 コンテンツへスキップ
コンテンツへスキップ 

LCP射出成形完全ガイドのリソース
LCPとは?

LCPは液晶特性を持つ熱可塑性プラスチックである。特定の条件下で液晶性を示すユニークな分子構造を持つ。従来のプラスチックの基本的な加工特性に加え、高強度、高弾性率、耐熱性、耐薬品腐食性、低吸湿性など、高機能な材料特性を有しています。
LCPは、2種類のモノマー(ビフェニル-4,4′-ジカルボン酸(BPDA)と4,4′-ジアミノジフェニルエーテル(DAPD))を酸または塩基触媒と混合・加熱して作られる。モノマーが反応してポリマーの長鎖が形成され、それがある特定の方向に並ぶことで、LCPに液晶特性が付与される。
LCPのクールなところは、高温で液晶相になると、分子鎖がある方向に並んで実に組織化された微細構造になることだ。この組織化された構造が、この素材をより優れたものにする。例えば、LCPは金属のように超剛性で強度が高いが、プラスチックのように柔軟性があり、物を作りやすい。
さらに、LCPは熱や化学薬品に対して非常に安定しているため、高温で過酷な場所でも正常に機能し続けることができる。そのため、LCPは電子機器、自動車、飛行機、医療機器、光ファイバーなど、あらゆるものに使われている。
LCP素材にはどのような種類がありますか?
LCP材料(液晶ポリマー)は、その特性や用途によってさまざまな種類に分けられます。ここでは、LCP材料の主な種類を簡単にご紹介します:
1.サーモトロピック液晶ポリマー(TLCP)
TLCPは高温になると液晶相になる。TLCPは熱に耐えられるが、作業性は劣る。TLCPは、熱の扱いやすさや性能によって3つのタイプに分けられる:
- タイプI:熱変形温度250~350℃、耐熱性に優れるが加工性は劣る。
- タイプII:熱変形温度が180~250℃で、耐熱性が高く、加工性に優れる。
- タイプIII:熱変形温度が100~200℃で、耐熱変形性が比較的低い。
2.リオトロピック液晶ポリマー(LLCP):
TLCPとは異なり、LLCPは溶液中で液晶相を形成する。TLCPもLLCPも、応用分野によってフィルムグレード、射出成形グレード、繊維グレードのLCP樹脂に分けられる。さらに、ポリマー分子内の液晶ユニットの位置により、LCPは主鎖型、側鎖型、複合型液晶ポリマーに分類される。
3.その他のLCP
イージーフローLCP:高精度が要求される製造工程で使用され、可能な限りエネルギーを使用しない。
強化LCP:ガラス繊維、炭素繊維、鉱物、グラファイトなどで強化されたLCP。ガラス繊維や炭素繊維、鉱物、グラファイトなどで強化されたLCPのこと。
導電性LCP: LCPにメッキやエレクトロシールドを施した導電性LCP。
難燃LCP:本質的に難燃性を有するLCPグレード。
医療グレードLCP: FDAの要件を満たし、BPAとPTFEを含まないLCP。
高流動LCP:流れが非常に良いので、電子機器や医療機器などの薄い部品に最適。
ガラス繊維入りLCP:ガラス繊維入りで、より硬く、より強い。
カーボン入りLCP: カーボン繊維が入っていて、より硬く、より強くなっている。
ハイブリッドLCP:ガラス繊維やカーボン繊維など、さまざまな繊維を組み合わせ、求める性能を実現。
バイオベースLCP:トウモロコシやサトウキビなどの植物を原料としているため、環境に優しい。
⑪ リサイクルLCP: 廃棄物を減らし、資源を保護するために、リサイクルされたLCP材料から作られています。

液晶ポリマー(LCP)の特徴は何ですか?
LCPはユニークな特性を持つ熱可塑性材料で、幅広い用途に適しています。LCPの主な特性には次のようなものがある:
1.高温耐性:
LCPは融点が高く、通常280°Cから320°C(536°Fから608°F)であるため、高温用途に最適である。超高温になっても強度を保ち、形状を維持するため、LCPは電子機器や自動車部品などの高温用途に最適です。
2.高い結晶化度:
LCPの高い結晶化度は、剛性、強度、寸法安定性といった優れた機械的特性をもたらす。
3.卓越した機械的性能:
LCP素材は金属のように超強力で超剛性です。LCPは耐摩耗性と化学的安定性にも優れているので、超高強度、超高剛性、耐摩耗性のものを作るのに適している。
4.熱膨張係数が低い:
LCPはCTEが低く、通常10~20ppm/℃程度であるため、温度が変化しても形状や寸法を保つことができ、寸法安定性に優れている。LCP製品は温度変化による寸法変化がほとんどないため、精密機器や光学製品などの分野で広く使用されている。
5.優れた電気的特性:
LCPは通常500V/mil以上の高い絶縁耐力を持ち、電気絶縁を必要とする用途に適している。LCP材料は高い電気絶縁性と良好な高周波特性を持っており、電子機器やアンテナなどの電気絶縁や高周波信号伝送分野に使用できる。
6.耐薬品腐食性:
耐薬品性に関しては、LCP素材はあなたをカバーします。酸であれ、アルカリであれ、溶剤であれ、どんな化学薬品にも対応できます。ですから、化学薬品に耐える材料が必要な場合は、LCPが最適です。そのため、LCPは化学業界や医療機器に広く使用されています。
7.加工しやすい:
LCP材料は優れた加工特性を持ち、射出成形、押出成形、ブロー成形などで加工できる。LCPの長所には次のようなものがある:LCPは成形充填性が良いので、流動性が良く、複雑で精密な製品を製造できる。
8.自己強化:
LCP材料は異常に整然とした繊維構造を持っているため、非強化の液晶プラスチックでも通常のエンジニアリング・プラスチックの機械的強度と弾性率のレベルに達するか、それを超えることさえでき、ガラス繊維で大幅に強化されている。ガラス繊維や炭素繊維を用いたさらなる改良により、LCPは他のエンジニアリング・プラスチックよりも優れている。
10.耐候性:
LCP素材は、一般的なプラスチックよりも耐候性に優れています。耐候性試験の後でも、その材料特性は優れたレベルを維持しており、屋外での使用や、過酷な天候や環境に耐える必要のある場所での使用に最適です。
9.難燃性:
LCPは難燃性に優れているため、難燃剤を添加しなくても高い燃焼試験(UL94V-0など)に合格することができます。燃えても有毒ガスが発生せず、炎にさらされても液垂れしないため、最も優れた難燃性プラスチックのひとつである。
11.吸湿性が低い:
LCPは吸湿率が非常に低く、通常0.1~0.5%程度であるため、反りや層間剥離のリスクが低減される。
12.高い光学的透明度:
LCPは高い光学的透明度を持つように配合できるため、透明性が要求される用途に適している。
13.低アウトガス:
LCPはアウトガスが少ないので、真空や低圧環境が必要な用途に最適です。
14.高純度:
LCPは非常に純度が高いので、汚染を嫌う用途に適している。
15.高次元の安定性:
LCPは寸法安定性が高いので、熱くなったり濡れたりしても形や大きさを保つ。
16.高い耐クリープ性と耐疲労性:
LCPは高い耐クリープ性を持っており、長時間ストレスを与えても機械的特性を維持する。同時に、LCPは高い耐疲労性を持っています。つまり、大きな応力やひずみを何度受けても、折れたり摩耗したりすることはありません。
LCPの特性は?
| プロパティ | メートル | 英語 |
|---|---|---|
| 密度 | 1.38 - 2.02 g/cc | 0.0499~0.0730ポンド/インチ |
| 吸水 | 0.0100 - 0.0400 % | 0.0100 - 0.0400 % |
| メルトフロー | 9.00~18.0g/10分 | 9.00~18.0g/10分 |
| 硬度、ロックウェルM | 45.0 - 90.0 | 45.0 - 90.0 |
| 引張強さ、極限 | 32.0 - 182 MPa | 4640 - 26400 psi |
| 破断伸度 | 0.600 - 4.10 % | 0.600 - 4.10 % |
| 弾性係数 | 7.10 - 18.0 GPa | 1030 - 2610 ksi |
| 曲げ降伏強さ | 56.0 - 220 MPa | 8120 - 31900 psi |
| 曲げ弾性率 | 7.03 - 20.0 GPa | 1020 - 2900 ksi |
| 破断時曲げひずみ | 1.30 - 4.00 % | 1.30 - 4.00 % |
| 電気抵抗率 | 1.00e+13 - 1.00e+17 Ω-cm | 1.00e+13 - 1.00e+17 Ω-cm |
| 表面抵抗 | 4.10e+12 - 1.00e+15 ohm | 4.10e+12 - 1.00e+15 ohm |
| 誘電率 | 2.70 - 12.0 | 2.70 - 12.0 |
| 絶縁耐力 | 19.0 - 53.0 kV/mm | 483 - 1350 kV/in |
| 熱伝導率 | 0.500 - 34.6 W/m-K | 3.47 - 240 BTU・in/hr・ft²・°F |
| 融点 | 212 - 350 °C | 414 - 662 °F |
| 処理温度 | 20.0 - 350 ℃ | 68.0 - 662 ℉ |
| ノズル温度 | 290 - 382 ℃ | 554 - 720 ℉ |
| 金型温度 | 225 - 295 ℃ | 437 - 563 ℉ |
| 溶融温度 | 185 - 382 ℃ | 365 - 720 ℉ |
| 金型温度 | 65.6 - 177 ℃ | 150 - 351 ℉ |
| 乾燥温度 | 130 - 180 ℃ | 266 - 356 ℉ |
| 射出圧力 | 50.0 - 150 MPa | 7250 - 21800 psi |
LCP材料は射出成形できるか?
そう、液晶ポリマー(LCP)材料を射出成形することは可能だ。様々な用途で超高性能なことで知られているんだ。
LCPは高性能の特殊エンジニアリング・プラスチックで、優れた機械的特性、低吸湿性、耐薬品腐食性、耐候性、耐熱性、難燃性、低誘電率、低誘電正接で有名です。
射出成形はLCPの主な加工方法のひとつであり、優れた流動特性と硬化の速さから、特にこの方法に適している。
LCP(液晶ポリマー)製品が他のエンジニアリング・プラスチックと異なるのは、成形時にバリが出ないことです。また、LCPは高度に秩序化された繊維構造を持つため、強度が高いという特徴もあります。実際、LCPはガラス繊維を含む他のエンジニアリング・プラスチックよりも強度があります。つまり、LCPは射出成形に適しているのです。
LCPを成形する場合、含水率を0.02%以下、露点を-35℃以下にするために、150℃で4~6時間乾燥させる必要がある。LCP成形機を選ぶ時、スクリューが耐摩耗性材料で作られ、精密な温度制御システムがあり、特殊なノズル設計で供給と射出システムの応答性を確認する必要があります。また、LCPを成形するときは、比例背圧を使用して、より正確で安定した供給を得る必要があります。製品のサイズ、形状、厚さ、金型構造に基づいて、保持時間や温度などの成形条件を調整し、製品が良好に機能するようにする必要があります。
LCP射出成形の主な検討事項は?
LCP(液晶ポリマー)の射出成形には、一般的に特殊な加工条件と設備が必要です。ここで、いくつか考えてみましょう:
1.デザイン面
LCP射出成形用の部品を設計する際には、以下の要素を考慮しなければならない:
壁厚: 最適な肉厚は通常0.3mmから1mmです。異なる肉厚間のスムーズな移行は、成形を容易にし、ストレスを軽減します。
半径: 外部半径は肉厚の少なくとも1.5倍、内部半径は肉厚の0.5倍が望ましい。半径を大きくすることで、応力集中を最小限に抑えることができる。
ドラフト角度: 肉厚の薄い部品には0.5~1°の抜き勾配が必要ですが、肉厚の厚い部品には1~2°の抜き勾配が必要です。金型キャビティが深い場合は、より大きな抜き勾配が必要です。
公差: LCPは収縮率や熱安定性が低く、特に鋼鉄製の金型を使用する場合、厳しい公差を持たせることができる。
ウェルドライン ウェルドラインはパーツを弱くし、見栄えを悪くする。ゲートを適切な場所に設置し、金型を適切に通気させることで、ウェルドラインを小さく抑えることができます。

2.加工面
水分コントロール: LCPはあまり吸湿しないとはいえ、ボイドや気泡を避けるために150℃で4~24時間乾燥させる必要がある。含水率は0.01%以下にしたい。
金型温度: LCPは融点がかなり高い(約320℃/608°F)ので、反ったり、ぐちゃぐちゃになったりしないように、金型の温度に気をつけなければならない。通常、金型温度は150℃から250℃(302°Fから482°F)の間にする。
射出圧力: LCP素材はかなり硬いので、金型に充填するには高い射出圧力(通常1000bar/14500psi以上)が必要です。射出圧力は、最高の部品品質を得るため、また材料がぐちゃぐちゃにならないように調整する。
射出速度: 射出速度は、材料の劣化や部品の欠陥の原因となる過度のせん断応力が発生しないように制御する必要があります。一般的な射出速度の範囲は、10~50 mm/s(0.4~2インチ/s)である。LCPは低粘度であるため、射出圧力は低め(0.35~1 MPa)が適切で、早期の結晶化を防ぎ、ウエルド・ラインを減らすために射出速度は速めにする。

金型設計: LCP材料の特性に合わせて金型設計を最適化する:
- a.材料が付着しないように表面を滑らかにする。
- b.ストレスを軽減するための緩やかなコーナー。
- c.空気がこもらないように適切な換気を行う。
- d.部品の品質を向上させるために、LCP専用の金型インサートやコーティングの使用を検討する。
素材の選択: すべてのLCP材料が射出成形に適しているわけではありません。グレードによっては特殊な加工条件を必要としたり、特定の金型材料と適合しなかったりする場合があります。したがって、特定の用途の要件と加工条件を満たす材料を選択することが重要です。
後処理: LCPパーツの中には、最高の性能を得るために、アニールや応力除去などの後処理が必要なものもある。
道具と設備: LCP射出成形のために作られた良い工具や器具を使うこと:
- a.高温に対応できる金型とインサート。
- b.高圧に対応できる噴射システム。
- c.温度と圧力をうまくコントロールできる制御システム。
加工条件 次のような処理条件を監視し、コントロールする:
- a.温度と圧力のプロファイル。
- b.射出速度と射出圧力。
- c.冷却速度と温度。
品質管理: 品質管理手順を定め、部品に問題がないかを監視・チェックする:
- a.寸法精度。
- b.表面仕上げ。
- c.c.素材の強度(どれだけ伸びるか、あるいは壊れるまでにどれだけ耐えられるか、など)。

完全ガイドLCP射出成形製造のためのリソース
LCP射出成形の方法:ステップ・バイ・ステップ・ガイド
LCP(液晶ポリマー)は、高強度、高弾性率、低吸湿性、優れた耐熱性、電気特性により、エレクトロニクス、電化製品、自動車、航空宇宙などの分野で広く使用されています。LCPの射出成形工程は精密で複雑な製造工程であり、製品の品質を確保するために各工程で厳格な管理が必要である。以下では、LCPプラスチック射出成形プロセスについて、材料の選択から準備、メンテナンス、最適化までの全工程を詳しく解説する。
1.材料の選択と準備:
材料の選択:製品に適したLCPグレードを選びましょう。耐熱性、機械的強度、加工性、コストなどを考慮する。
乾燥工程:LCPは水分をあまり吸収しないとはいえ、撃つ前によく乾燥させる必要がある。通常、熱風循環式乾燥機を使い、適切な温度(300~350°Fなど)に設定し、適切な時間(素材の厚さによる)かけて、含水率が十分に低くなるようにします。
混合と予備可塑化:改質LCP材料の場合、均一に混合する必要がある。予備可塑化することで、材料の溶融性と流動性が向上します。
2.金型の設計と製造
金型設計:製品の形状、大きさ、精度の要求に基づいて金型を設計する。LCPは流動性が高いため、圧力損失やせん断発熱を抑えるランナー設計の最適化が重要。
材料の選択:金型材料は、耐熱性、耐食性、耐久性に優れたものでなければならない。一般的な材料としては、H13やS136のような高度合金鋼がある。
精密機械加工:製品不良を減らすために、各金型部品、特に金型キャビティの表面仕上げを正確に加工する。
冷却システムの設計:冷却流路を適切に設計することで、高速かつ均一な冷却を実現し、生産サイクルを短縮し、反りを低減します。
3.射出成形機のセットアップとチューニング:
機械の選択LCP材料の特性と製品のサイズに基づいて、適切な射出成形機を選択し、十分なクランプ力と射出圧力を確認してください。
パラメータ設定:これには、スクリュー速度、背圧、射出速度、射出圧力、保持時間、冷却時間が含まれる。LCP射出は、材料の高粘度に打ち勝つために、より高い射出速度と射出圧力を必要とする。
予熱と調整マシンの構成部品を適切な温度に予熱し、テストショットを行い、マシンを最適な状態に微調整する。
4.溶融プラスチック射出:
溶融温度のコントロール:LCPの溶融温度範囲はかなり狭いので、バレル温度をうまくコントロールする必要がある。
射出工程:溶融したLCPを高速・高圧で金型キャビティに射出し、気泡やフローマークなどの欠陥が発生しないよう、射出速度と圧力曲線を慎重に制御する。
5.保持圧力、冷却、凝固:
保持段階:材料を注入した後、冷えるにつれて収縮する材料を補うために圧力をかけます。これにより、製品が適切なサイズと形状になります。
冷却と固化:金型を十分に冷やす。LCP部品が十分に硬く安定したら、金型を開く。
6.型開き、部品の取り外し、トリミング:
型を開ける:製品が完全に冷えていることを確認してから、製品に傷をつけないようにそっと型を開ける。
パーツの取り外しとトリミング:製品を取り外し、パーツを切り出し、ゲートやフラッシュなどの余分なものを探し、必要であればトリミングする。後処理が必要な場合もある。
7.品質検査と管理:
外観検査:製品を見て、傷、ひび割れ、気泡、その他の問題がないか確認する。
寸法測定:測定工具を使用して重要な製品寸法を測定し、設計仕様と一致していることを確認する。
性能試験:機械的特性、耐熱性、電気的性能を試験し、製品が性能基準を満たしていることを確認する。
LCP射出成形の設計ガイドライン
液晶ポリマー(LCP)を使って射出成形部品を設計する場合、うまく機能し、製造できるようにするために多くのことを考える必要があります。ここでは、射出成形用のLCP部品を設計する際に考えるべき重要なことをいくつか紹介します:
1.部品設計:
部品設計はシンプルにし、複雑な形状は避ける。
均一な冷却を確保し、反りを最小限に抑えるため、肉厚を一定にする。
薄い壁(<0.5 mm)や鋭い角は、ひび割れや層間剥離の原因となるので避ける。
2.ゲートデザイン:
金型の真ん中か、2つの半分が合わさる線付近にゲートを使うと、部品の反りが少なくなる。
すでに応力が多くかかっている場所(穴の近くや部品が薄くなっている場所など)にはゲートを設けないこと。
ゲートを部品に合った大きさにして、部品がきちんと埋まるようにする。
3.排出システム:
部品や金型を傷つけることなく部品を取り出せるように、排出システムを設計する。
部品がくっつかないように、ノンスティックコーティングや離型剤を使用する。
4.冷却システム:
部品が均一に冷却され、反りが生じないように冷却システムを設計する。
熱を逃がし、パーツの反りを防ぐために、冷却溝と通気孔を組み合わせて使用する。
5.金型設計:
高い射出圧力に対応できるよう、強度と剛性のあるソリッドな金型設計を使用する。
空気を抜いて空洞を防ぐために、型が適切に通気されていることを確認する。
ノンスティック・コーティングや離型剤を使って、パーツのくっつきを抑える。

6.壁の厚さ:
一般的なガイドライン肉厚は0.3mmから1mmの間に保つ。これは厳密なルールではありませんが、ほとんどの用途に適した範囲です。応力集中を避け、成形性を向上させるには、異なる肉厚間のスムーズな移行が重要です。
均一性:反りやヒケなどの問題を防ぐため、肉厚を均一に保つようにする。肉厚は隣接する肉厚の40%~60%が理想的です。
7.半径とコーナー:
半径:外半径は肉厚の1.5倍以上、内半径は肉厚の0.5倍以上が望ましい。半径が大きいほど応力集中が緩和され、成形が容易になる。
内角:内角にはフィレットを使用し、強度を高め、応力を緩和する。
8.ドラフトの角度:
抜き勾配の角度:抜き勾配は、肉厚の薄い部品では0.5~1°、肉厚の厚い部品では1~2°とし、金型からの離型を容易にする。高度に研磨された金型では、最小の抜き勾配で十分な場合もある。
9.公差:
部品の公差LCPは高精度と低熱膨張収縮を提供します。スチール金型で作られた部品は、アルミ金型で作られた部品よりも公差が厳しい。
10.溶接線:
ウェルド・ラインの最小化:LCPはウェルド・ラインが発生しやすい。設計者は、このような欠陥を取り除き、金型が呼吸できるようにするために、適切な場所にゲートを設置する必要があります。
LCP射出成形の利点は何ですか?
LCP(液晶ポリマー)射出成形は、そのユニークな材料特性から素晴らしいものです。様々な産業で使用されています。LCPが優れている理由は以下の通りです:

1.優れた高温耐性:
LCP素材は熱に強い!LCP素材は200℃以上の熱にも耐えることができる。他のプラスチックは、物事が熱くなると溶け始めたり、反り始めたり、あきらめたりしますが、LCPは違います。しかし、LCPは違います。これは、電子機器、自動車、飛行機など、さまざまなものにとって大きな意味を持ちます。例えば、エンジンの近くにある車の部品は熱に耐える必要がありますが、LCPはそれを可能にします。さらに、LCPは熱くても化学薬品がかかっても平気なので、本当にクレイジーなことが起こる場所には最適です。
2.高い強度と剛性:
LCPは丈夫で、大きな機械的ストレスにも耐えられます。剛性も高いので、形状を保ち、体重をかけても曲がらない。LCPは熱くなっても強度を保つので、ジャストサイズが必要な部品には重要です。小さな部品やジャストサイズでなければならないものを作るとき、LCPは強くて硬いので最適です。プラグや電子部品のようなものに使われるのはそのためです。LCPはすべてをつなぎとめるのに役立ち、邪魔になりません。
3.低収縮と最小限の反り:
LCPはユニークな結晶構造を持ち、成形時の収縮が少ない。つまり、LCPで作ったパーツは、正しいサイズになる可能性が高いということです。また、冷却時に収縮が不均一にならないため、反りやねじれが生じにくい。これは、完璧に組み合わされなければならない部品や複雑な形状の部品を作るときに本当に重要なことです。他のプラスチックに比べて、LCPで作った部品は表面が滑らかで変形が少ないので、短時間でより多くの部品を作ることができ、ミスも少なくなります。
4.優れた耐薬品性:
LCP材料は、酸、塩基、有機溶剤など、さまざまな化学薬品に対する優れた耐性を持っています。腐食や劣化をほとんど起こさないため、腐食環境や化学薬品にさらされる用途に特に適しています。例えば、産業用オートメーション機器では、一部の部品が化学薬品や溶剤に接触することがよくありますが、LCPはそのような環境でも物理的・化学的変化を起こすことなく性能を維持することができます。このため、化学薬品、石油、医薬品など、化学物質を扱う産業で広く使用されている。
5.卓越した電気的性能:
LCP材料は機械的特性に優れているだけでなく、電気絶縁特性にも優れている。誘電率や損失係数が低く、高周波電子用途での安定性が確保されている。そのため、回路基板、コネクター、スイッチなど、電気・電子産業における部品の製造に最適です。特にマイクロエレクトロニクスの分野では、デバイスが小型化するにつれて、材料に高精度の成形性が要求される一方、電気絶縁性にも優れていることが求められますが、LCPはそのような特性を備えています。また、LCPは吸湿性が低いため、高湿度環境下でも電気的性能を維持し、ショートや感電を防ぐことができる。
6.吸湿性が低い:
LCP素材は水分をあまり吸収しないので、本当に濡れた場所でも形状や性能があまり変化しない。これは、医療機器や電子部品のように乾燥した状態を保つ必要があるものに適しています。水分をあまり吸収しないということは、LCPの部品が異なる場所でも同じように機能するということであり、これは長期間正しく機能する必要があるものにとって重要なことです。
7.軽くて強い:
LCPは通常の金属よりも軽いので、航空宇宙や自動車など、軽量化が必要な産業には最適です。LCPは軽くても強度は高いので、いろいろなものを作ることができます。例えば、自動車会社はLCPを使って、自動車が壊れることなく、より少ないガソリン消費で済むような軽い部品を作ることができる。

8.薄肉成形能力:
LCPは流動性がとても良いので、金型の小さな隙間を埋めることができます。そのため、超精密でなければならない本当に薄い部品を作るのに最適です。これは、小さな電子部品や奇妙な形状の部品にとって重要です。LCPは、他のプラスチックよりも薄い壁を作ることができ、しかも強度があります。だから、より小さく、より精密で、壊れない部品を作ることができる。そのため、LCPは電話や医療用具、電気コネクタなど、多くのものに使われています。
9.本質的難燃性:
LCPの素材はもともと火に強い。LCPは高温の状況下でも自力で消火できるため、引火する可能性が低い。耐火性を高めるために余分な化学薬品が必要な他のプラスチックとは異なり、LCPの自然な耐火性はより安全で、化学薬品が材料の働きを妨げることもない。これは特に、電子機器、自動車、飛行機など、物事がおかしくなったときに火がつかないようにする必要がある場合に適している。
LCP射出成形の欠点は何ですか?
LCP(液晶ポリマー)射出成形には多くの利点があるが、欠点もある:
1.高い金型費用:
LCP射出成形には特殊な金型と設備が必要で、設計や製造にコストがかかる。特に薄肉設計や厳密な制御のためには、公差の厳しい高精度の金型を使用する必要があり、金型の初期費用がかさむ。
2.高い材料費:
LCP材料は一般的に他のプラスチックよりも高価であるため、全体的な製造コストが高くなる。標準的なエンジニアリング・プラスチックと比較すると、LCPは高価であることが多い。原材料費が高いため、特にコストに敏感な業界では、低予算や大量生産の用途では経済的でない。
3.限られた素材オプション:
LCP材料は、色、テクスチャー、添加剤の選択肢が限られているため、設計の柔軟性が制限される。
4.設計上の制約:
LCPでパーツを作るとき、成形がうまくいくように注意しなければならないことがいくつかある。鋭利なエッジやアンダーカットは許されないし、ゲートや冷却チャンネルをどこに配置するかも考えなければならない。こういったことは、他の素材に比べてパーツの設計を難しくするかもしれません。
5.高い処理温度:
LCP材料は高い加工温度(約320℃/608°F)を必要とするため、射出成形機によっては問題となることがある。他の多くの熱可塑性プラスチックと比べて、LCPは340℃から400℃の融点範囲と、かなり高い加工温度を必要とする。そのため、特殊な装置が必要となり、製造時のエネルギーコストも高くなる可能性がある。
6.高圧の要件:
LCP材料は高い射出圧力(通常1000bar/14500psi以上)を必要とするが、これは成形機によっては困難な場合がある。
7.限られた成形能力:
LCP素材は成型能力が高くないので、大きなパーツを作ったり、たくさんのパーツを作ったりすることは必ずしもできません。LCPは流動性はいいのですが、収縮する方向が違うので、特に繊維が入っているものを使っている場合は成形が難しくなります。このため、パーツがゆがんだり、大きさをコントロールするのが難しくなったりすることがあるので、本当に良い型を作り、成形時には本当に注意しなければなりません。
8.成形後加工の課題:
LCP部品は、成形後にアニールや応力除去などの余分な工程が必要になる場合があり、製造工程が複雑で高価になる。
9.限定的な耐衝撃性:
LCPは強くて硬いが、もろい。つまり、大きな衝撃を受けたり、大きく曲げたりするような用途には向いていない。本当に強くぶつけたり、一度にたくさんのストレスをかけたりすると、ひびが入ったり割れたりするかもしれません。そのような用途には、ポリカーボネートやABSのような他のプラスチックの方が適しているかもしれません。
10.限られたリサイクルオプション:
LCPはリサイクルできますが、リサイクルはまだ始まったばかりで、やっているところはまだ多くありません。
11.材料特性の経時的変化の可能性:
LCP材料は、クリープや弛緩のように経時的に変化することがあり、それが動作に影響することがある。
12.一部の金型材料との互換性の問題:
金型材料によっては、LCP材料との相性が悪く、部品に欠陥が生じたり、金型に問題が生じたりすることがある。
13.材料劣化のリスク:
LCP素材は、特に熱や光、化学薬品にさらされると、時間の経過とともに分解されることがあり、その結果、機能性に影響を及ぼすことがある。
14.加工中の環境感受性:
LCP材料は耐湿性に優れているが、加工前の水分には敏感である。成形前に材料が環境から湿気を吸収すると、最終製品にボイドや気泡などの欠陥が生じる可能性がある。つまり、加工前に材料を乾燥させる必要があり、余分な工程と製造時間が増えることになる。
LCP射出成形の用途は?
LCP(液晶ポリマー)射出成形は、そのユニークな特性により、様々な業界で広く使用されています。以下はその応用例です:

1.航空宇宙:
LCP材料は高温に対応でき、反りがなく、超高強度であるため、航空宇宙用途で使用されている。いくつかの例を挙げよう:
航空機部品(エンジン部品や燃料タンクなど)
宇宙関連(人工衛星の部品や宇宙船の部品など)

2.自動車:
自動車業界では、LCPは電気モーターやその他の重要なもののように、超強度が必要で溶けない部品に使われる。いくつかの例を挙げよう:
エンジン部分(エンジンの上部や大きな部分など)
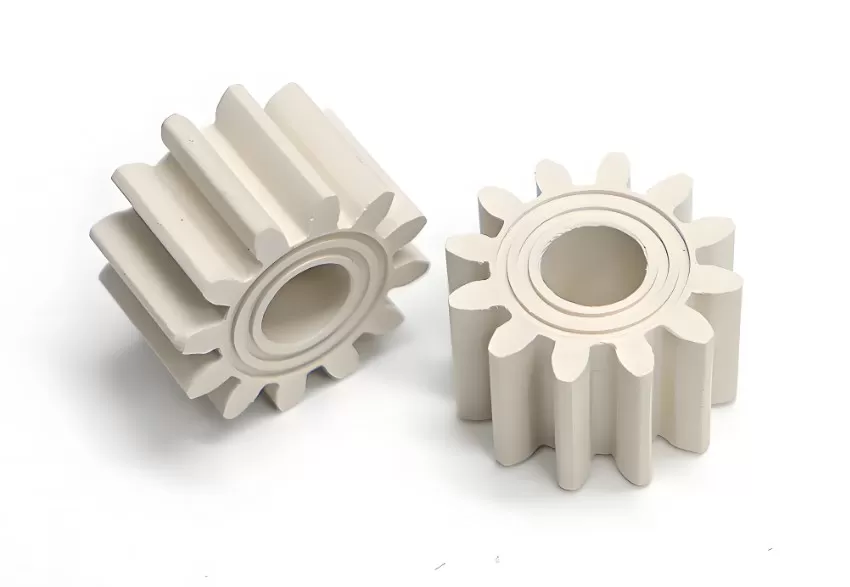
トランスミッション部品(ギアやギアを支えるものなど)

3.医療機器:
LCP材料は生体適合性があり、滅菌可能で、機械的強度が高いため、医療機器に使用されている。例えば、以下のようなものがある:
手術器具(メスや鉗子など)
植込み型機器(ペースメーカーや植込み型除細動器など)
4.産業機器:
LCPは高温に対応できるため、産業機器に使用されている。LCPは、過酷な化学薬品に耐える必要がある部品の製造にも使用できる。例えば
ポンプとバルブ
ギアとベアリング
5.家電製品:
LCP材料は高温に耐え、反りがなく、超強力であるため、家電製品に使用されている。以下はその例である:
携帯電話用ケース・カバー
ノートパソコンやタブレットの部品(ヒンジやボタンなど)

6.スポーツ用品:
LCP素材は超強力で曲がらず、衝撃にも耐えるため、スポーツ用品に使用されている。いくつかの例を挙げよう:
バイク用品(フレームやホイールなど)
ゴルフ用品(シャフトやグリップなど)

7.エネルギーと公益事業
LCP材料は、高温に対応でき、反りがなく、超高強度であるため、エネルギーや公益事業の用途に使用されています。以下はその例である:
発電設備(タービンや発電機など)
送配電設備(変圧器や開閉装置など)

8.飲食物
LCP材料は生体適合性があり、滅菌可能で、超高強度であるため、食品・飲料用途に使用されています。例えば
食品加工機器(ポンプやバルブなど)
飲料設備(瓶詰めラインや缶詰機など)

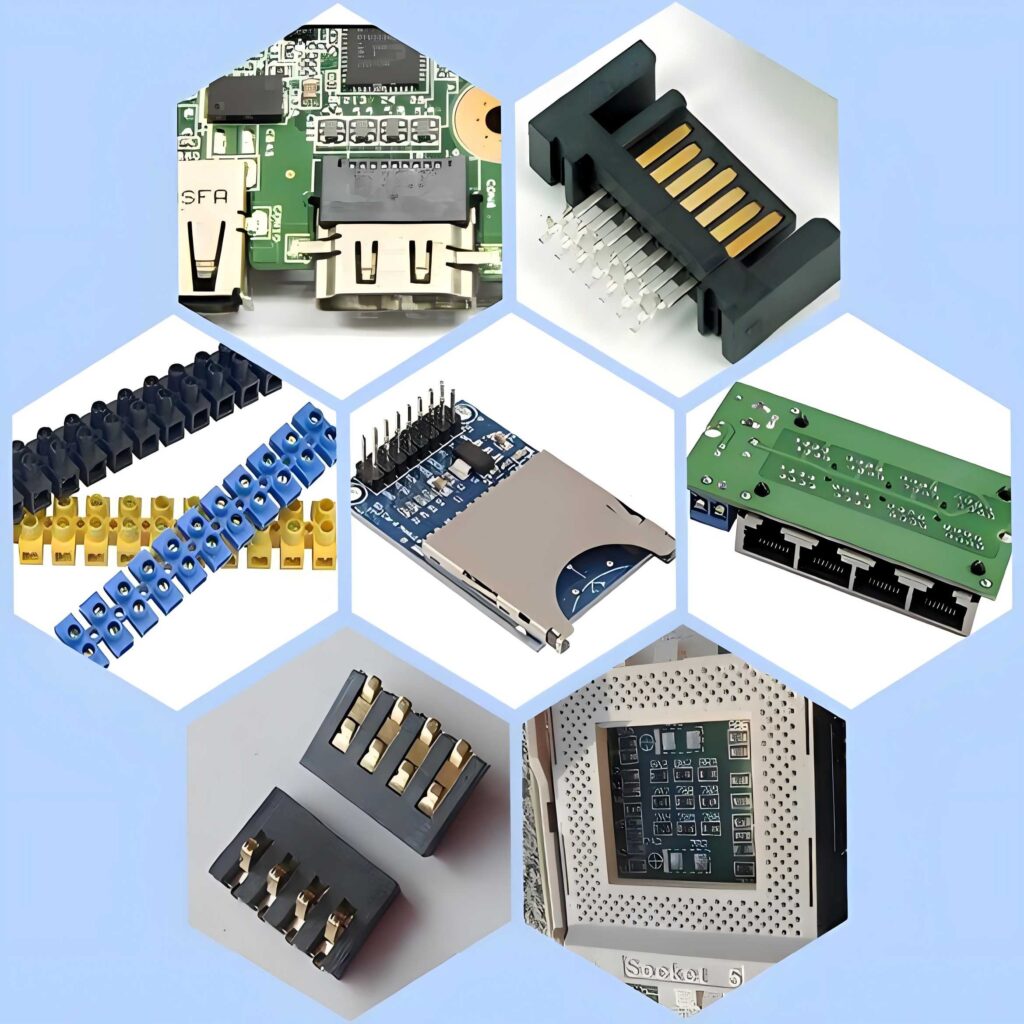
9.電気部品:
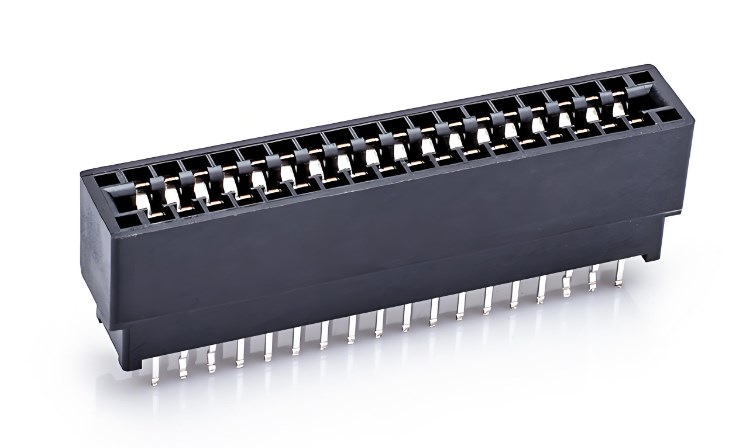
LCPは絶縁性に優れ、高い絶縁耐力を持つため、電気部品に最適です。例えば、以下のようなものがある:
回路基板上のもの
コネクター

紫、青、緑、黄色など様々な色のカラフルなプラスチック製ブロックが積み重なったクローズアップ。
主なポイント – 部品コスト削減の主要な要因は材料選定と肉厚最適化です。 – 高品質工具(クラス101/102)への投資は、長期的な単価低減につながります

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
キーポイント – 金型精度はすべての段階で決定される:製品設計、金型設計、鋼材選定、加工、組立、プロセス制御—いずれかの段階での弱点が全体の精度を制限する。 – 適切に

高速射出成形機とは?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

