 コンテンツへスキップ
コンテンツへスキップ 

はじめに
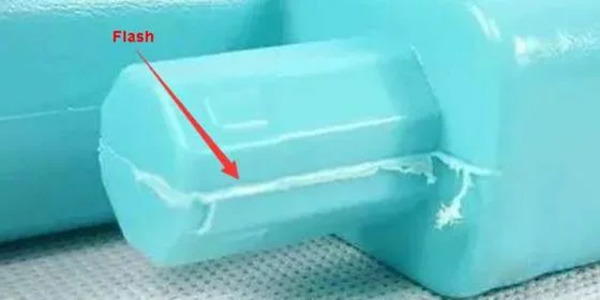
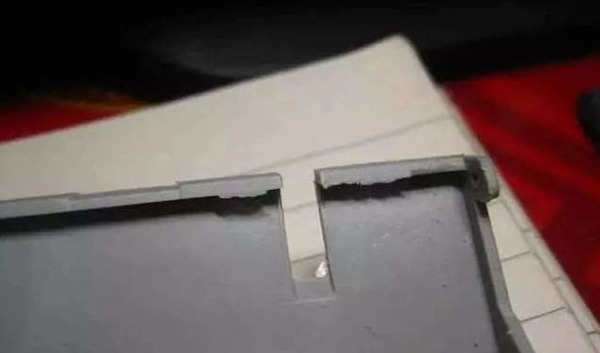
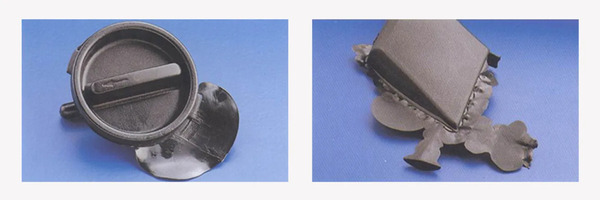
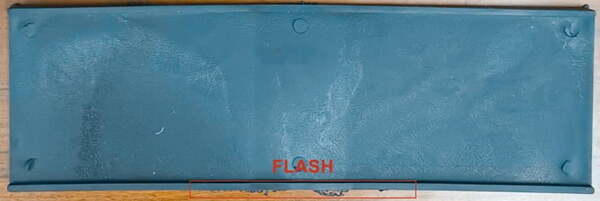
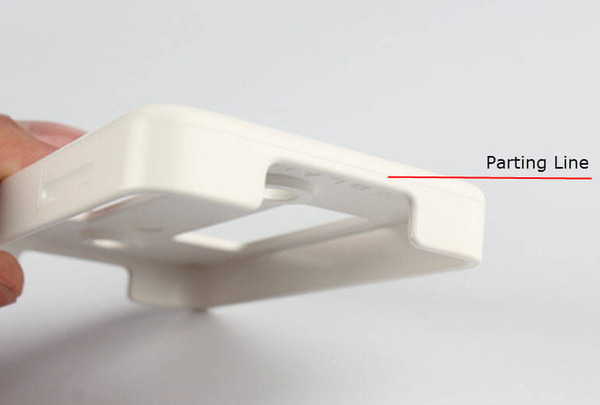
フラッシュは射出成形において最も一般的な欠陥の一つである。パーティングラインや、金型の2つの異なる表面が出会って境界を形成するその他の部分に、プラスチックの薄い層ができることです。このような部分では、膨張やその他のパラメータに違いが生じ、フラッシュの発生確率を高める原因となります。

Dealing with flash in injection molding is easy, but it takes more time and makes the process less efficient. Plus, removing flash – whether you do it by hand or with a machine – can hurt the quality of your product and damage your mold, which costs you more money and other bad stuff. That’s why it’s so important to keep flash defects to a minimum in your injection molding projects.
プラスチック射出成形の不具合を解決するには、まず不具合を特定し、的を絞ったアプローチで効果的に解決する必要があります。そうすることで、最速の結果が得られ、射出成形プロセスを最適化し、すべての不良をなくすための正しい方向性を示すことができます。

射出成形におけるフラッシュとは?
バリとは、パーティングラインや境界線など、金型の異なる形状や領域が接する部分に余分なプラスチックがある場合に発生する欠陥のことです。ほとんどの場合、プラスチック成形品のバリが発生するのはパーティングラインである。しかし、他の場所でも発生することがある。どこに発生しても、原因と結果は同じである。
プラスチック射出成形メーカーの多くは、成形品に発生するバリ(引け巣)を大幅に減らすことはできても、完全になくすことはできない。その主な理由は、射出成形のトータルコストです。フラッシュのない金型は非常に高価ですが、ほとんどの企業はコスト、品質、美観の間でトレードオフを見出します。
射出成形のフラッシュの主な原因
射出成形における引火は、さまざまな理由で起こりうる。問題の原因が1つではないこともあります。パーティングラインの不一致や流動不良などが考えられますが、射出成形品にバリが発生するという結果は同じです。

射出成形のバリ問題について注意しなければならないのは、バリが1つの事例やサブプロセスに限定されないということです。バリには複数の原因があり、射出段階での問題から治具の欠陥、あるいは粘度、圧力、速度といったその他の理由まで、さまざまな理由で起こりうる。
ここでは、プラスチック成形のバリが発生する最も一般的な原因とその発生時期について説明する。
射出段階での金型バリ
パーティングラインのミスマッチ
パーティングラインの不一致の最大の原因のひとつは、金型を開いたままにするほこりやごみなどの環境汚染物質の存在である。その結果、余分な材料が漏れ出し、引火欠陥の原因となる。さらに、金型の欠陥もこの問題を引き起こすことがある。

このような欠陥は、主に使用による経年変化で伝播します。たとえ完璧な金型があり、汚染物質がないことを確認したとしても、不適切な型締め圧力や非常に複雑な形状を扱う場合には、バリが発生する可能性があります。キャビティやその他の複雑な形状は、金型にかかる全体的な圧力を増加させ、特定の領域で漏れや欠陥の原因となります。
不適切な換気
射出成形は複雑な工程です。温度、圧力、エアポケットなどに注意を払わなければならない。例えば、閉じ込められた気泡は射出成形の設計において大きな問題です。パーツの強度を台無しにしてしまうのだ。

また、射出成形部品には、良好な成形のための特定の温度範囲があります。ベントは、これらすべてを正しく機能させるものです。これらのどれかがうまくいかないと、フラッシングだけでなく、多くの問題が発生する可能性がある。
梱包・保管中のモールドフラッシュ
低クランプ圧
フラッシュは、包装段階と保持段階の両方で発生する可能性がある。充填段階では、冷却中の材料の収縮を考慮する。これを処理する最善の方法は、余分な材料を追加する一方で、保持段階では冷却するまでシステム全体の圧力バランスを保つことです。

どちらの場合も、クランプ圧力は適切でなければならない。クランプ力が間違っていると、パーティングラインが乱れ、流入した液体が流れ出てフラッシュの原因になる。
スプルーブッシュの問題
スプルーブッシュは、金型内で溶融プラスチックをキャビティに移送する部分です。時間の経過とともに、射出圧力の力を維持するための支えを失い、その機能を劣化させることがあります。この場合、射出成形部品には欠陥が生じますが、その最も一般的なものがバリです。
射出成形工程における金型のバリ
プロセス段階以外にも、次のような要因がある。 射出成形 工程と流動の特性によるバリ。プラスチック部品がプロセスの特性によってどの程度バリが発生するかは、以下のプロセス特性によって決まります。
粘度
粘度とは、あらゆる液体の流れの特性であり、射出成形プロセスの中核をなすものである。粘度が低いと、溶融液が金型形状から流れ出しやすくなり、バリという変形が生じやすくなります。一般的に、この粘度は温度、材料特性、圧力、速度の関数です。
バレルとノズルの温度
プラスチックを厚くし、部品にフラッシュを発生させるのは圧力だけではありません。バレルやノズルの温度も大きく影響します。プラスチックを加熱すると、より薄くなり、より漏れやすくなります。射出成形機を高温にすればするほど、バリが発生しやすくなるのはそのためです。
オーバーフィル
どのような射出成形セットアップにも、サイズと形状に基づく限界があります。溶融プラスチックが過剰に充填されると、射出圧力は当然ながらクランプ圧力を上回り、漏れが生じます。これにより、バリやその他のデフォルトが発生する可能性が高くなります。しかし、冷却によってプラスチックが収縮し、射出成形のアンダーショットによる不完全な部品は避けたいので、送りの設定を調整する際には注意が必要です。

高圧
圧力は、引火の可能性を高める最も一般的なプロセス特性のひとつである。基本的な物理学によれば、圧力が高いほど、閉鎖環境における温度と流動特性が高くなります。圧力の上昇とそれに伴う粘度の上昇は、引火を含む複数のデフォルトにつながる可能性があります。
オーバーパッキング
設計は複雑で、金型には複雑な経路がある。そのため、射出成形部品にバリが発生することがある。狭い領域では、少量の溶融液が固化して流れを妨げることがある。これにより金型内に圧力が生じます。バリが発生するだけではありません。反り、不均一な密度、その他の関連する問題が発生します。

射出成形品のフラッシュの原因
材料温度が高すぎる
高温の溶融物は、溶融粘度が低く、流動性がよく、金型のわずかな隙間にも流れ込んでバリが発生する。そのため、バリが発生した後は、バレル、ノズル、金型の温度を適切に下げ、射出サイクルを短縮する必要がある。
ポリアミドのような低粘度メルトの場合、成形条件を変えるだけではバリ不良を解決することは難しい。材料温度を適切に下げながら、金型を精密に加工し、金型ギャップをできるだけ小さくするように補修する必要がある。

クランプ力不足
射出圧力が型締力より大きいと、金型パーティング面のなじみが悪く、バリが発生しやすくなる。ブースト圧が過大になっていないか、プラスチック部品の投影面積と成形圧の積が装置の型締力を超えていないかなどをチェックする必要がある。
成形圧力は金型内の平均圧力で、通常時は40mpaとして計算します。箱型のプラスチック部品を作る場合、ポリエチレン、ポリプロピレン、ポリスチレン、ABSの成形圧力値は約30MPa、深い形状のプラスチック部品を作る場合、成形圧力は約36MPa、体積が10cm3以下の小さなプラスチック部品を作る場合、成形圧力は約60MPaです。

もし型締力がプラスチック部品の投影面積と成形圧力の積より小さいと計算したら、型締力が足りないか、射出位置決め圧力が高すぎることを意味します。射出圧力を下げるか、射出ゲートの断面積を小さくすることができます。また、保圧時間を短くしたり、射出ストロークを短くしたり、キャビティ数を減らしたり、大きな型締力の射出成形機を使用することもできます。
カビの欠陥
金型キャビティ分布のバランスが悪かったり、平行度が十分でないと、力の偏り、局部バリ、局部不満足などの原因になります。ランナーは、部品の完全性を損なわない範囲で、できるだけ質量対称中心に配置する必要があります。金型の欠陥はバリ発生の主な原因です。

バリが多い場合は、金型を入念にチェックする必要がある。可動金型と固定金型の位置合わせを再度行い、パーティング面がしっかりはまるか、キャビティとコアの摺動部の摩耗クリアランスが許容範囲外になっていないか、パーティング面に付着物や異物がないかなどをチェックする。
テンプレートが平行かどうか、曲げ変形がないかどうか、テンプレートの開口距離が金型の厚さに応じて正しい位置に調整されているかどうか、ガイドピンの表面が損傷していないかどうか、プルロッドが不均一に変形していないかどうか、排気溝が大きすぎたり深すぎたりしていないかどうか。以上のような段階的な検査の結果によって、機械的な処理によって誤差をなくすことができる。

プロセス条件の不適切な管理
射出速度が速すぎたり、射出時間が長すぎたり、射出圧力が金型キャビティ内で不均一になったり、充填速度が不均一になったり、供給量が多すぎたり、潤滑油を過剰に使用したりすると、バリが発生します。運転中の具体的な状況に応じて適切な処置をとる必要があります。
注目すべきは、バリ不良をなくすには、まず金型の不良をなくすことから始める必要があるということだ。バリが原因で成形条件や原料配合を変更すると、他の面に悪影響を及ぼすことが多く、他の成形不良を引き起こしやすい。
原材料
フラッシュの発生は、プラスチックの粘度が高すぎたり低すぎたりした場合に起こります。ナイロン、ポリエチレン、ポリプロピレンなど粘度の低いプラスチックは、クランプ力を強くする。吸水性の強いプラスチックや水に弱いプラスチックは、高温での流動粘度が大きく低下し、バリが発生する可能性が高くなるので、十分に乾燥させる必要がある。
再生材が多すぎるプラスチックも粘度が低くなるので、必要に応じて保持成分を補充する必要がある。プラスチックの粘度が高すぎると、流動抵抗が大きくなり、キャビティ圧を高めるために大きな背圧が発生し、クランプ力が不足してバリが発生する。プラスチック原料の粒子径が不均一な場合、添加量にばらつきが生じ、部品が充満しなかったり、バリが発生したりする。
射出成形フラッシュのソリューション
間違いなく、フラッシュは大きな問題だ。機能的にも美的にも、さまざまな問題を引き起こす可能性がある。しかし、射出成形のバリから解放されることは可能です。
成形品のバリ発生を抑える6つのベストな方法をご紹介します。
製造可能な設計
射出成形部品にバリが出ないようにする最善の方法は、製造性を考慮した設計をすることです。つまり、最も複雑な方法ではなく、やりたいことを実現するための最もシンプルで効果的な方法を用意することです。

射出成形プロセスの観点からこれを理解するために、パーティングラインについて考えてみよう。この分野の専門家は、パーティングラインを表面ではなくエッジに入れるように言う。これは美的にも機能的にも利点がある。エッジにあるパーティングラインは見えません。また、縫い目によってパーティングラインの不一致が相殺されるため、フラッシュが発生する可能性が低くなります。
今日、DFM分析を使用することは、あらゆる工業用射出成形プロジェクトに必須です。結果をシミュレーションし、流動特性を表示したり、反り、バリ、熱流束など射出成形における一般的な問題を予測できる特別なソフトウェアツールがあります。例えば、Zetar Moldでは、部品設計ファイルをオンライン製造プラットフォームにアップロードすると、部品のDFM分析を無料で受けることができます。すべての情報とアップロードは安全で秘密厳守です。
注入速度を遅くする
射出成形におけるバリ低減のもう一つの大きな方法は、工程変数をコントロールすることです。射出率は、バリ発生の原因となる粘度、圧力、温度に直接影響します。ほとんどの工程変数が射出速度に関連しているため、多くの専門家が引火に対処する際に最初に行うのは、この方法です。

フラッシュレス金型の指定
射出成形部品のバリ取りの最良の方法は、バリレス金型を使うことです。それが最善の方法ですが、高価です。多くの企業や用途では実用的ではありません。美観、機能性、その他すべてが重要で、コストに問題がない繊細な用途であれば、欠陥のない部品を得るためにはこの方法が最適です。
適切なカビのクリーニング
パーティングラインが不一致になる主な原因のひとつは、金型内にほこりやゴミなどのゴミがたまることです。さらに、狭いキャビティ内のゴミが過保持を引き起こし、部品全体の欠陥をさらに悪化させることもあります。金型を清潔に保ち、メンテナンスすることで、こうした問題の可能性を最小限に抑え、最良の結果を得ることができます。
適切な金型メンテナンスと工程改善
最後に、安定した信頼性の高い結果を得るためには、金型のメンテナンスとプロセスの最適化が重要です。時には、型締力と圧力が金型を傷つけ、変形を引き起こし、部品にさまざまな欠陥をもたらすことがあります。

射出圧力を下げる
射出圧力が高い。適切な減圧が必要で、設定範囲は60mpa~100mpa。
バレル温度を下げるという方法もある。金型温度を下げ、射出速度を下げて溶融プラスチック樹脂材料の流動性を低下させ、パラメーターを設定する。
ただし、この場合、製品に内部応力が残留することに留意する必要がある。処理に関しては、射出圧力を下げたり、加熱バレル温度を下げたり、射出速度を下げたりすることができる。

また、バリが発生する金型の表面を研磨し、硬い鋼材を使用することで解決できる。材料の違いから、流動性の良い材料はバリが発生しやすいので、金型のパーティング面をタイトにする必要がある。結晶性の材料は溶融時の粘度が非常に低く、金型パーティング面をタイトにする必要がある。
結論
フラッシュ・イン 射出成形 それを減らす最善の方法は、継続的に工程を最適化し、その兆候に注意を払うことです。フラッシュ・フリーの金型を購入することもできるが、それにはコストがかかる。それよりも、設計を改善し、金型をメンテナンスし、射出成形工程を最適化することによって、最も一般的な原因に対処し、最良の結果を得る方が現実的です。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






