 コンテンツへスキップ
コンテンツへスキップ 

射出成形金型射出成形は、高精度かつ効率的にプラスチック部品を製造するために広く使用されている製造プロセスです。しかし、メーカーが直面する一般的な問題はフラッシュであり、最終製品の品質に影響を与える可能性があります。この完全ガイドでは、フラッシュの原因を探り、射出成形プロセスにおけるフラッシュを軽減するさまざまな技術と戦略について考察します。

I.フラッシュとは?
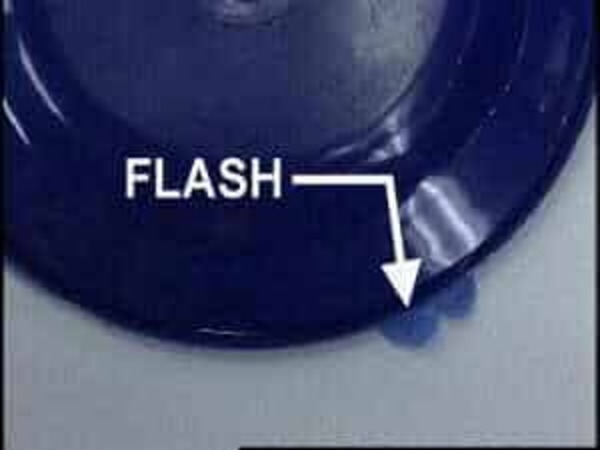
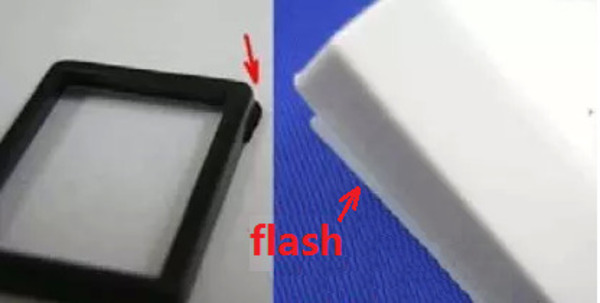
バリや余分な材料とも呼ばれるフラッシュは、成形品の予想される形状からはみ出したプラスチックの薄い層です。通常、パーティングラインや金型キャビティの縁に発生することが多いのですが、これは成形中に余分な材料が流出してしまうためです。フラッシュは小さな問題のように思えるかもしれませんが、最終製品のサイズ違い、外観不良、動作不良の原因になることがあります。
バリが発生するのは、一般的に金型のパーティングライン、例えば可動金型と固定金型のパーティング面、スライドフィット、インサートのクリアランス、コアピンのクリアランスなどである。バリが発生する原因のほとんどは、金型や機械のクランプ力が十分でないことです。一般に、プラスチック部品は、さまざまな要因から、完全にバリが発生しないことは不可能である。

II.射出成形部品のフラッシュの原因
1.過剰な噴射圧力
射出圧力が高すぎると、溶けたプラスチックが金型の小さな隙間やすき間に入り込んでしまう。
2.金型によるプラスチックガスの不十分な排出
プラスチック材料を金型に注入すると、ガスが発生します。金型が適切にガスを排出しないと、フラッシュが発生する。
3.不均一な金型温度
金型の温度が一定でないことも、バリ発生の原因となる。金型温度が均一でないと、プラスチックが均一に流れず、バリが発生しやすくなる。
4.金型の設計不良
狭い流路やコーナーなど、金型の設計が悪いと、プラスチックの流れが悪くなり、バリが発生することがある。

5.プラスチックシリンダーまたはフィーダーの問題
プラスチックのサイズが合っていなかったり、ゴミが入っていたりして、プラスチックシリンダーやフィーダーがぐちゃぐちゃになっていると、プラスチックがうまく流れず、フラッシュが発生します。
6.不適切な射出工程管理
金型温度、圧力、速度などのパラメーターを正しく調整しなければ、射出成形時にバリが発生する。
7.金型のずれまたは不適当性
金型が誤って取り付けられているか、または金型が正しく位置決めされていない場合、射出成形プロセス中に部品が正しく位置決めされず、フラッシュが発生します。
8.射出プロセス中の不均一な温度
射出時にプラスチックが不均一に溶けると、冷却時に不均一に収縮する。これがバリ発生の原因となる。
9.射出成形機の過剰な射出速度
プラスチックを注入するスピードが速すぎると、金型が完全に満たされません。つまり、プラスチックがうまく流れず、バリが出てしまうのです。
10.不十分なカビ排気
射出成形の際、金型がきちんと排気されていないと、ガスが十分に抜けず、バリが発生する。
11.クランプ力不足
クランプ力が足りないと、金型が閉まりきらず、溶けたプラスチックが漏れてフラッシュが発生する。
12.素材特性
熱可塑性プラスチックの中には、厚さ、収縮の度合い、流動性によって、引火しやすいものがある。

13.成形パラメータ
セッティングが適切でないと、フラッシュが発生する。注入速度が速すぎたり、温度変化が大きすぎたり、冷却時間が長すぎたりすると、フラッシュが発生する可能性がある。
14.金型へのプラスチックの過度の注入
15.プラスチック温度が高過ぎる。溶融温度を下げる。
16.生産作業中の断続的な停止。
17.金型内の射出圧力の不均一な分布。
18.金型表面に異物が突起となる。
19.金型内および/または金型表面に射出部品がないこと。
20.投影面積が大きすぎる。
21.ベントが不適切だと、プラスチックが金型キャビティから出てしまう。

III.射出成形部品のフラッシュの解決策
フラッシュは射出成形における大きな問題です。部品の見た目を損ない、コストを増大させます。フラッシュを解消するには、複数の角度からアプローチする必要があります。以下に、フラッシュを取り除くためのいくつかの方法を紹介します:
1.注入時間の調整
射出速度が速すぎると、プラスチックが金型の縁に回り込み、バリが発生します。射出時間を調整すれば、プラスチックが金型の縁にある時間を短くすることができます。
2.噴射圧の調整
射出圧力が高すぎると、溶けた材料が金型に充満するスピードが速すぎて、バリが発生します。射出圧力を調整することで、溶融材料が金型に充填されるスピードをコントロールすることができます。

3.金型設計の調整
金型の設計が悪いと、溶融材料が均等に充填されず、バリが発生することがあります。金型の設計、特にゲートとオーバーフロー・チャネルの設計を見直すことで、バリ問題を解決できます。
4.素材の品質を調整する
悪い材料を使えば、射出成形プロセスは不安定になり、バリが発生する。良い材料を使えば、射出成形工程は安定し、バリも発生しない。
5.機器の状態をチェックする
設備の調子が悪いと、射出成形プロセスが不安定になり、バリが発生します。装置を正常に稼働させ、バリ発生を抑えるためには、定期的な点検とメンテナンスが必要です。
6.デフラッシュツールの使用
特殊なデフラッシングツールを使用することで、射出成形金型のバリが効果的に除去され、製品の外観と品質が保証されます。

7.生産工程の最適化
射出成形プロセスをより自動化し、手作業の量を減らし、発生するフラッシュの量を軽減したい場合は、生産プロセスを最適化する必要があります。
8.金型構造の調整
バリが金型設計の不備に起因する場合は、狭い流路やコーナーを避けるように金型を再設計する必要があるかもしれません。
9.金型温度の調整
金型の温度にムラがあるためにフラッシュが発生するのであれば、金型の温度を均一にするよう調整する必要があるかもしれない。
10.射出成形プロセスパラメーターの調整
バリが発生した場合は、射出成形プロセスを変更することで修正できます。射出速度と射出圧力を変更することができます。
11.金型の定期的なメンテナンス
バリやその他の欠陥を避けるためには、金型をメンテナンスする必要があります。つまり、金型を清掃し、金型部品を交換することです。
12.高品質の原材料を使用する
質の悪い原料を使えば、火花が出る。だから、それを避けるためには、高品質の原料を使うこと。
13.メルト温度の調整
溶融温度が高すぎたり低すぎたりする場合は、適宜調整してください。
14.金型のクランプ力をチェックし、必要であればクラン プ力を増加させる。
金型がしっかり閉じていない場合は、必要に応じてクランプ力を強めればよい。
15.金型の取り付けと位置の確認
金型が正しく設置され、金型の位置がずれないように正確に配置されていることを確認してください。
16.射出成形工程における温度制御システムの調整
射出成形をするときは、温度が全体的に同じであることを確認してください。そうしないと、プラスチックが不均一に溶けてしまい、バリが出てしまいます。
17.射出成形機の射出速度の調整
射出成形機の射出速度を、射出成形品の形状や大きさに応じて調整し、金型キャビティが完全に充填されるようにし、バリが発生しないようにする。

18.モールドベントシステムのチェック
金型ベントチャンネルが明確であることを確認します。これは、金型キャビティからガスを素早く排出し、バリ発生を防ぐのに役立ちます。金型のガス抜きをよくすることで、こもった空気や余分な材料が外に出やすくなり、バリが発生しにくくなります。
19.離型剤の使用
金型表面に離型剤やコーティング剤をスプレーしておくと、部品が取り出しやすくなり、摩擦が減ってバリが出にくくなる。
20.プロセス・モニタリングの実施
高度なプロセスモニタリングシステムを使用して、温度、圧力、サイクル時間などの重要な事柄を監視します。そうすれば、すぐに変更を加えることができ、バリの発生を防ぐことができます。
21.成形後の作業
バリを取り除き、パーツの外観を整えるには、トリミング、デフラッシュ、表面仕上げを行う必要がある。
つまり、要約すると、フラッシュを修正するためには、次のようなことが必要だということだ。 射出成形.射出時間と圧力を調整し、金型を正しく設計し、良い材料を使用し、設備をチェックし、バリ取りツールを使用し、工程を確認する必要があります。このようなことをすべて行えば、バリが発生せず、良いパーツを作れる可能性が高くなります。
また、射出成形におけるフラッシュの問題への対処に関しては、細部へのこだわりと忍耐強さが必要だ。問題を解決する最善の方法を見つけるまで、さまざまなことを試し、調整し続けなければなりません。また、生産チームや顧客と常に連絡を取り合うことで、問題を素早く解決し、オペレーション全体をより良いものにする必要があります。

IV.結論
フラッシュ形成は射出成形における一般的な問題ですが、適切な戦略とテクニックを用いれば、製品の品質と生産効率への影響を最小限に抑えることができます。金型設計を最適化し、射出パラメーターを微調整し、高度なプロセス監視を実施することで、素晴らしい結果を達成し、競合他社をリードすることができます。
結論から言えば、フラッシュを減らすことは 射出成形 には、技術的専門知識、戦略的計画、継続的改善の組み合わせが必要です。フラッシュ削減を優先することで、製品品質の向上、コスト削減、そして今日の競争の激しい製造環境におけるビジネスの成功を促進することができます。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






