 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形金型 射出成形におけるリフター? | ZetarMold

Most products with undercuts in the injection mold can use lifters to remove the undercuts. The purpose is similar to that of the slider mechanism because the demolding direction of the injection molded product is that the injection molding machine pushes the product out of the push plate, and there is only one demolding direction.
製品にボスや穴、溝がある場合、脱型方向と一致しないとアンダーカット(ボタンの位置)ができてしまう。アンダーカットを除去するために、他の方向に脱型する機構を追加する必要がある。

コスト、作る難しさ、機能性を考えると、リフターかスライダーのどちらかを使えるなら、内側のアンダーカットにはリフターを、外側のアンダーカットにはスライダーを使う。リフターはシンプルで作りやすく、安価で場所も取らないので良い。

ノートパソコンのカバー金型のように、小さなスラントエジェクターがたくさんある金型では、スラントエジェクターの大きさが比較的小さかったり、スラントエジェクターの移動スペースが十分でない場合、非常に実用的で、後金型の排出機構を簡素化することができます。ここでは、射出成形におけるスラントエジェクターとは何かについて説明します。
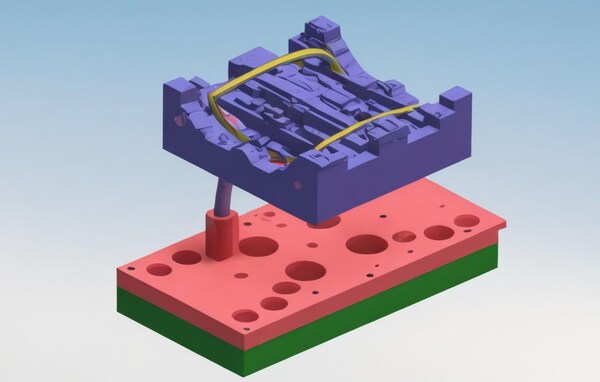
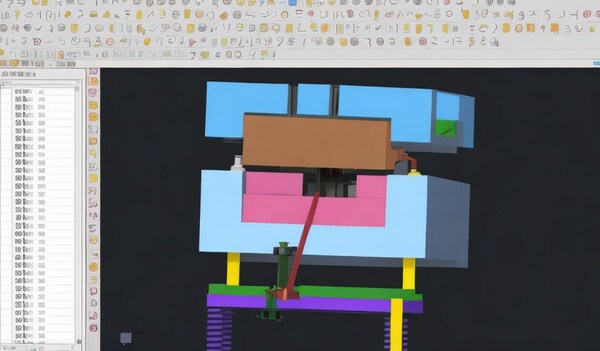
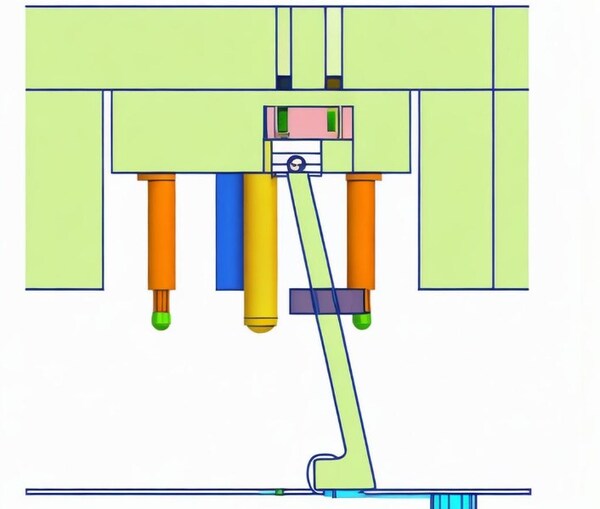
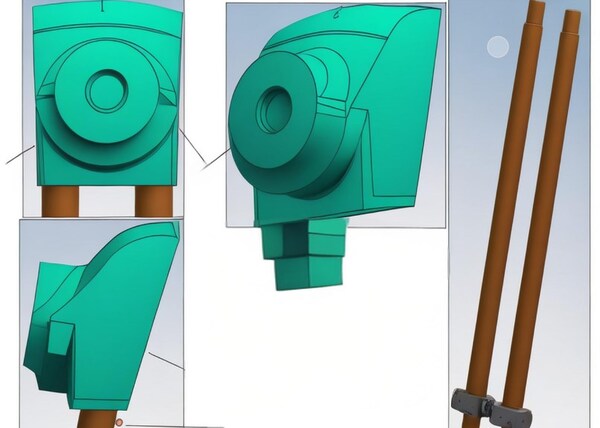
スラント・エジェクターの構造とは?
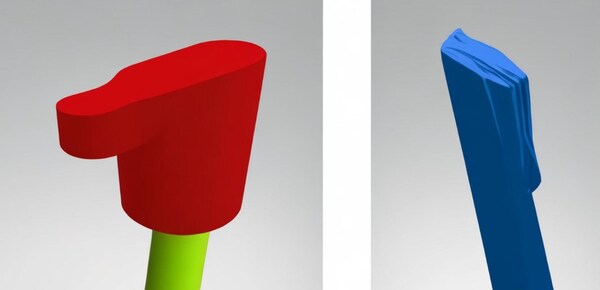
スラントエジェクターヘッド
主に金型部分です。アンダーカット位置の底面は、加工や金型合わせがしやすいように直線にするのが一般的です。他の3つの面は、シーリング接着剤とのマッチングを容易にするために傾斜させます。スラントエジェクターヘッドの上面は、排出時にスラントエジェクターが接着剤を削らないように、接着剤位置面より0.05~0.1mm低くするのが一般的です。
スラントエジェクターロッド
主にスラントエジェクターシートとスラントエジェクターヘッドを接続し、スラントエジェクション時の放出力を負担する必要がある。
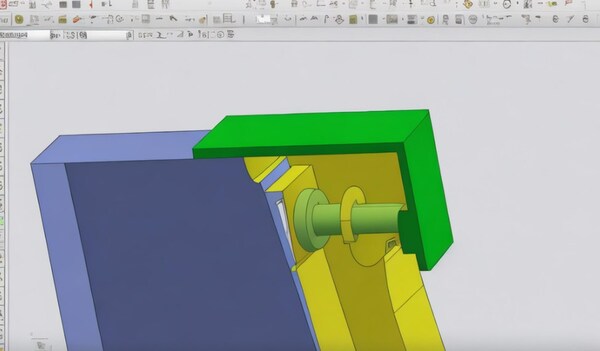
ガイドブロック
金型を加工する際、可動テンプレートは歪みや変形を減らすために空気を避ける(摩擦を減らす)ように処理され、正確な位置決めや調整を容易にするためにガイドブロックが追加されます。

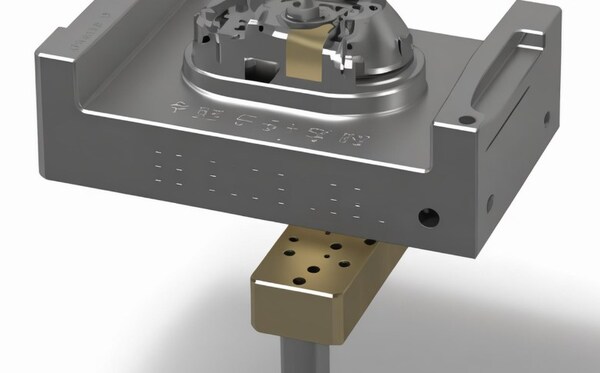
ガイドスリーブ(銅合金+グラファイト)
複合リフターには、潤滑とガイドのために2つのガイドスリーブがあります。リフターロッドは長期間の使用により摩耗します。ガイドスリーブを追加することで、摩耗を減らし、精度に問題がある場合のメンテナンスや交換を容易にすることができます。

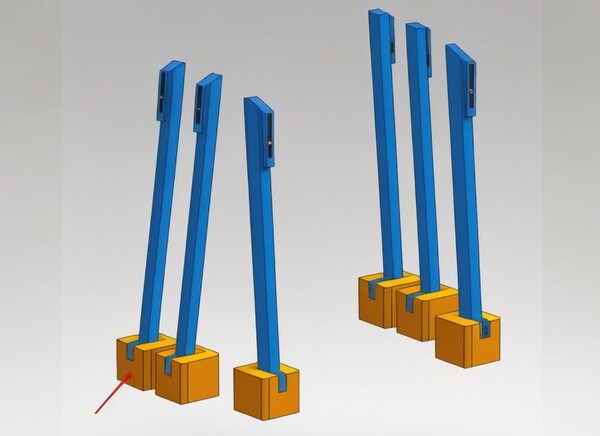
リフトシート
インテグラルリフターのガイド方法には、通常「T」スロットガイドとピンガイドがあります。ピンガイドが最も一般的で、加工や取り付けが簡単です。T型スロットガイドの価格はやや高く、T型ベースが別途必要です。また、加工や取り付けがピンタイプより複雑になる。

インジェクションリフターの適用材料は?
Cr12Movスチール素材
Cr12Movは高品質の高炭素合金鋼で、硬度と強度が非常に高く、高温と長期の使用に耐える。優れた耐食性、高い衝撃強度、良好な加工性能、良好な耐摩耗性などを持っています。Cr12Movリフターは通常、大型金型の製造に適しており、これらの金型は巨大な圧力に耐える必要があるためです。

45# 鋼材
45# 45#鋼は低炭素鋼で、中小射出成形金型の生産に広く使われている。被削性と靭性に優れ、比較的安価です。しかし、この材料の硬度は低く、高圧に耐える必要のない一部の小型金型にしか適していません。

SKD11 鋼材
SKD11 steel is a cold work tool steel that is widely used in the manufacture of injection molds because of its strength and wear resistance. It has good hardness, excellent corrosion resistance, and good machinability. It can withstand high temperature and high pressure without deformation, which is very suitable for the production of large injection molded products.

H13スチール素材
H13鋼は最高の金型用鋼の一つである。高い熱安定性、良好な硬度と靭性、優れた耐摩耗性と耐熱性などを持っています。H13鋼は非常に優れているため、多くの種類のプラスチック金型に使用され、特に長持ちし、たくさん使用される金型を作るのに適しています。
S136鋼材
S136鋼は高品質のステンレス鋼です。高強度、優れた耐摩耗性、高精度、強い耐食性を持っています。S136鋼は通常、電子機器、医療機器、機械部品などの射出成形品の高精度部品に使用されます。

リフター設計における考慮点とは?
傾斜エジェクターはエジェクションシステムの一種です。部品にアンダーカットがある場合、位置決めをするのは不便ですが、傾斜エジェクターをするのは便利です。

もう一つの状況は、ストレートエジェクターで深く長い骨を排出する場合、ストレートエジェクターに骨が付着しやすく、その部分を取るのが容易ではないので、傾斜エジェクターを使用して排出しなければならない。

傾斜エジェクターは後金型傾斜エジェクターと前金型傾斜エジェクターに分けられる。傾斜エジェクターはコアと同じ材料には使用できません。一段硬くする必要がある。小型の傾斜エジェクターはFDACを使用する、

射出成形リフターの設計アイデア
まず、傾斜エジェクタのトリップストロークを計算する。次に、排出ストロークから傾斜エジェクタの傾斜を算出する。次に、傾斜エジェクターの横方向のシール位置を決める。横方向のシール位置が望ましいが、縦方向のシールも可能である。

垂直シールの場合、傾斜エジェクターにより製品バックルののり位置が横方向に変形することがありますのでご注意ください。傾斜エジェクターが横方向に動くスペースが大きすぎると、製品バックルののり位置が横方向に変形することがあります。時間が限られている場合は、垂直シールを使用することができる。

次に、傾斜天板の加工基準位置を作成し、加工基準位置は糊位置の出る方向を基準とし、加工基準位置から傾斜天板の傾斜面を下向きにして傾斜天板の横移動方向の厚みを調整する。

傾斜天板の全長が100mm未満の場合、傾斜天板の厚さは6mm以上を保証する。全長が100mmを超える場合、傾斜トップの厚さは8mm以上でなければならない。この厚みが得られない場合は、傾斜トップの全長を短くしてください。
傾斜した天板の両側を接着する。傾斜トップの強度と位置によって、接着剤の量を決める。

強度が足りない場合は、接着剤を多めに使う。ただ、接着剤が傾斜トップの側面を覆うようにする。テンプレートに傾斜天板を通す穴を開け、傾斜天板用のブロックを作る。傾斜した天板の座面を設計し、角が鋭くならないようにする。

傾斜トップ構造の注意点は?
傾斜トップの排出距離は高すぎない
通常、傾斜頂部の突き出し距離は、壊れやすい高さにはならない。全自動生産が可能な金型の傾斜頂部の排出距離は、半自動ピックアップの傾斜頂部の排出距離よりも長くすることで、ロボットが製品をピックアップする際の力のムラを防ぎ、製品の取り出しに失敗しないようにしています。

全自動排出距離 = 製品距離 (H) + 安全値 (K) 5.00~10.00mm; 半自動生産排出距離 = 製品高さ (H) X (2/3) .
傾斜トップの角度範囲は3°~15°です。
傾斜トップの角度範囲は3°~15°で、ベストは3°~8°である。傾斜トップの角度が12°を超える場合、強度を考慮するだけでなく、生産時の過大なトルクによる傾斜トップの変形や破損を防ぐため、傾斜トップロッドに補助ロッドを装備する必要がある。

傾斜した上面に製品が張り付く現象は、生産時に最も起こりやすい。通常の方法は、製品の脱型勾配を大きくすることである。設計の際、傾斜頂部にリブが多すぎることは避けるべきである。
傾斜エジェクターは薄すぎてはならない
傾斜エジェクターは細くしすぎない。小型製品の傾斜エジェクターの最小厚み(直径)は3.00mmです。500.00mm以上の製品では、傾斜エジェクターの最小厚み(直径)は25.00mm以上とし、製造時の過大なトルクによる傾斜エジェクターの変形や破損を防いでください。

傾斜エジェクターはエジェクションシステムの一部であり、エジェクターピンを使って部品を排出するのと同じです。傾斜エジェクターとエジェクターピンの干渉を避けるために、エジェクターピンを傾斜エジェクターと同じ位置に設置する必要はありません。射出成形用リフター。
射出成形リフター構造金型の役割とは?
にはいくつかの理由がある。 プラスチック射出成形業界 は、傾斜したエジェクター構造を持つ金型を必要とする。主なものを紹介しよう:

金型の押出性能の向上
金型の製造工程では、通常、金型の片側に傾斜エジェクターを追加して、材料の流れと排気を助けます。傾斜エジェクターは、材料の流れの抵抗を減らし、材料の流れをよりスムーズにすることができます。これにより、金型の押出速度と効率を向上させることができます。

金型の充填性能の最適化
射出成形では、材料が金型全体を満たし、隅々まで行き渡るようにします。上部に角度をつけたデザインは、プラスチック部品のバーブが金型から出にくい場合に役立ちます、

そのため、金型の充填性がよくなる。移動の原理はまた、金型の開閉の垂直方向の動きを水平方向の動きに変えることで、横方向のコアの引き抜きを完成させます。
製品の品質向上
射出成形金型において、傾斜頂部の位置と角度は射出成形品の外観品質と密接な関係がある。傾斜頂部の位置と角度を合理的に設定することで、金型をしっかり閉じさせ、射出成形品内部の気泡を大幅に減少させ、射出成形品の外観品質と表面仕上げを向上させることができる。

傾斜した上部構造は、材料をよりスムーズに金型に充填させ、製品内部との干渉を避け、製品の品質と精度を向上させることができる。

生産効率の向上
傾斜絞り構造金型は、射出成形工程でコアロッドを傾斜制御で滑らせることができ、製品の成形時間と生産サイクルを短縮し、生産効率を向上させる。

製品精度の向上
傾斜絞り構造金型のコアロッドは、スライドプロセス中も安定した状態を保つことができ、製品内部との干渉を避け、製品の精度と品質を向上させることができる。
開閉時の型詰まりを防ぐ
金型が開閉するとき、何らかの原因で金型と金型の隙間が小さくなったり、なくなったりして、重大なジャムを引き起こすことがある。そんなときに役立つのが傾斜トップだ。傾斜トップの傾斜構造とフローティング装置により、金型の開閉がスムーズになり、金型詰まりの問題を解決することができます。

金型の寿命を延ばす
射出成形金型を使用する場合、金型平面は全面で研磨されるわけではなく、局所的な摩耗もあるため、テンプレート間の隙間が減少しやすく、ジャムが発生する確率が高くなる。

傾斜頂部の設計は、金型間の隙間問題を効果的に緩和することができると同時に、テンプレート間の衝撃力を最小限に抑え、金型の寿命を延ばすことができる。
残留応力の低減
斜めドロー構造の金型を設計することで、成形時の残留応力の発生を抑えることができる。 射出成形プロセスこれは、製品の寸法精度と安定性を向上させるのに適している。

生産コストの削減
斜め絞り構造の金型の設計は、金型製造の難易度とコストを下げることができ、また、製造過程でのメンテナンスコストとスクラップ率を下げることができ、全体的な製造コストを下げることができる。

市場競争力の向上
傾斜エジェクター構造の金型を使用することで、より高品質な製品を生産することができ、製品の付加価値と市場競争力を向上させ、熾烈な市場競争の中で企業がより多くの市場シェアを獲得することができる。
結論
プラスチック射出成形金型の設計では、複雑な金型キャビティ、複雑な金型設計に対処し、金型の射出効率を向上させるために、通常、よりシンプルな金型排出機構を設計する必要があります。

特に射出圧力が高い場合、上下左右に動くエジェクター機構(エジェクターピンなど)とモールドリフターを合理的に使用することで、プラスチック射出成形の強化効果を効果的に高めることができる。

エジェクタープレートと射出成形金型リフターの設計は、製品のスムーズな脱型を保証し、それによって全体的な生産プロセスを最適化するのに役立ちます。

傾斜エジェクターは射出工程における重要な部品です。製品のアンダーカットを処理し、スムーズな脱型を保証するために使用されます。

傾斜エジェクターは構造が簡単で、コストが低い。Cr12Mov、45#鋼、SKD11など様々な鋼材を使用でき、様々なサイズやニーズの金型に適しています。

傾斜エジェクターの設計には、傾斜エジェクターの角度、排出距離、材料の選択が含まれる。構造強度と移動スペースに注意する必要があります。

傾斜エジェクターの設計を最適化することで、金型の充填性能、生産効率、製品品質を向上させ、金型寿命を延ばし、生産コストを削減することができる。

つまり、傾斜エジェクターの合理的な応用は、生産工程を最適化するだけでなく、市場競争力を高め、最終製品の精度と信頼性を確保する。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







