

はじめにFor prototyping and low-volume production (approximately 10-1000 parts) of small objects, 3D printed 射出成形金型s provide a time-saving and cost-effective solution. They also offer more flexible manufacturing methods, empowering engineers and designers to test mold designs, make modifications easily. この記事では、3Dプリンターを活用して小物を射出成形するプロセスを掘り下げる。

3Dプリンティングを理解する
3Dプリンティングとは?
3D printing technology is a form of rapid prototyping. It involves breaking down a three-dimensional digital model created by a computer into layers of plane slices. These layers are then printed using powder, liquid, or filamentary materials such as plastics, metals, ceramics, or sand. The technology works by stacking these composite materials layer by layer based on slice patterns, resulting in the creation of a complete object.
溶融したプラスチックは、プランジャーやスクリューの圧力で圧縮され前進した後、バレルの前端にあるノズルから密閉された金型に高速で射出される。プラスチックが冷却され、一定時間かけて形が整うと、金型が開けられ、最終製品が姿を現す。
3Dプリンタのセットアップ
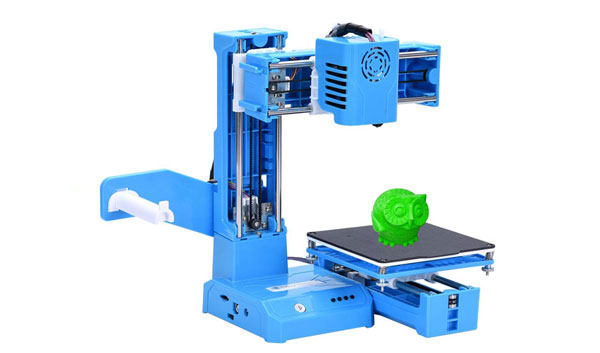
FDM3Dプリンター
溶融積層造形(FDM)プリンタは、今日の市場で最も普及しているタイプの3Dプリンタです。3Dプリンターメーカーの60%近くが、主にFDMモデルを提供しています。FDMプリンタは、溶融材料の成膜によるラピッドプロトタイピングを可能にし、主な材料はABSとPLAです。その主な利点の1つは費用対効果です。

しかし、FDMプリンターには、精度が低い、印刷速度が遅い、印刷製品の表面仕上げが粗いなどの欠点がある。近年は変動があったものの、FDMに根ざした3Dプリンティング技術は初期の成長段階を超えた。
デスクトップ3Dプリンタは、オープンソースのハードウェアや個人的な粗製乱造から脱却し、商業的でインテリジェントな機能の大幅な進歩を取り入れています。さらに、プロ仕様の機器は、人間中心の設計と使いやすさを重視するようになり、実用的な応用シナリオにより近くなっています。
SLA3Dプリンター
FDMプリンターと比較して、SLA 3Dプリンターは優れた印刷精度を提供し、より微細な輪郭のモデルが得られる。しかし、ハードウェアのコストが高いため、機械全体の価格が高価になります。さらに、スライス・ソフトウェアや操作手順が複雑なため、多くのユーザーにとって困難が伴う。これらの要因は、需要と供給の両方を制約している。

現在の開発トレンドは、FDMデスクトップ3Dプリンティング装置に牽引され、デスクトップ光硬化型3Dプリンターが好まれている。しかし、印刷速度の遅さ、印刷量の制限、液体感光性樹脂材料の複雑な取り扱いなどの問題から、この技術に対する拒否反応が広がっている。

SLS3Dプリンター
SLS 3Dプリンターは主に工業生産と軍事生産で利用されている。SLS 3Dプリンティング技術の進歩は、機能部品の作成における多様な材料の需要によって一貫して推進されている。これらの3Dプリンタで使用される主な材料は粉末材料であり、選択的レーザー焼結によって統合される。

DLP3Dプリンター
DLP 3D printing technology is faster than comparable SLA because each layer is cured in sheet form. DLP technology mainly uses DLP projection to focus the entire laser surface on the surface of the 3D printing material.
DLP 3Dプリンターは、高精細印刷に優れた性能を持ち、通常、小型カラータッチスクリーンを備え、多言語、鮮明な表示インターフェースを備え、USBケーブル、Wi-Fi、有線ネットワーク接続などをサポートする。管理も簡単です。
小さなもののためのデザイン金型
金型設計プロセスの主な内容は?
a.赴任辞令を受け取る。
b.図面を分析する:製品技術要件、主要管理寸法、公差要件を分析する。
c.金型計画の事前確認:金型構造、金型仕様、キャビティ数を確認する。
d.金型コスト分析を行い、見積書を提出する。

e.金型の主要構造を決定する。
f.金型図を作成する。
g.金型図面のレビュー、発行、保管。
h.金型加工手順を作成する。
i.各工程の文書(工程図、工程カード)を作成する。
j.プロセス文書のレビュー、発行、保管。
3Dプリンター射出成形のための材料選択
乳白色のSLA光硬化型ラピッドプロトタイピング感光性樹脂3Dプリント材料は、靭性は比較的低いものの、心地よい質感と十分な強度を示します。小さくて薄い部品は、脆性破壊の影響を受けやすいかもしれませんが、研磨が容易で、電気メッキに適しており、多彩な塗装や着色オプションがあります。

感光性樹脂は、光重合開始剤と樹脂(プレポリマー、希釈剤、少量の添加剤から成る)の2つの主要成分から成る。光重合開始剤と希釈剤の添加量は、樹脂の硬化速度と品質に大きく影響します。光重合開始剤と希釈剤の最適な割合は、硬化速度を高めるだけでなく、硬化品質も向上させる。したがって、成熟した安定した感光性樹脂3Dプリンティング材料を専門とする評判の良いメーカーを選択することが最も重要です。
感光性樹脂3Dプリント材料の性能に関しては、高強度、透明性、高温耐性、防湿・防水性を誇る輸入オプションが利用できる。

さらに、アルミナ(AI2O3)、ジルコニア(ZRO2)、ハイドロキシアパタイト(HAP)、リン酸三カルシウムなどの複合セラミック3Dプリント材料は、磁器のような光沢を提供します。高解像度のセラミック粉末と感光性樹脂で構成されるこれらの材料は、3Dプリンティング愛好家に別の選択肢を提供します。
FDM溶融堆積モデリング熱可塑性3Dプリント材料
それに比べ、表面の印刷層の跡は比較的目立ち、粗い。とはいえ、良好な強度、柔軟性、高い耐衝撃性、強い耐溶剤性、安定した耐久性などの材料特性は、精密な機能テスト、金型、最終製品に最適である。この技術で利用される3Dプリンティング材料は、デスクトップ3Dプリンター用の工業用グレードの材料と消耗品で構成されている。
SLS 選択的レーザー焼結粉末 3Dプリンティング材料
PA Series Nylon 3D Printing Materials: wear-resistant, high strength and stiffness, good chemical resistance, excellent long-term stable behavior, high selectivity and detail resolution, biocompatible, compliant with EN ISO 10993-1 and USP, compliant with EU Plastics Directive approved for use in food contact. Typical applications of this material are fully functional plastic parts of the highest quality. However, the surface is relatively rough.
Yansirは、深絞り金型、または特定の剛性、高熱たわみ温度、低摩耗を必要とするあらゆる用途にPA3200GFナイロンガラス繊維材料を提供しています。さらに、金属ルックの熱負荷部品によく使用されるアルミニウム充填ナイロン材料も提供しています。デスクトップレベルのLSレーザー焼結では、代替品としてPA12ナイロン粉末材料も提供しています。
DLPデジタル画像投影3Dプリンティング材料
独立した画素制御によるマスクプロジェクション積層により、高品質・高精度の三次元加工を実現。印刷精度は非常に高く、研磨を必要としない繊細な表面が得られる。
しかし、必要に応じて局所的な支持点を除去、修復、研磨することが重要である。さまざまな業界において、さまざまな物理的材料が選択可能であり、一般的な用途は、アニメ人形の赤色ワックス3Dプリントである。

現在、数多くのデスクトップレベルのDLPプリンターが販売されており、カラー3Dプリント材料を自由にブレンドできる柔軟性を提供している。とはいえ、これらのデバイスの印刷精度は、工業用プリンターと比較するとまだ不十分だ。
3Dプリントのステップ・バイ・ステップ・ガイド
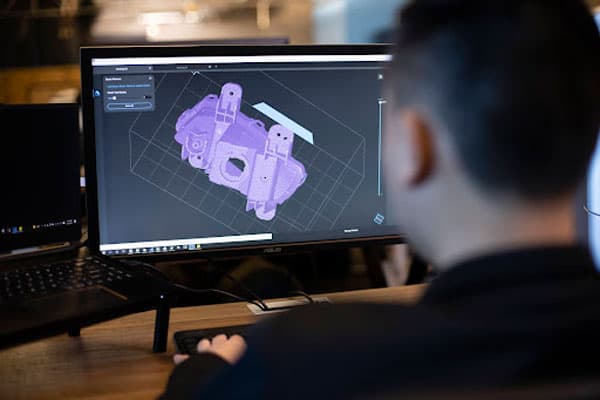
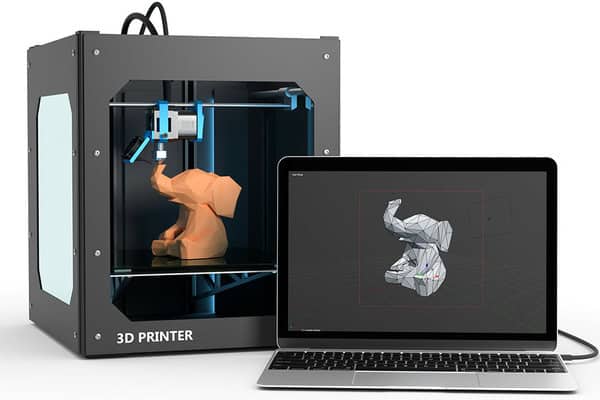
デザイナーはコンピュータ・モデリング・ソフトウェアを使用して製品の3次元デジタル・モデルを作成し、そのモデルを基に印刷工程を自動的に解析する。解析が完了したら、ユーザーは「印刷」ボタンを押すだけで、3Dプリンターが対象物を製造する。3Dプリントの原理は従来の印刷と似ているが、使用される原材料は異なる。
従来の印刷ではインクを使用するが、3D印刷ではプラスチックや金属などの材料が必要で、これらは液状、粉末状、フィラメント状にすることができる。セラミックや砂のような材料も3Dプリンティング工程で使用することができ、最適な物理的・化学的特性を持つように、印刷後にこれらの材料を再結合させることができる。
3Dデザイン
3Dプリンティングの設計プロセスは、コンピューター・モデリング・ソフトウェアを使用してモデルを作成することから始まり、そのモデルを分割したレイヤーごとのセクション(スライス)に分割します。3Dデザインソフトウェアは、3Dプリントの主要なデータソースとして機能し、プリントプロセスに必要なモデルを生成します。
一般的な国産の3Dデザインソフトウェアには、CAD、ZW3D、CAxなどがあります。3Dプリントのために利用可能な数多くの専門的なソフトウェアプログラムがありますが、3Dプリントに特化した、よりユーザーフレンドリーでわかりやすく実用的なソリューションの開発は現在も続いています。
スライシン
3Dプリンティングは、レーザー造形技術と同様に、3Dソリッドプリンティングを完成させるために、レイヤー加工と重ね合わせ造形を採用している。各レイヤーの印刷工程は2段階に分かれている。まず、プリンターがファイルの断面情報を読み取り、指定された領域に特殊な接着剤の層を塗布する。糊の液滴は極小で、広げるのが難しい。
これに続いて、均一なパウダー層がスプレーされる。接着剤と接触すると、パウダーは急速に固化して接着し、接着していない部分は緩んだままになる。接着剤の層とパウダーの層を交互に重ねることで、物理的なモデルが「印刷」されて形作られる。印刷後、緩んだパウダーは掃き掃除で簡単に取り除くことができ、残ったパウダーはリサイクル可能である。
完全印刷
3Dプリンターの解像度は、一般的にほとんどの用途に十分だが、曲面では精度が低下し、最終画像にギザギザが生じることがある。より高解像度の結果を得るには、まず既存の3Dプリンターで少し大きめに造形物を造形するのが一つの方法である。表面を優しく研磨することで、滑らかな仕上がりの「高解像度」オブジェクトを得ることができる。
よくある問題のトラブルシューティング
最上層に隙間がある
材料を節約するため、ほとんどのプリントは、中空のグリッド構造に包まれたソリッドエッジを特徴としている。例えば、30%のインフィル比率の場合、プリントの30%だけが固形材料で、残りは空気である。内部が空洞であるにもかかわらず、外装がしっかりしているように見せることが目標です。そのため、スライス・ソフトウェアには、最上層と最下層の厚さを決定するための設定が用意されている。この問題の根底には、さまざまな潜在的な原因と、それに対応する解決策がある:
a.問題点最上層の厚さが不十分(層数が足りない)。
解決策スライスソフトでトップレイヤーの厚みを増やす(またはレイヤー数を増やす)。
b.問題:充填率が低い。
解決策スライスソフトでフィル比を増幅する。
c.問題押出量が不足している。
ソリューションスライシングソフトを使用して押出量を増やす
層分離と切開の問題
FDM 3Dプリンターの基本原理は、一度に1つのレイヤーをプリントし、それらを順次積層して最終的なオブジェクトを作成することによってオブジェクトを製造することです。製造された物体の強度は、各層間の確実な接着に大きく依存します。接着が不十分だと、層が分離したり、欠陥が生じたりする可能性があります。
この問題の原因として考えられるものと、解決策をご紹介します:
原因レイヤーの高さ(レイヤーの厚さ)が過剰

解決策一般的な3Dプリンターのノズルの直径は0.3mmから0.5mmです。レイヤーの高さは、ノズルの直径の20%以下に設定することをお勧めします。このガイドラインを守ることで、新しいレイヤーが前のレイヤーの上にわずかな圧力で塗布され、レイヤー間の強固な融合が促進されます。
原因:印刷温度が低すぎる。
解決策の提案低い印刷温度に比べて、高い印刷温度は消耗品の接着をより確実にします。レイヤーの高さに問題がないと確信が持てたら、印刷温度を調整することを検討してください。最適な温度設定に達するまで、10度ずつ上げて印刷効果を観察することをお勧めします。

糸噛み問題
フィラメント噛み込みは、押出機のフィラメント絞りホイールがフィラメントを締め付けるが、フィラメントを前進させることができない場合に発生する。この問題は、スクイーズホイールが回転し続けているにもかかわらずフィラメントが止まっていることで示され、押出機の近くにプラスチックカスが蓄積することになります。この問題の原因として考えられることと、推奨される解決策を示します:
原因:印刷温度が低すぎる。
解決策の提案印刷温度を5~10度上げてみてください。
原因:印刷速度が速すぎる。

解決方法印刷温度を上げても状況が改善されない場合は、印刷速度を50%下げてください。
c.原因:ノズルが詰まっている。解決策の提案前の2つの解決策で問題が解決しない場合、ノズルが詰まっている可能性が高い。
3Dプリンターで造形した小物を丈夫にするコツ
冷却の低減
クーリングは、このような状況において極めて重要な役割を果たす。 3Dプリンティング 層が固まった後の接着に直接影響するためである。急速な冷却は、連続する層が適切に接着するのに苦労するため、接着を妨げる可能性があります。冷却の効果は、使用する材料の種類に影響されることに注意することが重要です。例えば、PLAは強力な冷却ファンと組み合わせると最適な結果を示します。したがって、使用する素材に応じて冷却速度を調整することをお勧めします。

強力なフィル・モードを使う
3Dプリントの結果をさらに向上させるには、適切な充填パターンの選択を検討してください。インフィルパターンは、3Dプリントの内部支持構造として機能することで、インフィル密度を補完します。これらのパターンは、パーツの剛性を高めるだけでなく、壁の変形を防ぐのにも役立ちます。頑丈な3Dプリントを実現するには、30~50%の範囲の高密度インフィルパターンを選択します。
事例と実例
最近の3Dプリント技術の進歩はオーディオ業界に革命をもたらし、メーカーはデジタルプリントを利用して、聴覚学、騒音防止、消費者向け聴覚製品用のカスタム耳栓を驚くほど低コストで製造できるようになりました。長年にわたり、3Dプリンティングメーカーは皮膚に触れても安全な生体適合材料を発表しており、ユーザーは耳モデルや耳栓の内製化を実現しやすくなっています。
カスタムメイドのヘッドホンは、ユーザーの耳にシームレスにフィットするデザインが特徴で、個性的なリスニング体験を提供します。このカスタムフィットにより、イヤホンがしっかりと固定され、抜け落ちるリスクを防ぎます。さらに、快適性と遮音性を高め、比類のないオーディオ体験を実現します。
印刷技術、モバイルスキャニング、機械学習の統合により、パーソナライズされた製造に関連するハードルに効果的に対処することができる。この画期的な技術により、顧客はヘッドセットのカスタマイズされたイテレーションを簡単に製造することができ、製造時間を4日から2日に大幅に短縮することができる。さらに、迅速な当日配送サービスの可能性が広がり、顧客体験に革命をもたらす。

近年、3Dプリント技術が急速に進歩するにつれて、インパクトのある使用例が数多く現れ始めており、3Dプリントされた臓器はその顕著な例である。
新しい臓器を簡単に製造する能力は、再生医療を専門とする科学者たちの長年の切望であった。まだ始まったばかりではあるが、移植に適したオルガノイドを生成するための3Dワークフローの活用は、すでに有望な結果をもたらしている。
この先駆的研究を主導しているのは、シェフィールド大学のサム・パシュネ・タラ博士である。Pashneh-Tala博士は、デスクトップ規模のステレオリソグラフィー(SLA)3Dプリンティング技術を用いて、多様な形状の組織工学的血管を作製する研究を行っている。
この画期的な進歩は、現在世界的に最も高い死亡率を誇る心臓血管疾患と効果的に闘うために、患者専用の人工血管の開発、外科手術の強化、新しい血管医療機器のためのユニークな試験プラットフォームの提供への道を開く可能性がある。
製造業の状況は、3Dプリンティングの進歩に大きく影響され、理論的な可能性を超えている。そして 3Dプリンティング 近年、方法論は急速に進歩し、さまざまな分野に浸透し、この技術の変革能力が明らかになってきた。
科学やヘルスケアの領域から消費者製品、建設、製造の領域まで、個人が3Dプリンティングによって作られた最終製品に出会う機会が増えている。3Dプリンティングの軌跡は、より経済的な部品のカスタマイズを可能にし、納期と運用コストを合理化し、消費者と製品の製造工程をより密接に結びつけることで機能性を向上させるなど、その影響がさらに拡大することを示している。

結論
要するに、3Dプリンターは、他の方法では不可能な複雑な形状や内部空洞を実現することができ、精巧な形状、微細なディテール、磨き上げられた表面を生み出すことができる。
さらに、3Dプリンターによる成形プロセスには高度な自動化がある。この技術は、小規模生産のための汎用的でコスト効率の高いアプローチを提供する。3Dプリンティングの精度と適応性を活用することで、メーカーは金型設計を迅速にテストし、強化することができ、最終的に製品の品質を高め、市場投入までの時間を短縮することができます。
今後、3Dプリンティング技術の応用分野はさらに拡大し、印刷材料の多様化や印刷機器の高機能化が進むと予想される。この進歩は、従来の生産方式や人々の生活に大きな影響を与え、ものづくり革命の新時代を予感させる。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







