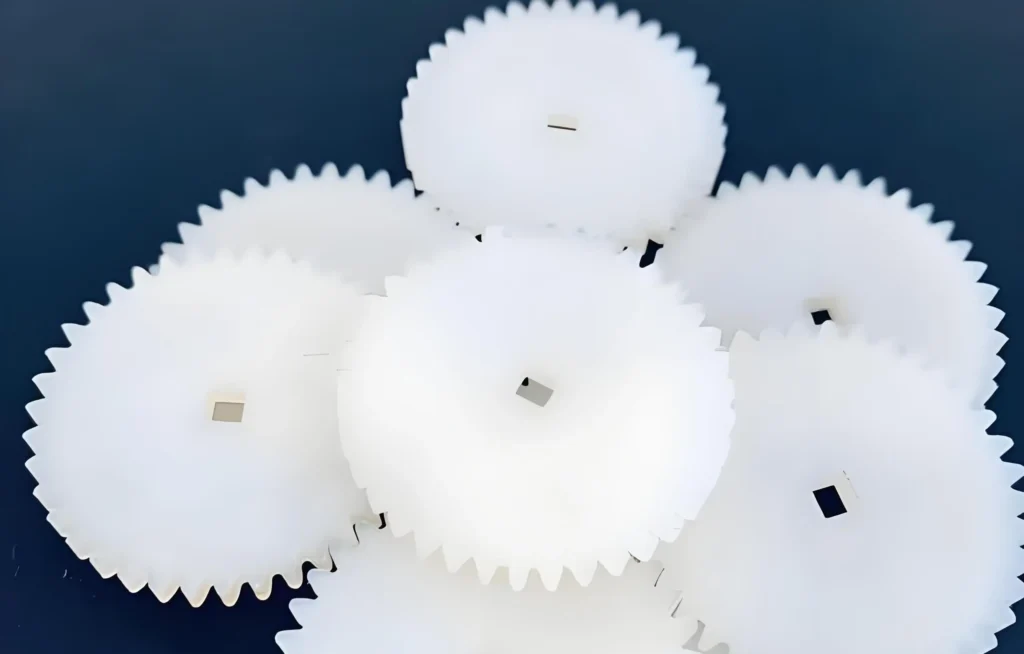
ベアリングとギア:
PA射出成形ベアリングとギアは、軽荷重機械装置に使用されています。その自己潤滑性により、摩擦や摩耗が減少し、コンベヤシステムなどの機器の効率や耐用年数が向上します。

工業用容器と継手:
PAは、化学処理プラント用の貯蔵タンク、パイプ、継手の製造に使用される。その耐薬品性により、これらの容器は劣化することなく様々な化学物質を安全に貯蔵することができる。

PAは、手術器具、人工装具、医療機器用ハウジングの製造に使用される。その生体適合性と滅菌性は、医療用途の厳しい要件を満たしており、高精度で衛生的な機器に適しています。

航空宇宙産業では、構造パネルや内装継手などの部品にPAが使用されている。その高い強度対重量比と耐久性は、航空宇宙環境の厳しい条件に理想的です。

Is Low-Volume Injection Molding Cost-Effective for Your Startup?
Key Takeaways – Low-volume injection molding bridges the gap between 3D printing and mass production (100–10,000 units). – Utilizing aluminum tooling or Master Unit Die (MUD) systems can reduce upfront

How Do You Manage Injection Molding Undercuts Using Side-Actions, Lifters, and Collapsible Cores?
Key Takeaways – Undercuts prevent direct part ejection and require auxiliary mechanisms like side-actions, lifters, or collapsible cores. – Side-actions are best for external features, while lifters and collapsible cores
Metal-to-Plastic Conversion: How to Reduce Weight and Cost in Industrial Parts
Key Takeaways – Weight Reduction: Converting metal to plastic typically reduces part weight by 30% to 50% due to the lower specific gravity of polymers. – Cost Efficiency: While polymer

