 コンテンツへスキップ
コンテンツへスキップ 
PA射出成形完全ガイドのリソース
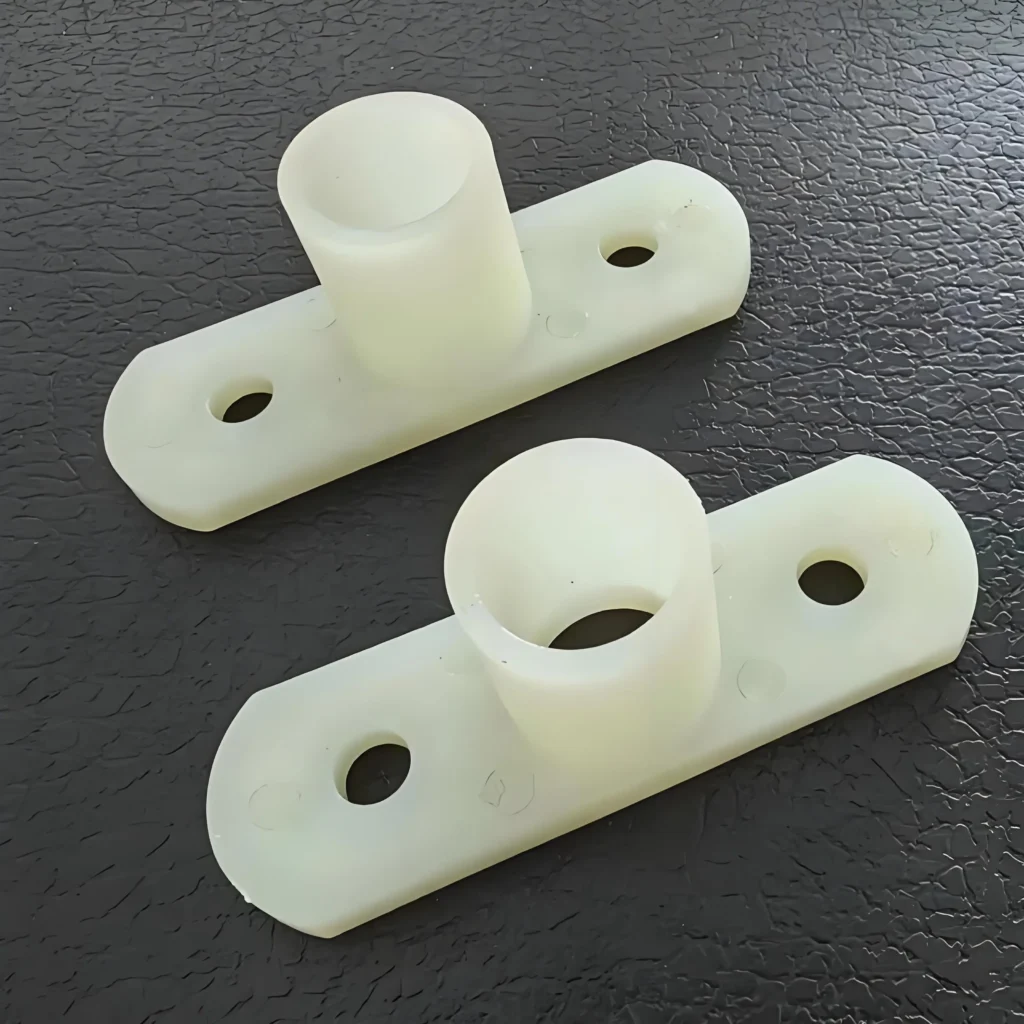
ポリアミド(PA)とは?
ナイロンとしても知られるポリアミド(PA)は、分子構造中にアミド結合(-CO-NH-)を繰り返すことを特徴とする合成ポリマーである。その優れた機械的特性、耐摩耗性、化学的安定性により、特にエンジニアリングや工業用途において汎用性が高く、広く使用されている。ポリアミドは、ジアミンとジカルボン酸の重合またはアミノ酸の縮合によって製造される。
ポリアミドは、ジアミンとジカルボン酸(例えば、ナイロン6,6の場合はヘキサメチレンジアミンとアジピン酸)の縮合、またはアミノ酸の重合によって形成される。ポリアミド分子の主な特徴はアミド結合(-CONH-)であり、これが材料にユニークな特性を与えている。
PA素材にはどのような種類がありますか?
PA(ポリアミド)、通称ナイロンは、さまざまな種類と特性を持つ合成ポリマーの一群である。これらの素材は汎用性が高く、機械的、熱的、化学的特性の幅が広いため、繊維から自動車部品まで多くの用途に適しています。以下に、主なPA材料の種類、特性、用途について詳しく説明します:
1.PA 6(ナイロン6):
PA 6(ナイロン6)は、カプロラクタムの開環重合によって製造される。それは優秀な靭性、柔軟性および高い引張強さを提供する。耐摩耗性に優れ、ギアやベアリングなどの摩耗を伴う用途に最適です。また、強酸や強塩基には弱いものの、油や溶剤に対する耐薬品性にも優れています。PA 6は、繊維製品(ナイロンストッキングなど)、自動車部品(エアインテークマニホールド、燃料ラインなど)、電気機器(ケーブルタイ、コネクターなど)によく使用されています。
2.PA 66(ナイロン66):
PA 66(ナイロン66)は、ヘキサメチレンジアミンとアジピン酸から合成される。PA 6よりも融点が高く(約255℃)、耐熱性と剛性に優れている。PA 66は優れた寸法安定性と低吸湿性を示し、高性能用途に適している。また、電気絶縁性にも優れています。PA 66は、高強度エンジニアリングプラスチック、自動車部品(ギア、ナット、ボルトなど)、航空宇宙部品、電気機器などの製造に広く使用されている。
3.PA 12(ナイロン12):
PA 12(ナイロン12)は、ラウロラクタムの重合によって製造される。吸湿性が非常に低いことで知られ、湿度の高い環境でも寸法安定性を保つことができる。PA 12は優れた耐衝撃性と優れた耐薬品性を備えており、過酷な化学環境に適しています。さらに、加工性に優れ、様々な形状に容易に成形または押出成形することができます。PA 12は、時計のストラップや光学部品などの精密部品、医療分野ではチューブやカテーテルによく使用されています。

4.PA 11(ナイロン11):
PA 11(ナイロン11)は、ヒマシ油由来のバイオベース・ポリアミドである。融点が低く、柔軟性、耐衝撃性、耐薬品性に優れています。また、滑らかな表面仕上げが特徴で、美観や流体流動特性が重視される用途に最適です。PA 11は、その強靭性と柔軟性から、自動車産業や航空宇宙産業のフレキシブル・チューブやホース、スポーツ用品(スキーブーツなど)によく使用されている。
5.PA46(ナイロン46):
PA46(ナイロン46)は、1,4-ジアミノブタンとアジピン酸の重縮合によって製造される。卓越した熱安定性と機械的強度で知られ、高温や過酷な化学環境にも耐えることができます。PA 46は、自動車部品や工業部品など、優れた耐熱性と耐久性を必要とする高性能エンジニアリング用途に適しています。
6.PA 610(ナイロン610):
PA610(ナイロン610)は、PA6とセバシン酸の共重合体で、PA6に比べて融点が高く、耐薬品性に優れ、吸湿性が低い。PA610は再生可能資源を原料としているため、より環境に優しい材料です。自動車部品、工業部品、耐薬品性が要求される用途によく使用されています。
7.PA 612(ナイロン612):
PA 612(ナイロン612)は、1,2-ジアミノシクロヘキサンとセバシン酸から作られる。低吸湿性、優れた耐薬品性、優れた機械的特性が特徴です。PA 612はまた、可動部分の摩擦を減らすためにそれを理想的にするよい潤滑特性を有する。ベアリング、ギア、自動車部品などによく使用されている。
8.ポリフタルアミド(PPA):
ポリフタルアミド(PPA)は、優れた高温耐性と優れた機械的特性で知られる高性能芳香族ポリアミドです。高熱や化学薬品にさらされても安定性を維持するため、工業、自動車、航空宇宙用途に最適です。PPAは、過酷な条件下で卓越した熱的・機械的性能を必要とする部品によく使用されます。
9.ポリアミドイミド(PAI):
ポリアミドイミド(PAI)は、優れた耐熱性、機械的強度、耐摩耗性を備えた高性能ポリアミドです。高温と耐久性が不可欠な過酷な作業環境でも優れた性能を発揮します。PAIは、要求の厳しい部品に優れた熱的・機械的特性が必要とされる航空宇宙、自動車、工業用途で使用されています。

PAの特徴は?
ナイロンとしても知られるポリアミド(PA)は、さまざまな工業用途や消費者用途に適した幅広い特性を持つ汎用性の高い合成ポリマーです。ここでは、その特徴を包括的にまとめている:
高強度:PAは優れた引張強度を持ち、その種類(例:PA6、PA66)に よっては通常50~200MPaの範囲にある。このため、工業用ロープ、ケーブル、構造部品など、機械的応力を伴う用途に最適です。
優れた靭性:PA材料は高い耐衝撃性を示し、機械的衝撃の際にエネルギーを吸収することができる。これは、自動車バンパーのような用途において非常に重要であり、衝突による損傷から他の部品を保護するのに役立ちます。
耐摩耗性:PAは耐摩耗性に優れているため、ギア、ベアリング、コンベアシステムのローラーなど、摩擦を受ける部品に適しています。一定の摩擦下での耐久性により、長期間にわたって性能を維持することができます。
低摩擦:摩擦係数が低いPAは、摺動部品、ブッシュ、ベアリングなど、摩耗を最小限に抑える必要がある部品に最適で、最小限のメンテナンスで長期間の耐久性を確保できる。
優れた耐熱性:PA材料は中温から高温まで耐えることができる。例えば、PA66の融点は約260℃ですが、PA46は連続使用で180℃まで耐えることができ、エンジンルームのような環境に適しています。
熱伝導率が低い:PAは熱伝導率が比較的低いため、断熱性に優れています。この特性は、電子機器の筐体のような用途で、内部部品の過熱防止に役立ちます。
耐薬品性:PA素材は、オイル、グリース、溶剤など、さまざまな化学薬品に耐性を示す。そのため、自動車、化学加工、食品製造などの産業での使用に適している。ただし、特定の条件下では強酸や強アルカリに弱い場合がある。
吸湿性:PAは吸湿性があり、環境中の水分を吸収します。吸湿により柔軟性が増す場合もありますが(可塑剤として作用)、過度の吸湿は寸法の変化や機械的特性の低下につながります。PA12のように吸湿性が低く、寸法安定性を高めるものもあります。
優れた電気絶縁性:PAは良好な電気絶縁体であり、電線絶縁やコネクターなどの電気部品によく使用され、漏電や短絡を防止する。その絶縁耐力は通常15~20kV/mmである。
優れた成形性:PA材料は、射出成形、押出成形、3Dプリンティングなど、さまざまな工程で容易に成形できる。そのため、消費財や工業用途で使用される複雑な形状の部品の大量生産に適している。
⑪ リサイクル可能:PA素材はリサイクル可能であり、再生PAは性能要件が若干低い製品に使用される。これは、環境への影響を軽減し、持続可能性を促進するのに役立ちます。
⑫ 寸法安定性:PA材料は通常の条件下では寸法をよく保ちますが、過度の吸湿は寸法や形状に影響を与えます。PA12のような特定のグレードは、吸湿率が低いため寸法安定性が優れています。
⑬ 耐クリープ性:PAは優れた耐クリープ性を示すため、機械や自動車部品の構造部品のように、長期間にわたって一定の応力がかかる用途に適している。
⑭ 耐疲労性:PA材料は優れた耐疲労性を示し、これは機械や自動車部品の可動部など、繰り返しまたは周期的な応力がかかる用途で重要です。
⑮ 耐紫外線性:PA材料は一般的に紫外線に対して優れた耐性を持っているため、自動車部品、建築資材、屋外機器など、太陽光にさらされる屋外用途に適している。
⑯ 難燃性:ある種のPAグレードは難燃性を示し、延焼を遅らせたり防いだりする。このため、電気部品や自動車部品など、火災安全基準を必要とする用途に有用です。
PAの特性は?
一般にナイロンとして知られるポリアミド(PA)材料には、射出成形の特定の用途に適した独自の特性を持つ、いくつかの異なるタイプがあります。この表は、PA 6、PA 66、PA 12、PA 11、およびPPAやPAIなどの高性能グレードを含む、さまざまなPAタイプの技術パラメータの概要を示しています。融点、引張強さ、吸湿性、推奨加工条件(射出温度と射出圧力)などの主要パラメータが記載されています。これらの特性を理解することで、メーカーは特定のニーズに基づいて適切なPA材料を選択し、射出成形工程における最適な性能と効率を確保することができます。
| 素材 | 融点 (℃) | 引張強さ (MPa) | 衝撃強度 (kJ/㎡) | 吸湿率(%) | 成形収縮率(%) | 流動性 | 推奨射出温度 (℃) | 射出圧力 (MPa) |
|---|---|---|---|---|---|---|---|---|
| PA 6 | ~223 | 80-90 | 5-10 | 2-3% | 0.4-0.8% | ミディアム | 240-270 | 70-130 |
| PA 66 | ~255 | 90-100 | 5-7 | 1-2% | 0.3-0.6% | ミディアム-ハイ | 270-300 | 80-150 |
| PA 12 | ~178 | 50-70 | 7-10 | 0.1-0.3% | 0.2-0.5% | 高い | 230-260 | 60-120 |
| PA 11 | ~185 | 70-90 | 10-15 | 0.2-0.5% | 0.3-0.6% | ミディアム | 240-270 | 70-130 |
| PA 46 | ~310 | 120-140 | 4-6 | 0.1-0.3% | 0.3-0.6% | 低い | 290-320 | 90-160 |
| PA 610 | ~215 | 80-90 | 6-9 | 0.3-0.6% | 0.4-0.8% | ミディアム | 240-270 | 70-130 |
| PA 612 | ~230 | 90-100 | 8-12 | 0.2-0.4% | 0.3-0.7% | ミディアム-ハイ | 250-280 | 80-140 |
| PPA | ~310-350 | 140-180 | 6-8 | 0.1-0.3% | 0.1-0.3% | 低い | 300-330 | 100-180 |
| パイ | ~350-400 | 150-200 | 10-15 | 0.1-0.3% | 0.1-0.3% | 低い | 320-350 | 120-200 |
PA材は射出成形できますか?
PA素材、通称 ナイロンその優れた機械的特性、汎用性、様々な用途への適応性により、射出成形に広く使用されています。以下では、射出成形用のPA材料について、その利点、課題、および高品質の成形品を確保するためのベストプラクティスについて詳しく説明します。
射出成形用の一般的なPAグレード:
PA6(ナイロン6):靭性、強度、加工性の優れたバランスで知られる。
PA66(ナイロン66):PA6よりも機械的特性、特に耐熱性と強度に優れ、より要求の厳しい用途に最適。
PA12(ナイロン12):低吸湿性、優れた耐薬品性、高い柔軟性を必要とする用途によく使用される。
充填剤の影響:ガラス繊維などのフィラーを添加することで、PA材料の寸法安定性や機械的強度を大幅に向上させることができる。しかし、フィラーの添加には、材料流動の変化に対応するための加工条件や金型設計の調整も必要となる。
PA射出成形の主な検討事項は?
射出成形は複雑なプロセスであり、特にナイロンとして知られるポリアミド(PA)のような材料を使用する場合は、高品質の生産を保証するために様々なパラメータに細心の注意を払う必要があります。ここでは、留意すべき主な事項を説明します:
1.材料特性:
吸湿性PA(ナイロン)は吸湿性が強く、グレードや環境条件にもよりますが、最大で重量の8~10%を吸湿します。吸湿は、表面欠陥、機械的特性の低下、寸法安定性の低下につながります。こうした問題を避けるため、PAは成形前に乾燥させる必要がある。通常、乾燥は80~100℃で4~8時間行い、含水率を0.2%以下にする。適切に乾燥させないと、スプレイマークが発生したり、部品の性能が低下したりすることがある。
融点と温度範囲:PAの融点は、グレード(PA6、PA66など)により220~260℃の範囲である。射出温度がこの範囲内に収まるようにすることは、材料の劣化や金型への不完全な充填を避けるために非常に重要です。溶融温度が低すぎると、材料が適切に流れず、ショートショットの原因となります。高すぎると、材料の劣化が起こり、最終製品の品質に影響します。
粘度:PAは比較的粘度が高いため、金型への適切な流れを得るためには射出圧力を慎重にコントロールする必要がある。射出速度が速すぎると、乱流や空気の巻き込みの原因となる。一方、射出速度が低すぎると、材料が金型に完全に充填されず、部品が不完全になったり、凝固が早まったりする可能性がある。


2.金型設計:
ゲートの設計:優れた設計のゲートは、金型への適切な充填を保証する。PAの場合、ホットランナーシステムが有効である。ゲートの位置とサイズは、ウェルドラインやジェッ トのような流動不良を防ぐために最適化されるべきである。複雑な部品の場合、サイドゲート設計は、均一な材料分配を確保するのに役立ちます。
換気:換気:射出成形中に空気を逃がすには、十分な換気が重要である。PAは成形中にガスを放出する可能性があり、換気が不十分だとボイドや焼け、表面の欠陥などの欠陥につながる可能性があります。ベントチャンネルは、特に流路の端や金型の角に戦略的に配置し、空気がこもらないようにする必要があります。
排出システム:PA部品は、表面摩擦が比較的大きいため、金型に固着する傾向があります。エジェクターピンやストリッパープレートなど、よく設計されたエジェクションシステムは、部品を損傷することなく取り出すのに役立ちます。エジェクターピンは、摩擦を減らし、成形品に傷をつけないように、研磨またはコーティングする必要があります。
3.射出成形プロセスパラメータ:
射出圧力:PAは粘度が高いため、高い射出圧力が必要となる。一般的な射出圧力の範囲は70~150MPaです。特に薄肉部品や複雑な部品では、金型への完全な充填を確実にするために、より高い圧力が必要となります。反りやボイドのような欠陥を防ぐためには、圧力のコントロールが重要です。
射出速度:射出速度:金型への完全な充填と流動に起因する欠陥の回避を両立させるためには、十分に制御された射出速度が必要である。PAの射出速度は通常20~50mm/sである。初期充填段階では速度を遅くすることで、ジェッ トの発生を防ぐことができ、充填段階では速度を速 くすることで、材料の収縮を補うことができます。
パッキングと保圧:金型キャビティが充填された後、冷却中の材料の収縮を補うために充填圧力と保持圧力が加えられる。PAの場合、充填圧力は通常40~80MPaで、保持時間は部品の厚みやサイズによって5~15秒です。これにより、寸法精度が保証され、ヒケやボイドが減少します。
4.後処理:
アニーリング:アニーリング:PA部品は、射出成形時の急冷により内部応力が発生する場合があります。アニーリングは、こうした応力を緩和し、寸法安定性と機械的特性を向上させるための後処理工程である。アニーリング工程では通常、部品のサイズや厚さにもよりますが、融点より10~20℃低い温度で1~4時間加熱します。
表面処理:表面処理:用途によっては、塗装、メッキ、コーティングなどの表面処理が必要になる場合がある。粗面化処理や化学処理など、適切な表面処理を施すことは、塗料を良好に接着させるために極めて重要である。
5.プロセスの最適化とその他の重要な考慮事項:
冷却システムの設計:効率的な冷却は、サイクルタイムを制御し、反りを防止するために非常に重要です。金型には効果的な冷却システムを装備し、成形プロセス中の温度分布を均一にする必要があります。不均一な冷却は、歪みや反りの原因となります。
収縮率:収縮率:PAは、グレードにもよりますが、冷却中に通常1.2%~2.0%の収縮を起こします。最終部品の正確な寸法管理を保証するために、金型設計ではこの収縮を考慮する必要があります。
金型のメンテナンス:安定した品質を確保するためには、金型の定期的なメンテナンスが欠かせません。適切な洗浄、定期的な磨耗や損傷の検査、磨耗した部品の交換は、金型の完全性を維持し、汚染を防ぐのに役立ちます。
品質管理:品質管理:成形品に反り、気孔、表面仕上げの問題などの欠陥がないか定期的に検査することが重要です。品質管理対策を実施することで、優れた機械的特性を持つPA部品を安定して生産することができます。
6.材料の配合と添加物:
強化グレードと変性グレードPAは、機械的特性、耐熱性、化学的安定性を高めるために、ガラス繊維、難燃剤、紫外線安定剤など、さまざまな添加剤や充填剤を配合することができる。しかし、これらの材料の添加には、材料の流動性、粘度、冷却挙動の変化を考慮した慎重な金型設計と工程調整が必要です。


完全ガイドPA射出成形製造のためのリソース
PA射出成形の設計指針
ポリアミド(PA)またはナイロンは、自動車、電子機器、消費財を含むさまざまな用途の射出成形に使用される汎用性の高い材料です。高品質で機能的なPA射出成形部品を実現するには、特定の設計ガイドラインを遵守することが不可欠です。以下は、PA射出成形の主な考慮事項です:
1.部品設計:
肉厚:均一な肉厚は、反り、ヒケ、ボイドを避けるために重要である。PA射出成形部品の推奨肉厚は、一般的に1mmから5mmです。例えば、ある部品の側面が2 mmの厚さであった場合、他の側面も同じような厚さにすることで、一貫性を保ち、欠陥を防ぐことができます。 肉厚の急激な変化は避ける。移行が必要な場合は、材料がスムーズに流れるように、最小半径を公称肉厚の0.5~1倍とし、緩やかに変化させる。
ドラフトアングル抜き勾配は、部品の突き出しに役立ち、部品が損傷するリ スクを軽減する。PAの場合、外面は1~3度、内面は0.5~1.5度が推奨される。例えば、外径50 mmの円筒形PA成形品の場合、金型キャビティからの取り出しを容易にするため、抜き勾配を2度にする必要があります。
リブとボス:リブは、肉厚を大幅に増加させることなく、部品の剛 性を高めることができる。リブの高さはベース幅の3倍以下とする。例えば、ベース幅3mmのリブの高さは9mm以下とする。ボス(部品の固定に使用)は、ヒケを防ぐため、隣接する部品の肉厚の40~70%とする。また、適切な排出を確保するために抜き勾配をつける。
穴:穴:穴を設計する場合、直径は部品の肉厚の1.5倍以上にしてください。例えば、肉厚3mmの部品には、直径4.5mm以上の穴をあける。応力集中を防ぐため、穴の縁は丸くする。
2.金型設計の考慮点
ゲート設計:PAには、ピンゲート、エッジゲート、ホットランナーゲートなど、さまざまなタイプのゲートを使用することができる。ゲートの選択は、部品のサイズと複雑さによって決まる。小さくて精密な部品には、材料の流れを制御できるピンゲートが理想的である。ゲートの位置は、キャビティ全体に均一な材料フローを確保するために非常に重要です。複雑な形状の場合、不完全な充填を避けるために複数のゲートが必要になることがあります。
ランナーシステム:ランナーシステム:ランナーシステムは、圧力損失を最小限に抑え、均一な材料フローを確保するように設計されなければならない。PAにはバランス型ランナーシステムが好ましく、その直径は通常、中型部品で4~10mmである。ホット・ランナー・システムは大量生産に有益で、材料がキャビティに到達するまで溶融状態を維持することで、材料の無駄を減らし、部品の品質を向上させることができる。
換気:射出中に空気やガスを金型キャビティから逃がすためには、適切なベントが不可欠です。ベントは流路の端や、リブやボスなどの特徴の周囲に設置する。材料が漏れることなくガスが抜けるように、ベントの深さは通常0.02~0.05mmです。
3.材料固有の考慮事項:
乾燥:PAは吸湿性があり、空気中の水分を吸収します。成形前にPA樹脂を乾燥させることが重要です。乾燥温度は、PAのグレードにもよりますが、通常80~100℃で4~8時間です。例えば、PA 66の場合、必要な含水率0.2%未満を達成するには、85~90℃で約6時間の乾燥が必要です。
加工温度:PAの射出成形温度はグレードによって異なる。PA 6の溶融温度は220~260℃、PA 66の溶融温度は260~290℃である。金型温度は、寸法安定性と良好な表面仕上げを維持するために、一般的に60~100℃の範囲が望ましい。
収縮:PAは通常、1~2.5%の収縮率を示すため、金型設計時にこの収縮率を考慮する必要があります。例えば、目標部品寸法が100mmで収縮率が2%の場合、金型キャビティはこの収縮率を考慮して102mmに設計する必要があります。
4.その他の設計上の考慮事項:
材料の選択:材料の選択:耐熱性、耐薬品性、機械的特性などの要素に基 づいて、適切なPA材料を選択する。材料サプライヤーに相談することで、特定の用途に最適な材料を選択することができます。
冷却システム:冷却システム:均等な冷却を確保し、反りのリスクを減らすには、優れた設計の冷却システムが重要です。冷却チャンネルと通気孔を組み合わせて、冷却プロセスを最適化します。
表面仕上げ:表面仕上げは、滑らかなものからテクスチャーを施したものまで、用途によって様々である。テクスチャーが深い場合は、ドラフト角度を高くする必要があります。エンボス加工を施した細部については、可読性を高めるために最低0.5mmの高さを確保すること。
成形後の作業:成形後の作業:組み立て、塗装、コーティングなど、成形後の作 業が容易に行えるように部品を設計する。設計がこれらの作業にどのような影響を与えるかを検討し、生産後の問題を回避する。
5.シミュレーションと検証:
シミュレーション:シミュレーション:部品設計を検証するためにシミュレーションソフトウェアを使用することで、部品が要求される仕様と性能基準を満たしていることを確認できます。シミュレーションツールは、材料の流れ、冷却、部品の排出を最適化するのに役立ちます。
テスト:テスト:シミュレーションの結果を確認するための実験的テストを実施し、部品が実世界の条件下で期待通りの性能を発揮することを確認する。
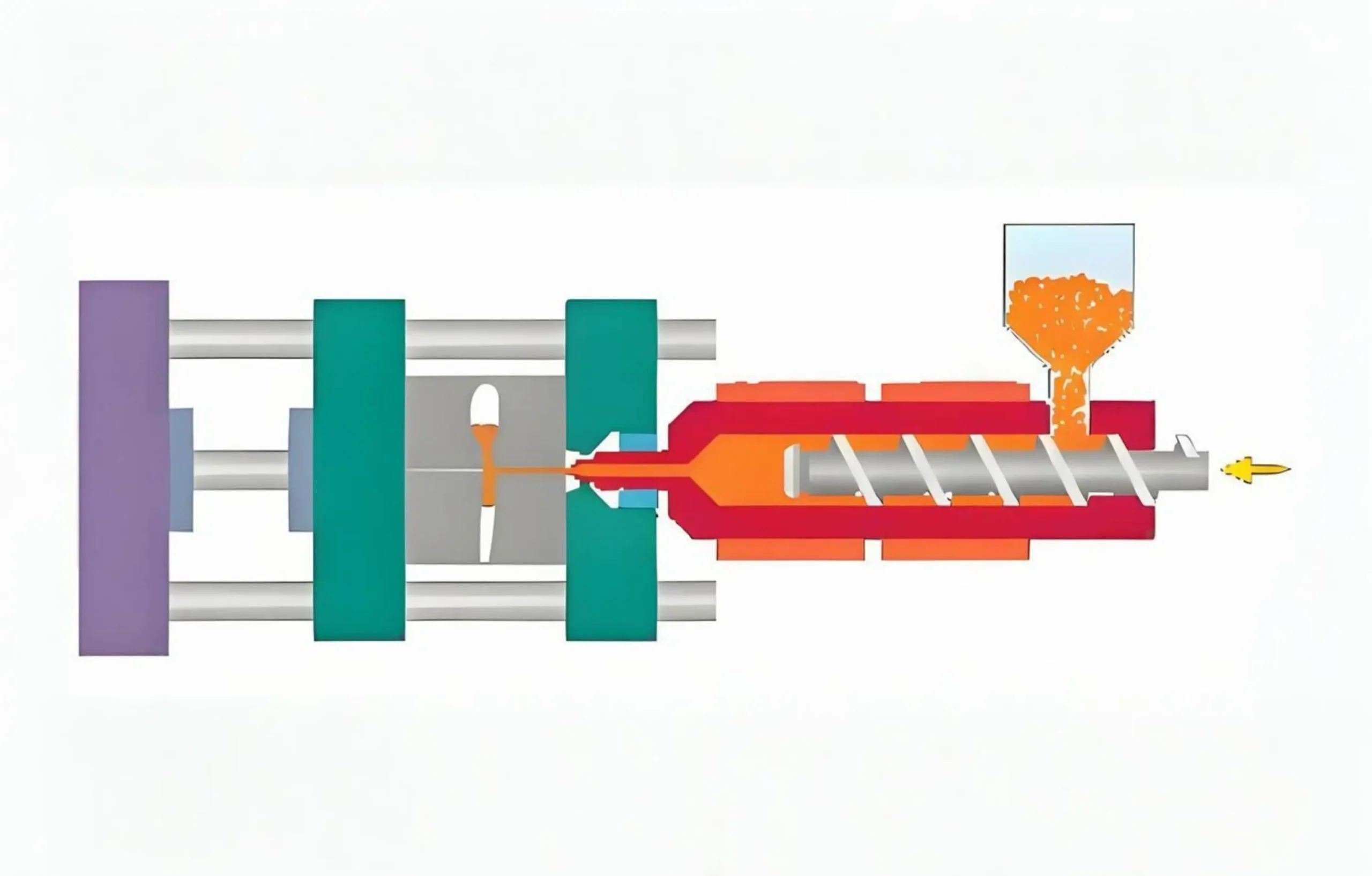
PA射出成形の方法:ステップ・バイ・ステップ・ガイド
射出成形は、高精度の部品を製造するために使用される効率的で汎用性の高い製造プロセスです。ポリアミド(PA)、通称ナイロンは、優れた強度、耐摩耗性、汎用性のために広く使用されています。ここでは、PA(ポリアミド、通称ナイロン)射出成形加工のステップバイステップガイドをご紹介します:

ステップ1:材料の選択と準備:
適切なPA材料を選択することは、射出成形プロセスの最初のステップです。PA6、PA66、PA12などの異なるタイプのPA材料は、異なる耐熱性、耐薬品性、衝撃強度、流動性を持っています。特定の用途の要件に適合する材料を選択してください。さらに、PA材料は吸湿性が高いため、射出成形前に水分を0.3%以下に乾燥させる必要があります。PA6の場合は、105℃で8時間の真空乾燥をお勧めします。PA66の場合は、105℃で12時間の真空乾燥が必要です。PA12の場合は、85℃で4~5時間の乾燥で十分である。必要に応じて、着色剤、耐衝撃性改良剤、難燃剤などの添加剤をPA材料に配合し、最適な製品品質のために均一な分布を確保することができます。

ステップ2:射出成形機のセットアップ:
射出成形機を設定する際、使用するPA材料に応じて温度、圧力、射出速度を調整することが重要である。PA6の場合、溶融温度は230℃から280℃の間に設定する必要があるが、PA66の場合は260℃から290℃の間に設定する必要がある。PA12の場合、溶融温度は240℃から300℃の間に設定するが、310℃を超えてはならない。PA6とPA66の射出圧力は通常750~1250バールであるが、PA12の場合は最高射出圧力が1000バールに達することもある。射出速度は一般的に速いですが、ガラス繊維入り材料の場合は、材料の劣化を避けるため、若干遅くする必要があります。安定した高品質の結果を得るためには、機械が正しく較正されていることを確認することが重要です。
ステップ4:射出成形プロセス:
射出成形工程は、金型を閉じて適切なアライメントと密閉性を確保することから始まります。次に、溶融したPA材料を、制御された圧力下で金型キャビティに射出します。金型キャビティを完全に充填するためには、射出圧力を一定に保つ必要があります。射出中、気泡や不完全な充填などの欠陥を避けるため、射出速度は慎重に制御される。射出後、冷却中の材料の収縮を補い、製品の密度と寸法安定性を確保するために保圧が行われる。保圧時間は通常3~5秒程度と短い。冷却プロセスは、部品の厚みや使用するPA材料にもよりますが、一般的に10~30秒かかります。製品が冷えて固まると、金型が開き、部品がキャビティから排出されます。
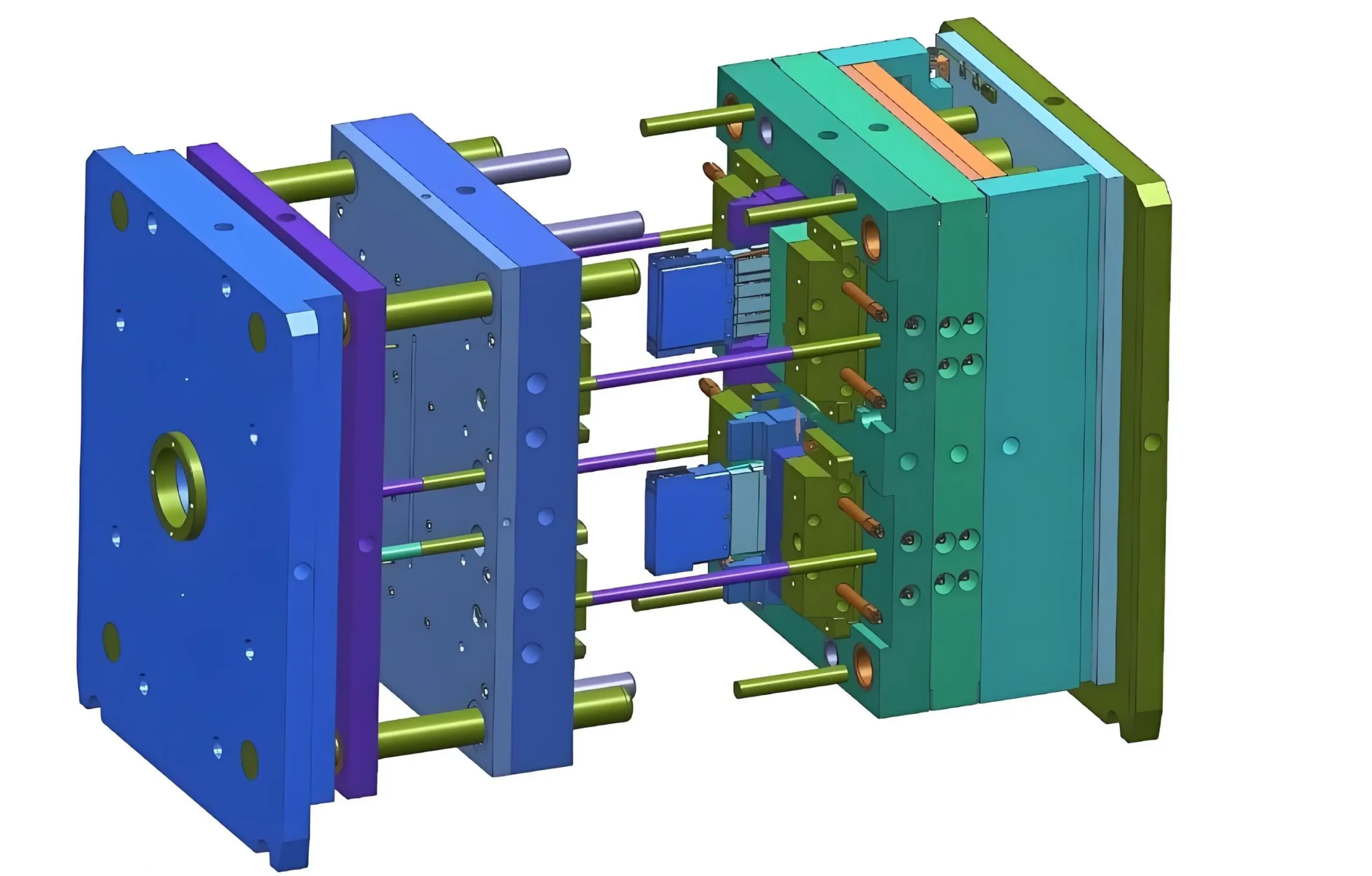
ステップ3:金型設計:
射出成形を成功させるためには、金型の設計が重要です。ゲートとランナーシステムの適切な設計は、金型キャビティの均一な充填を保証するために不可欠です。PA6の場合、ゲートの直径はプラスチック部品の厚さの0.5倍を下回ってはならない。PA12の場合、未充填の材料のランナー直径は約30mmであるべきですが、充填された材料のランナー直径は5~8mmと大きくする必要があります。ランナーの形状は円形にし、射出口はできるだけ短くして材料のロスを最小限にする。金型温度も、使用する材料に応じて調整する必要がある。PA6の場合、金型温度は通常80℃~90℃に設定され、PA66の場合は通常80℃前後である。PA12の場合、金型温度は材料が未充填か充填かによって30℃から100℃の範囲になる。

ステップ5:成形後の作業:
成形後、さらなる後処理工程が必要になります。これには、余分な材料、バリ、表面欠陥を除去し、部品の外観と機能を向上させるためのトリミング、バリ取り、研磨などが含まれます。PA部品の中には、靭性と寸法安定性を高めるために、アニールやコンディショニングが必要なものもあります。アニーリングは、材料の融点よりわずかに低い温度まで部品を加熱し、その温度で一定時間保持します。一方、コンディショニングは、部品を湿度の高い環境に晒して吸湿させ、その性能を向上させるものである。これらの成形後の処理により、最終製品が品質基準を満たし、その用途で期待される性能を発揮することが保証される。

ステップ6:品質管理と梱包:
品質管理段階では、部品に欠陥がないか検査し、寸法、美観、機械的要件に照らしてチェックする。部品が指定された公差を満たしていることを確認するために、座標測定機(CMM)のような精密測定ツールがしばしば使用されます。また、部品の耐久性や性能を確認するために、引張強度や耐衝撃性などの機械的試験を行うこともあります。検査に合格した部品は、輸送や保管中の損傷や汚染から保護するために適切に梱包されます。適切な梱包により、製品はお客様のお手元に届くまで品質と完全性を保つことができます。
PA射出成形の利点は何ですか?
ナイロンとしても知られるPA(ポリアミド)は、射出成形で一般的に使用される汎用性の高い高性能材料です。そのユニークな特性は、様々な産業で耐久性と信頼性のある部品を製造するための優れた選択肢となっています。以下は、PA射出成形の主な利点です:
1.強さとタフネス:
PA材料、特にPA6とPA66は、高い引張強度と衝撃靭性で知られています。これらの特性により、PA射出成形部品は形状や完全性を失うことなく、大きな機械的応力や振動に耐えることができます。例えば、自動車産業で使用されるPA製のエンジンカバーやエアインテークマニホールドは、構造的な完全性を維持したまま、自動車運転時のストレスに耐えることができます。
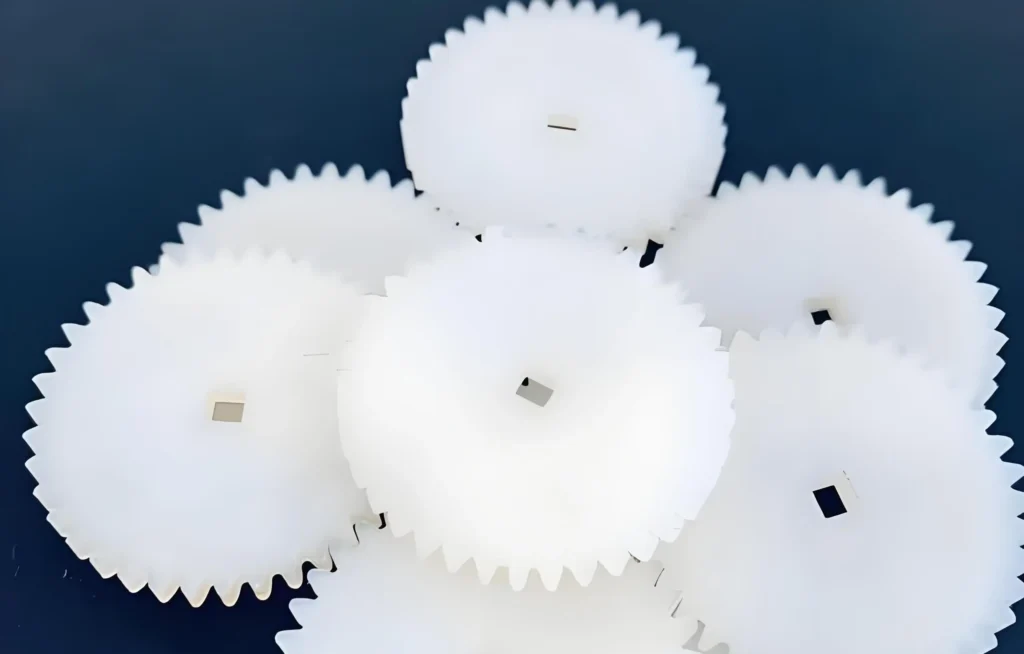
2.耐疲労性:
PAは繰り返し荷重に強いため、ギアやベアリングのように繰り返し使用される部品に適しています。例えば、PA射出成形歯車は、疲労により破損することなく長期間使用することができ、機械システムの信頼性を保証します。
3.優れた耐摩耗性:
PA材料は摩擦係数が比較的低く、耐摩耗性に優れています。このため、PA部品は、コンベヤベルトや工業用ローラーなど、可動部品が摩擦を受ける用途に最適です。マテリアルハンドリングシステムでは、PA製ローラーが摩耗を減らし、装置の寿命を延ばし、メンテナンスコストとダウンタイムを最小限に抑えます。
4.耐薬品性:
PA射出成形部品は、油、燃料、弱酸、塩基など、さまざまな化学薬品に耐性があります。この特性により、PAは化学薬品にさらされることが多い環境に適しています。例えば、PA材料は自動車部品や産業機械に使用され、腐食に耐え、過酷な条件下でも性能を維持することができます。PAはまた、腐食性の強くない化学物質を輸送するための貯蔵タンクやパイプにも使用できる。

5.熱安定性:
PA材料は熱安定性に優れ、大きな変形を起こすことなく比較的高温に耐える。例えば、エレクトロニクス産業では、電子機器のハウジングのようなPA部品は、熱放散を管理し、変形を防ぎ、内部部品を保護することができます。より高い温度範囲で機能するPAの能力は、様々な用途での汎用性を高めている。
6.設計の柔軟性:
PA射出成形では、アンダーカット、内部空洞、薄肉構造など、複雑で入り組んだ形状の成形が可能です。このような設計の柔軟性により、製造業者は要求の厳しい用途であっても、特定の製品要件を満たすことができます。例えば、消費者向け製品では、PAを人間工学に基づき、美観に優れた独特の形状のケーシングに成形することができます。
7.大量生産のための費用対効果:
射出成形用金型が一旦セットアップされれば、その工程は大規模生産にとって非常に効率的になる。PA部品は迅速かつ安定的に生産できるため、生産単価を下げることができる。このため、PA射出成形は、自動車、医療、家電製品など、安定した品質で大量生産を必要とする業界にとって魅力的な選択肢となっている。
8.低吸湿性:
PA材料は、他のエンジニアリング・プラスチックに比べて吸湿性が比較的低いことで知られている。そのため、自動車部品や電気部品など、耐湿性が重要視される用途に適しています。低吸湿性は、様々な環境条件下での寸法安定性と性能を保証します。
9.耐衝撃性:
PAは低温でも優れた耐衝撃性を持つため、部品が衝撃や振動を受ける用途に最適です。この特性は、保護具や動的ストレスにさらされる部品に特に有効です。
10.良好な電気絶縁性:
PA材料は優れた電気絶縁特性を有しており、電気・電子用途での使用に適している。例えば、PAは電気コネクター、電気機器用ハウジング、絶縁部品の製造によく使用され、電気システムの信頼できる性能を保証している。
11.良好な耐紫外線性:
PA材料は紫外線に対して優れた耐性を持っているため、太陽光やその他の紫外線源にさらされる用途に適しています。この耐紫外線性は、PA部材の構造的完全性と外観を長期にわたって維持するのに役立ち、屋外や露出した環境で有用です。
12.リサイクル可能性:
PA素材はリサイクル可能であるため、製造においてより持続可能な選択肢となる。リサイクルされたPAは様々な用途に使用することができ、廃棄物を削減し、環境持続可能性への取り組みを支援します。
13.大容量のコスト効率:
射出成形プロセスは、一度金型が開発されれば、大量生産において非常に費用対効果が高い。大量の部品を迅速かつ安定的に生産できるため、生産コストの削減に貢献し、PA射出成形は大規模製造の有力な選択肢となります。

PA射出成形の欠点は何ですか?
射出成形におけるPA(ポリアミド)の使用には、成形品の品質と性能に影響を与えるいくつかの顕著な欠点があります。以下に主な欠点を挙げる:
1.高い吸湿性:
PA材料は吸湿性が高く、環境中の水分を容易に吸収する。これは、強度や剛性の低下といった機械的特性の著しい変化や、特に薄肉用途では寸法の不安定性につながる可能性がある。また、射出成形時に水分が多いと、成形中に水蒸気となりポリマーの流れが乱れるため、スプレイマーク(筋状の跡や銀色の跡)のような表面欠陥が発生することがあります。
2.収縮と反り:
PA材料は、射出成形の冷却段階で比較的高い収縮を経験します。この収縮は、特に肉厚の異なる複雑な形状の場合、部品の歪みや反りの原因となります。厚い部分と薄い部分の収縮が均一でないと、部品の精度に影響し、再加工が必要になったり、不合格になったりします。また、反った部品は、他の部品と適切に適合せず、製造コストを増加させる可能性があるため、組み立ての際にも課題となります。
3.限定的な耐熱性:
PAには優れた耐熱性を持つグレードもあるが、標準的な配合の多くは高温に耐える能力が限られている。自動車のエンジンルームや発熱部品の近くなど、高温にさらされる用途では、PA部品が軟化したり、変形したり、機械的特性が失われたりすることがある。これは、高温環境下での電子機器の筐体など、熱下での長期安定性が要求される部品に不具合を引き起こす可能性があります。
4.化学物質過敏症:
PA素材は、強酸や強塩基などの特定の化学物質に弱い場合があります。これらの物質にさらされると加水分解が起こり、ポリマー鎖が切断され、材料の強度と耐久性が低下します。PA部品が化学薬品と接触する可能性のある環境では、化学薬品に特に耐性のある材料を選ばない限り、この敏感さによって使用が制限されることがあります。
5.UV耐性は限定的:
PAは紫外線(UV)に対する耐性に限界がある。太陽光などによる紫外線に長時間さらされると劣化が進み、変色(褐変など)や最終的なひび割れが生じる。この劣化は、特に屋外用途や長期間日光にさらされる必要のある製品において、PA部品の機械的完全性を損ないます。
6.厳格な処理要件:
PA材料の射出成形プロセスでは、温度、含水率、射出速度などのパラメーターを正確に制御する必要があります。わずかな水分含有量でも、反りや寸法の不安定さといった欠陥につながる可能性があります。さらに、PAの熱膨張特性は、寸法精度と一貫性を確保するために、成形中に注意深く監視する必要があります。
7.均一な肉厚を得ることの難しさ:
PAパーツを成形する際、肉厚を均一にすることは非常に重要です。肉厚にばらつきがあると応力が集中し、冷却中に反りや割れが発生する可能性が高くなります。肉厚が不均一な部品は、特にそのような問題を引き起こしやすく、PA射出成形、特に複雑な形状の成形において、均一性が重要な課題となっています。
8.限定的な耐薬品性:
PAはある程度の耐薬品性を持っていますが、すべての化学環境に適しているわけではありません。強酸、強アルカリ、一部の溶剤はPAを劣化させ、その機械的特性に影響を与え、より高い耐薬品性が要求される化学加工環境での使用を制限する。
9.脆さ:
PAのグレードによっては、特に低温にさらされると脆くなることがある。これは、衝撃や応力によって亀裂や粉砕を引き起こし、材料の靭性を低下させます。過酷な条件にさらされる部品や高い耐衝撃性が要求される部品は、PA材料で作られた場合、十分な性能を発揮できない可能性があります。
10.高い初期費用と専門技術:
PA射出成形には高品質の金型と特殊な機械が必要であり、多額の初期投資費用がかかる。さらに、PA素材の加工は複雑であるため、PA成形の複雑さを理解した経験豊富なオペレーターや設計者が必要となる。このような高い技術要件は、特に複雑な設計やカスタム・アプリケーションの場合、初期費用と運用の難しさの両方を増加させる可能性があります。
11.リサイクルが難しい:
PA素材は技術的にはリサイクル可能であるが、リサイクルプロセスは困難でコストがかかる。使用中の汚染や劣化はリサイクルプロセスを複雑にし、適切なリサイクルには専門的な設備が必要になることもある。そのため、他のリサイクルしやすい素材と比べると、PA素材の持続可能性や環境面でのメリットは全体的に低くなってしまう。
12.限られた色安定性:
PA材料は様々な色に成形することができますが、時間の経過とともに色の安定性が保てなくなることがあります。紫外線や熱、環境要因にさらされると、色あせや外観の変化が生じ、特に消費者向けの用途では製品の美観に影響を与える可能性があります。

PA射出成形における一般的な問題と解決策
ナイロンとしても知られるPA(ポリアミド)は、射出成形で広く使われている材料です。しかし、射出成形のプロセスでは、いくつかの一般的な問題が発生する可能性があります。以下に、これらの問題のいくつかと、それらに対応する解決策を示します。
1.反り:
問題反りは、PA射出成形でよく見られる問題で、部品が不均一に冷却・収縮し、歪みが生じることで発生します。これは、不均一な肉厚、不均一な冷却速度、または不適切な金型設計などの要因によって引き起こされる可能性があります。
解決策反りに対処するには、均一な肉厚を確保することで設計を最適化し、一貫した冷却を促進します。適切な冷却流路を持つ金型を設計し、シミュレーションを使用して冷却速度を微調整する。射出速度、充填圧力、冷却時間を調整し、反りの原因となる内部応力を軽減する。さらに、金型内で部品の向きを適切に調整し、冷却過程での応力を最小限に抑えることで、反りの可能性を低減します。
2.収縮:
問題点PA材料は収縮率が高い傾向があり、意図した設計寸法よりも部品が小さくなる可能性がある。この収縮は、最終製品の機能性や組み立て性に悪影響を及ぼす可能性がある。
解決策可能であれば、収縮率の低いPAグレードを選ぶ。PAの配合によって収縮特性が異なります。一部の変性PA樹脂は収縮率を低減しています。金型設計の際には、予想される収縮を考慮し てキャビティ寸法を調整し、収縮許容値を組み込む。例えば、収縮率が2%の場合、キャビティ寸法を2%大きくする。工程管理の面では、収縮を最小化するために、パッキング圧力と時間を最適化する。過度の収縮を防ぐため、材料が十分に冷えるまでパッキング圧力が維持されるようにする。
3.フラッシュ
問題点フラッシュは、溶融したPA材料が金型キャビティから漏れることで発生します。通常、パーティングラインやエジェクターピンの穴の周辺に発生します。これは通常、過剰な射出圧力、金型の密閉不良、金型部品の摩耗が原因です。
解決策金型が摩耗していないか定期的に点検する。摩耗したシール、ガスケット、その他金型の密閉性に影響する可能性のある部品を交換する。例えば、エジェクターピンの周りのOリングが摩耗している場合は、漏れを防ぐために交換する。射出圧力が高すぎる場合は、射出圧力を下げ、ショートショットのような他の欠陥の原因にならないようにする。また、射出成形機の型締力が、加圧下での材料漏れを防ぐのに十分かどうかを確認する。

4.表面の欠陥(シンクマーク、筋):
問題ヒケとは、成形品の表面にできる窪みのことで、通常、射出時に材料が十分に充填されないことが原因です。筋は、不適切な材料の流れ、汚染、または射出ノズルの問題によって発生する可能性があります。
解決策ヒケを防ぐには、充填圧力を高め、充填時間を長くして、材料が金型キャビティを完全に満たし、冷却中の体積収縮を補うようにする。溶融粘度の高い材料を使用することも、ヒケの発生を抑えるのに役立ちます。ストリークについては、射出成形前に材料が清潔で適切に乾燥されていることを確認してください。射出ノズルの詰まりや損傷は、材料の不均一な流れを引き起こし、ストリークの原因となるため、定期的に点検と清掃を行う。さらに、金型キャビティへの材料の流れがスムーズで均一になるように、ゲートの設計を最適化する。
5.吸湿性:
問題点PA素材は吸湿性があり、環境から水分を吸収します。過度の湿気は加工中に加水分解を引き起こし、材料の機械的特性を劣化させる。
解決策加工前にPA素材を適切に乾燥させる。これには乾燥剤を使用する。吸湿を防ぐため、PA素材は乾燥した環境で保管してください。場合によっては、吸湿性の低いPA素材の選択も検討してください。
6.脆さ:
問題点PA部品は、材料が適切に処理されなかったり、含水率が高すぎたりすると脆くなることがある。
解決策成形前にPA材料を適切に乾燥させ、含水率を下げる。また、温度や充填時間などの加工パラメータを最適化し、材料が望ましい機械的特性を達成し、脆性が減少するようにする。
7.カラーバリエーション:
問題不適切な着色剤の選択、着色剤の不十分な混合、または一貫性のない加工条件により、色のばらつきが生じることがある。
解決策PA材料に適した着色剤を選択し、樹脂と適切に混合する。温度や圧力などの加工条件を最適化し、部品全体の色が一定になるようにする。
8.退場問題:
問題金型から部品が取り出しにくいなどの射出問題は、部品の向きが不適切であったり、抜き勾配が不十分であったり、射出システムが不適切であったりするために発生します。
解決策十分な抜き勾配をつけ、射出を容易にするために金型表面を滑らかにし、金型設計を改善する。金型からの取り出しが容易になるように、部品の向きを調整する。さらに、適切な射出システムを導入し、射出力を調整することで、スムーズで効果的な部品取りが可能になります。
9.冷却システムの問題
問題不十分な冷却や不均一な冷却など、冷却システムに問題があると、反り、長いサイクル時間、部品の品質低下などの欠陥につながる可能性があります。
ソリューション冷却流路の配置と流れを最適化することで、冷却システムの設計を改善する。PA素材に適した冷却液を選択し、効率的な熱伝達を確保する。冷却システムを定期的にメンテナンスし、最適な性能で作動するようにする。
10.内部の亀裂:
問題点成形品の急冷や残留応力により、内部クラックが発生することがある。
解決策内部クラックを防ぐには、金型温度を高くして冷却を遅らせ、残留応力を減らす。さらに、射出後の冷却を緩やかにし、材料が均一に冷却され、内部応力が緩和されるようにする。

PA射出成形の用途は?
PA(ポリアミド)、別名ナイロンの射出成形は、その優れた機械的特性、耐摩耗性、化学的安定性により、様々な産業で広く使用されています。以下は、その主な用途の包括的な概要です:
1.自動車産業:

エンジン・コンポーネント
PAは、インテークマニホールドなどの部品の製造に使用されます。その高い耐熱性と機械的強度は、過酷なエンジン環境における安定性と耐久性を保証します。従来の金属製インテークマニホールドと比較して、PA射出成形マニホールドは重量を減らし、燃費と車両性能を向上させます。

自動車内装
PAは、シート・アジャスター、ドア・ハンドル、ダッシュボード部品などの製造に使用されます。耐摩耗性と表面仕上げに優れているため、シート・アジャスターのように使用頻度が高く、目に見える部品で、繰り返しの機械的ストレスに耐えなければならない部品に最適です。
2.電気・電子:
コネクター:
PA射出成形コネクタは、優れた電気絶縁特性と機械的安定性を提供し、コンピュータ、携帯電話、家電製品などの電子機器の信頼性の高い接続を保証します。精密な射出成形プロセスは、コネクタの小型化と高密度設計をサポートします。

電子機器のハウジング:
PAは、カメラや電動工具などの家電製品の外殻に使用されている。その耐衝撃性と耐薬品性は、内部部品を物理的な損傷や腐食から守ります。
3.消費財:

おもちゃだ:
アクションフィギュアや乗り物玩具などのPA射出成形玩具は、耐久性に優れ、乱暴な遊びにも耐えることができます。この素材の柔軟性と強靭性は破損を減らし、玩具の長寿命を保証します。

家庭用品:
PAは、ほうきの柄、掃除機の部品、台所用品などの製品に使用されている。その耐摩耗性と清掃のしやすさから、傷や汚れに強い台所用品など、より実用的なものとなっている。
4.産業用途:
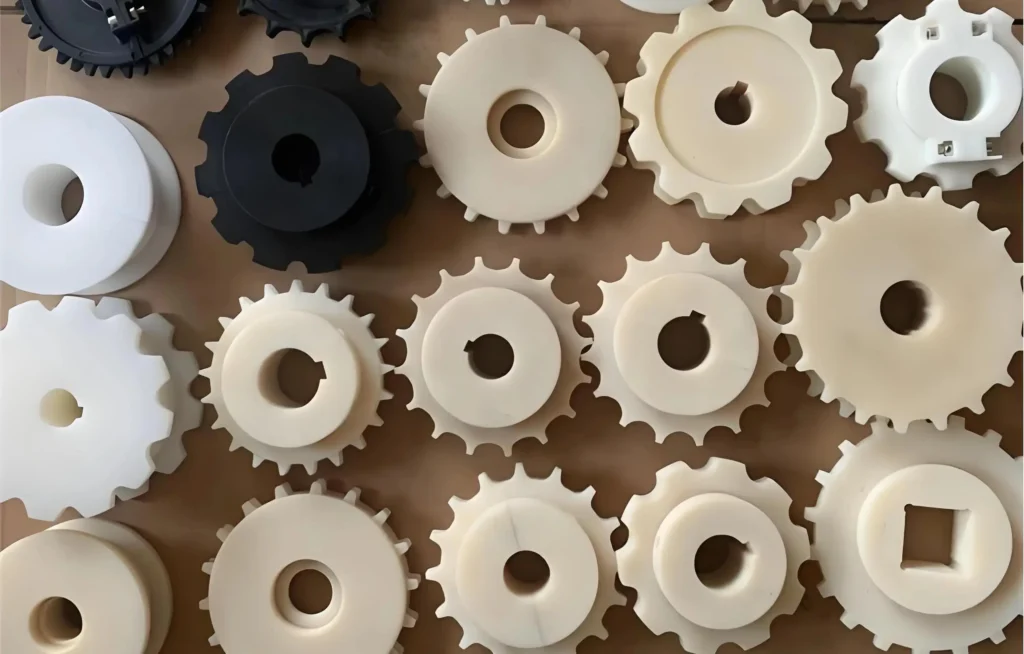
ベアリングとギア:
PA射出成形ベアリングとギアは、軽荷重機械装置に使用されています。その自己潤滑性により、摩擦や摩耗が減少し、コンベヤシステムなどの機器の効率や耐用年数が向上します。

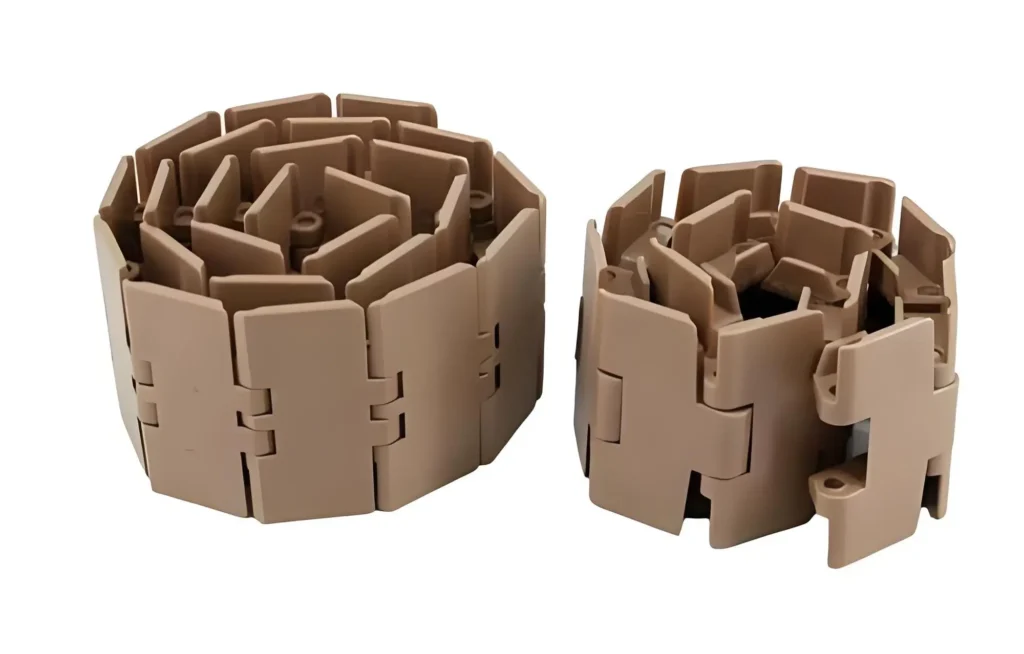
工業用容器と継手:
PAは、化学処理プラント用の貯蔵タンク、パイプ、継手の製造に使用される。その耐薬品性により、これらの容器は劣化することなく様々な化学物質を安全に貯蔵することができる。
5.医療機器
6.航空宇宙:

PAは、手術器具、人工装具、医療機器用ハウジングの製造に使用される。その生体適合性と滅菌性は、医療用途の厳しい要件を満たしており、高精度で衛生的な機器に適しています。

航空宇宙産業では、構造パネルや内装継手などの部品にPAが使用されている。その高い強度対重量比と耐久性は、航空宇宙環境の厳しい条件に理想的です。

射出成形廃棄物削減:再粉砕、リサイクル、クローズドループシステム
見てください、射出成形における廃棄物は単なる環境問題ではありません。それはあなたのドアから出て行くお金です。この業界で20年以上働いてきた経験から、あまりにも多くの事業が利益を失っているのを見てきました。なぜなら彼らは

エネルギー効率の高い射出成形:機械選定とプロセス最適化
射出成形は、工場内で最もエネルギー集約的な製造プロセスの一つです。単一の油圧機械は30〜60kWを連続的に消費することができ、そのエネルギーの大部分は無駄になります。

持続可能な射出成形プラクティス:エネルギー、廃棄物、材料戦略
重要なポイント:エネルギーコストは射出成形の運営費用の30〜40%を占める 全電動機は油圧プレスより50〜70%少ないエネルギーを使用 ホットランナー金型はランナー廃棄物を排除し、サイクルごとに15〜30%の材料を節約
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

