 コンテンツへスキップ
コンテンツへスキップ 

はじめに射出成形は、使用される材料によってさまざまな呼び名がある製造工程である。そのひとつがABSで、この記事ではABSプラスチック成形について説明する。

射出成形用ABSとは?
ABSはアクリロニトリル・ブタジエン・スチレンの略です。ABSは3つのモノマーからなるプラスチックで、それぞれのモノマーが高分子プラスチックに独自の特性を与え、幅広い性能を発揮する。

ABSには良いところがたくさんある。耐薬品性、硬度、耐熱性。ブタジエンからは耐衝撃性と強靭性を、スチレンからは強度と光沢を得ることができる。しかも、最も安価なプラスチックのひとつだ。しかも、最も使いやすいプラスチックのひとつだ。 射出成形 加工が簡単だからだ。
なぜABSを射出成形材料として選ぶのか?
ABSは強くて丈夫なプラスチックだが、紫外線には弱い。だから外では使えない。しかし、部品を作っている人たちは、ABSにいろいろなものを加えて変える方法を考え出した。アクリルやガラス、ステンレス繊維などを加えて、外でも使えるようにするのだ。こうすることでABSの機能を変えることができるので、いろいろなものに使えるようになるのです。

これらの特性と操作の可能性により、ABSは射出成形工程で最も広く使用されているポリマーとなっています。このプラスチックがどのように様々な完成品を作るのに使われているのか、知りたいですか?それでは、次をお読みください。
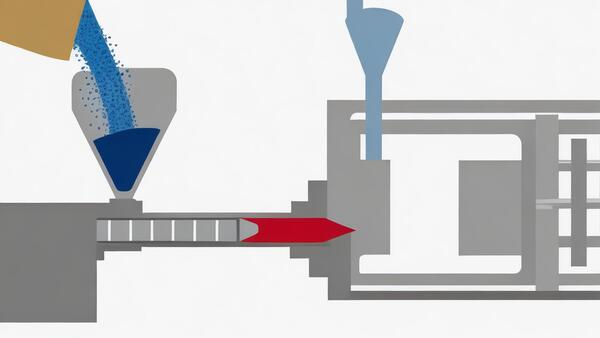
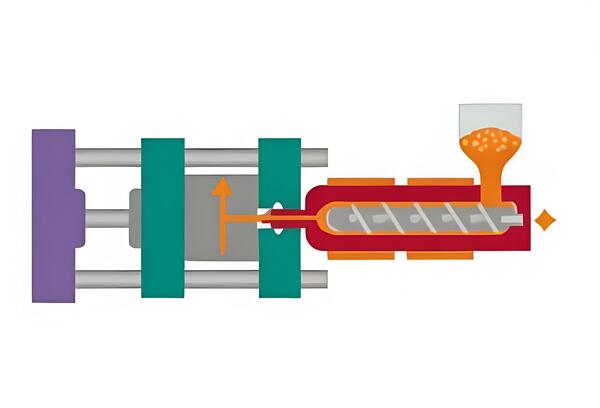
ABSの射出成形プロセスはどのようなものですか?
材料の前処理
ABS樹脂を製造に使用する前に、適切に乾燥させる必要があります。使用する乾燥温度は80~85℃で2~4時間です。80℃の乾燥ホッパーを使う方法もあります。ただし、これは1~2時間しかできません。

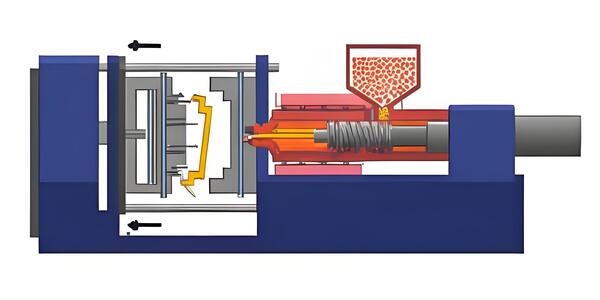
射出成形機のキャリブレーション
材料の準備ができたら、次はABS射出成形機をセットアップします。つまり、圧縮比、型締力、射出圧力などのパラメーターを設定します。これらのパラメーターの代表的な値は、圧縮比2以上、型締力4700~62000t/m²、射出圧力1500bar以上です。

金型とゲートのデザイン
金型はABS製品の成形にとって非常に重要である。そのため、金型とゲートの設計は、射出成形プロセス全体にとって非常に重要です。通常、ABS金型の厚みは0.025~0.05mm、ゲートの長さは1mm以下に設定されています。

また、溶融ABSが流れる流路の直径は3mm、通気孔の幅は4~6mmに設定されている。最後に、金型温度は常に60~65℃に保たれている。
射出温度
ABS樹脂を金型に注入する際の温度は、使用するABS樹脂の種類によって異なります。ここでは、一般的なABS樹脂の種類と、それを成形する際の温度をご紹介します:
難燃グレード:200~240℃、最適温度は220~230℃;
電気めっきグレード:250~275℃、最適温度は270℃;
ガラス繊維強化グレード:230℃~270℃;
高衝撃グレード:220℃~260℃、最高温度は250℃;
耐熱グレード:240℃-280℃、最高温度は265℃-270℃。
射出成形速度
射出成形の速度は、ABS樹脂のグレードと最終製品の要件によって異なります。例えば、難燃性のABSプラスチックは、より遅い射出成形速度しか使用できません。また、精密な表面処理が必要な製品は、高速射出成形が必要になる場合があります。
滞留時間
滞留時間とは、プラスチックが射出成形機のバレルから金型まで移動するのにかかる時間のことである。ABSの場合、滞留時間は通常265℃以下で5~6分である。しかし、ABSの難燃グレードの場合、滞留時間はより短く、温度はより低くなります。
背圧
摩耗を防止するため、ABS射出成形では背圧をできるだけ低く保つことをお勧めします。許容できる圧力は通常5 bar程度です。

クリーニング
ABSのグレードによっては、成形品が排出された後、金型のスクリューに付着する傾向がある。そのため、残留物が粉砕されるのを待ってから、ポリスチレンで射出成形機のコンパートメントを徹底的に洗浄するのが、最適な洗浄方法です。
ABS射出成形の利点とは?
ABS射出成形は、これまでで最も人気のあるプラスチック成形法のひとつだ。それにはちゃんとした理由がある。ABS射出成形には多くの利点がある。その利点のいくつかを紹介しよう:

高射出成形
ABSは加工しやすいプラスチックなので、複雑な部品も作ることができます。硬いプラスチックなので、厳しい条件下でもうまく機能する部品を作ることができます。
高い引張強度
ABS成形部品は引張強度が高く、重い荷重を支える必要がある用途に適しています。このプラスチックは大きな機械的衝撃に耐えることができ、伸縮性の高い用途に手頃な選択肢となります。

リサイクル性
ABSは、分解して新しいABSと混ぜて新しい部品を作ることができるため、リサイクルに適した素材である。
エネルギー効率
ABS樹脂成形機は、この熱可塑性プラスチックを加工するのに適している。パワフルで強力なので、何度でも加工できます。エネルギー効率の高いシステムは、エネルギーと時間の節約にも役立ちます。

多彩なアプリケーション
ABS樹脂成形はまた、多様な用途を保証します。このプロセスは、様々なサイズの幅広いABS樹脂に適しており、優れた統合能力を備えています。この柔軟性により、幅広い産業向けの部品生産が可能になります。

正確な再現性
ABS射出成形は、複雑な用途のための複雑な部品を作るプロセスです。通常、他の 射出成形工程.

補完的な技術と制御された射出成形を使用できるため、常に同じ形状が作られ、成形品は高品質になります。さらに、この素材は、本当に暑くても、本当に寒くても、その特性と性能を維持します。
ABS射出成形の欠点は?
ABSにも他のものと同様、欠点がある。以下のような欠点がある。
耐疲労性に劣る
ABS部品は通常丈夫ですが、疲労にあまり強くないため、重い荷重を長く扱うことはできません。ABS樹脂部品は、常に高ストレス状態にあると壊れてしまうことがある。
耐紫外線性が低い
ABS樹脂の大きな欠点は、日光に弱いことだ。日光にさらされると、かなり簡単に分解してしまう。しかし、ABS樹脂でパーツを作る場合、日光によく耐えるように添加剤を入れるんだ。

ハイ・スモーク・エボリューション
この原料は人に有毒ではないが、私たちが作ると煙が出る。その煙は、機械を動かしたり修理したりする人たちには良くない。

材料燃焼
ABSを射出成形する際、気をつけないと材料を燃やしてしまうことがあります。閉じ込められたガスが圧力を高め、発火の原因となるからです。最終的には、材料が燃えてしまいます。

高い金型コスト
自動化されたプロセスとして、ABS射出成形によって作られる部品のコストが低いことは知っている。しかし、初期投資コストと同様に金型コストも高く、これは大きなデメリットと考えられている。

ABS射出成形プロセスで考慮すべき要素とは?
ABS射出成形のバッチを開始しようとするとき、いくつかのことが必要です。これらのことは、部品の成形を成功させるために非常に重要です。
成形前の材料中の水分
ABS樹脂には吸湿性(空気中の水分を吸収する性質)があり、周囲の水分も吸収します。しかし、成形されたABS樹脂に水分が含まれていると、プラスチック構造に欠陥が生じる可能性があります。したがって、使用するABS樹脂が適切に乾燥されていることを確認してください。

材料にABS樹脂を使用している場合、ABS樹脂は水分を吸収します。ですから、加工する前に材料が乾いていることを確認する必要があります。乾燥させないと問題が生じます。主な問題は、ランニングコストが高くなることと、ランニングに時間がかかることです。また、乾燥させないと、成形品が曇ってしまいます。

耐熱ABS樹脂は、保管・輸送中に大気中の水分を吸収します。吸湿範囲は0.2%~0.4%です。

しかし、ABS樹脂成形を加工する前に、含水率を0.05%以下まで大幅に下げる必要がある。そうすることで、射出成形時の不良を防ぐことができる。乾燥温度は80~95℃、乾燥時間はXNUMX~XNUMX時間である。
温度管理
ABS射出成形を行う場合、温度管理は非常に重要です。この劣化は、プラスチックの化学結合が切れるときに起こり、完成した部品に茶色の斑点が現れることがあります。

射出成形機の温度管理は非常に重要である。例えば、光沢のあるABS部品を生産する場合、生産に使用される温度は通常よりも高くなります。しかし、射出成形機で使用される温度が高ければ高いほど、成形品の光沢が低下することに注意する必要がある。 射出成形プロセス露光時間を短くする。
部品と金型の設計
射出成形の前に部品を設計することで、その部品が製造できるかどうかが決まります。ここでは、ABS部品設計の一般原則をご紹介します:

部品の肉厚は全周で同じでなければならない。そうでない場合は、平均肉厚の25%以内でなければなりません。肉厚が全周で同じでない場合、部品に応力が発生する可能性があるため、これは重要です。
また、肉厚は半径の大きさを決定する。半径と肉厚の比は0.3以上でなければならない。この黄金律は、半径が大きいほど応力が小さくなることである。ただし、半径が大きすぎると部品にへこみが残るため、半径は妥当な範囲に収める必要がある。

金型の厚さは0.025~0.05mmが望ましい。ゲートの長さは約1mm、ランナーの直径は約3mm、ベントの幅は4~6mmが望ましい。
最後に、射出成形金型の冷却工程は、収縮の問題を防ぐために可能な限り最善の方法で設計する必要がある。

射出圧力
射出成形に使われる他の材料と違って、ABS樹脂は粘度が高いので、高い射出圧力を使う必要がある。そのため、射出圧力を高くしなければならない。これは、単純で小さい製品や厚みのある製品には向かない。しかし、射出圧力を上げすぎると、摩擦が大きくなるため、成形品同士がくっついてしまいます。

また、成形品の分離は製造コストを増加させる。一方、圧力が低いと金型の収縮が大きくなり、その結果、品質が悪くなり、受け入れられない部品ができる。
射出速度
射出速度も、良い部品を作るためには重要です。射出速度が速すぎると、プラスチック材料が焼けたり、熱劣化したりします。また、スピードが速すぎると、光沢が悪くなったり、ウェルドラインができたり、変色したりします。
しかし、スピードが遅すぎると、金型が十分に満たされない。そのため、材料を正しく加工するためには、勢いのバランスを取る必要があります。また、寸法安定性を確保するために注入するABS樹脂の量は、他の樹脂よりも少なくて済みます。だから、技術を変えずに加工するには、より少ない材料が必要なんだ。
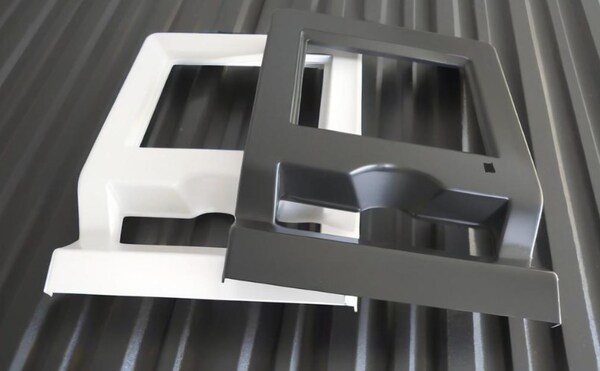
ABS射出成形の用途は?
ABS樹脂は多くの産業で使われている。成形が簡単で、製造コストが安く、打撃にも耐えられる。だからメーカーはABS樹脂が大好きなのだ。ここでは、ABS樹脂部品を使用している産業の例をいくつかご紹介します:

コンストラクション・ビズ ABS樹脂は、衝撃に強く、化学薬品にも耐えるため、建築用のパイプや継手に使用されている。
カー・ビズ ABS樹脂は、軽量な自動車部品を作るための一般的な材料である。ABS自動車部品には、シートベルト部品、ドアストップ、ピラーモール、ダッシュボード部品などがある。

消費者産業: ABSプラスチックは、フードプロセッサー、掃除機、冷蔵庫のライナーなど、多くの家電製品に使用されている。
商業用途: この技術は商業産業、特に家庭用製品に使われている。冷蔵庫のライナー、掃除機、コントロールパネル、フードプロセッサーなどである。
電気産業: ABSは、電気産業では電子機器の筐体やコンピューターのキーボードに使用されている。

ABS射出成形プロセスのコストは?
射出成形プロセスを使っていくつかの部品を作りたい場合、生産に入る前にプロセス全体のコストを理解するのが最善です。コストを見積もるには、さまざまなコスト要因を考慮する必要があります。
設備費
設備を購入するとなると、多額の費用がかかる。機材を買うだけでなく、機材のメンテナンスにもお金がかかる。ですから、最も費用対効果が高いのは、制作を外注することです。

金型費用
これは、ABS射出成形のコストを増加させます。射出成形金型を作るには、主に2つの方法がある:CNC機械加工と3Dプリントだ。これらの方法のうち、小ロット用の3Dプリント金型のコストは低い。大規模生産や複雑なスチール金型の場合は、コストが高くなる。

サービス費用
ここでいうコストには、仕事をする人の給料、機械のセットアップとメンテナンスが含まれる。ここで考慮されるパラメータは以下の通り:
監視コスト: これはマシンオペレーターの人件費である。
セットアップ費用: 金型を取り付け、完成した部品を作るのにかかる時間。
修理費用: 修理費には、欠陥部品の修理費、機器をメンテナンスするための工具などが含まれる。
ABS成形に決まった価格はありませんが、一般的なルールとして、作る部品が多ければ多いほど、1個あたりの価格は安くなります。

結論
ABSは、最も一般的に使用されているプラスチックのひとつである。 射出成形.耐熱熱可塑性で耐久性のある素材であるため、生活のさまざまな分野で重宝されている。ABS射出成形は簡単にできるように思われるかもしれません。
しかし、その技術的な詳細は専門家でなければわからない。ABS射出成形技術では、金型キャビティ設計の精度が完成品の品質と性能に直接影響します。したがって、ABS射出成形は、この製造プロセスを本当に理解している会社に委託することが重要です。

Zetar Moldでは、プラスチック射出成形、迅速なツーリング、射出成形などの専門的なプラスチック射出成形プロセスを提供するために高度な製造技術とリソースを持っています。プラスチック射出成形サービスなら、お気軽にZetar金型にご連絡ください。







