コンテンツへスキップ
コンテンツへスキップ 

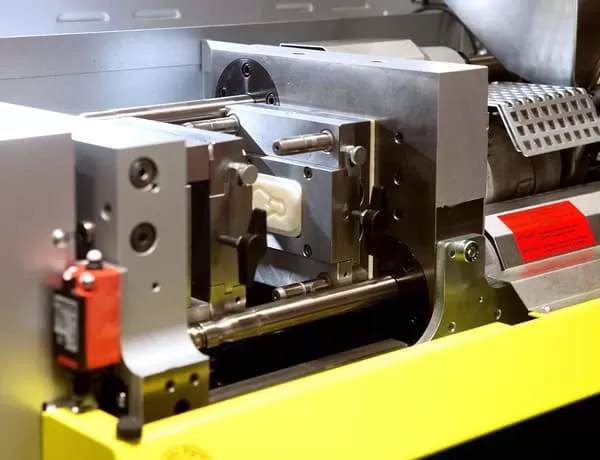
はじめに射出成形は長い間、唯一の大量生産プロセスと考えられてきた。射出成形は、長い間、唯一の大量生産プロセスと考えられてきた。産業技術の革新に伴い、迅速な射出成形は、金型開発のための唯一の方法ではありません。

CAD/CAM/CAEシステムが設計・検証時間を短縮。これに加えて、新しい金型品種が誕生した。アルミ射出成形金型と3Dプリンター金型が製造市場を争う。両者の違いは何だろう?どちらの金型が製品をより効率的にするのか?
もちろん、プロトタイプをより早く、より安く、そしてできるだけ見栄えの良いものを作りたい。アルミニウムを比較し、3Dプリント射出成形金型にはどのような違いがあるのか見てみよう。

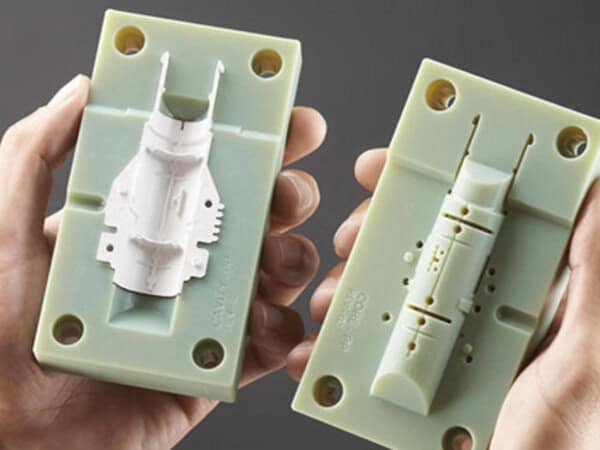
3Dプリント金型
3Dプリント金型とは?
3Dプリントは、デジタルファイルを使って立体物を作るプロセスである。まず、コンピューターの3Dソフトウェアがパーツをデジタルレイヤーにスライスする。造形プラットフォーム上で、熱源が形状を調整しながら、送り機構が指定された範囲内でデジタルレイヤーに従って材料を堆積させる。そのデータを処理し、材料を連続的に追加してモデルを構築する。

3Dプリント金型に使用される材料とは?
3Dプリント技術にとって、3Dプリント材料は超重要である。材料があるからこそ、3Dプリンティングが可能になる。今、3Dプリンティングで使われている主な材料は、エンジニアリング・プラスチック、感光性樹脂、ゴム材料、金属材料、セラミック材料だ。また、着色石膏材料、人工骨粉、細胞生物原料、砂糖などの食品材料も3Dプリンティングに使用されている。

これらの材料は、3Dプリンティングマシンとプロセスのために特別に作られています。通常のプラスチックや石膏、樹脂などとは異なる。粉末、フィラメント、シート、液体など、さまざまな形状がある。3Dプリンティングで使用される粉末材料の粒子径は、プリンターの種類や印刷条件にもよりますが、通常1~100マイクロメートルです。粉末は、よく流れるように本当に丸い必要があります。

3Dプリント金型を使うメリットは?
設計の柔軟性
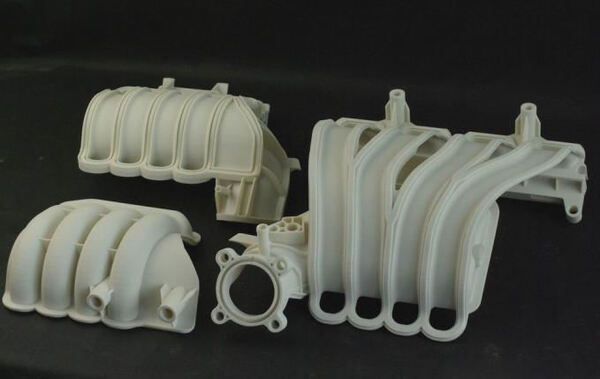
3Dプリントでは、治具や工具の干渉などを心配する必要はありません。対流チャネル、統合構造、複雑な特徴など、機能に合わせて設計することができます。また、形状を最適化することで、軽量化、製造の簡素化、材料の利用率の向上、難加工部品の問題の解決、加工後の変形の問題の解決、従来の方法では作れない形状の作成も可能です。
小ロット生産の経済性
3Dプリントは金型を必要としないし、クランプも必要ない。高価な金型を買うためにたくさんの部品を作る必要はありません。数個、あるいは1個の部品を作ることもできる。少量生産の経済性は、民間航空機の開発における設計変更のコストを削減することができる。
良好な生産予測可能性
デザインに基づいて、パーツの3Dプリントにかかる時間や変形量を予測できます。デザインモデルを変更することで、変形を予測し、調整することができます。3Dプリント技術やサポート技術が向上すれば、パーツの3Dプリントにかかる時間、パーツの品質、パーツの精度をコントロールできるようになります。つまり、3Dプリンターで民間航空機を設計・製作する際に、パーツの形状を測定し、コントロールすることができるのです。
組み立てを減らす.
3Dプリンターを使って一体化した部品を作ることで、多くの部品から組み立てる必要がある製品に取って代わる。これにより、複数の部品の輸送、組み立て、ファスナーの取り付け、溶接などの工程を省くことができます。また、冗長な生産ラインを省くことで、部品の製造コストも削減できます。

素早く作れる
飛行機の初期設計段階では、コンピューター上で3Dモデルを作ってから物理的な部品ができるまで、通常は数十時間しかかからない。金型ができるのを待つ必要はない。つまり、パーツの形状を変更しても、新しい金型を作るのを待つ必要がない。部品の設計をより早く変更することができ、新しい部品をより早く作ることができる。
3Dプリンターで金型を作ることの問題点とは?
精度
3Dプリント金型の精度が高くない場合、表面に層ができ、金型の使用に影響が出る。後に、これらの層を除去するために機械加工やサンドブラストが必要となる。

材料の制限
技術的には、材料を層状に重ねて部品を作る方法は、従来の鍛造や鋳造とは異なる。微細構造、欠陥の種類、残留応力、検査可能性、後処理要件、製造される材料の構造性能と耐久性など、すべてが従来の方法とは異なる。
複雑な部品の場合、材料設計値が実際の構造性能を表していない可能性があり、テストピースレベルよりも高い構造試験を通じて、材料とプロセスが構造性能に共同で影響することを検証する必要がある。

限定的な欠陥検出
3Dプリンターの製造工程は制御が複雑だ。層製造と層ごとの製造工程を使用する。レイヤー間の接合部の品質は、精密鍛造部品のように均一にはならない。
3Dプリンティング技術は、その固有の成形原理によって制限される。3Dプリンティング技術で作られた部品、特に金属部品には、主にボイド、マイクロクラック、溶融不良などの製造上の内部欠陥がある。
これらの欠陥の大きさは一般的に20μm以下で、一般的な非破壊検査法の閾値以下である。これらの欠陥は亀裂発生の原因となり、構造の疲労性能に深刻な影響を与える。精密制御は難しい 3Dプリンティングプロセスでは、装置自体のソフトウェアやハードウェアから、成形材料や成形工程に至るまで、プロセスの品質に影響を与える多くの要因が存在する。
工学的な実践によると、3Dプリント精度に影響を与える主な要因は、機械制御、モデルデータ処理、材料特性、および成形パラメータ制御です。これらの要因によって、材料の追加量、3Dプリントユニットのサイズ、システムの動作精度が制御され、パーツの集積方向の精度とパーツの最小形状製造能力が決定されます。
3Dプリントの精度を向上させるには、材料の添加量を減らし、3Dプリントユニットのサイズを制御し、システムの移動精度を向上させる必要がある。しかし、これらの能力を短期間の研究でさらに向上させることは難しい。

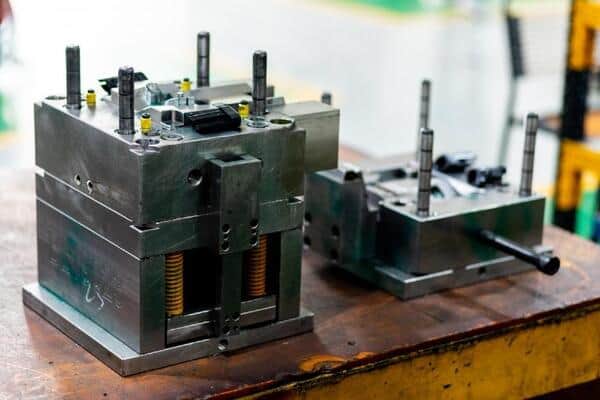
アルミニウム金型
アルミ金型の特徴とは?
アルミ金型の主な特徴は、軽量、高耐荷重、高い回転時間である。建設過程では、高い建設品質、精度、安定性、簡単な設置、短い建設期間、コストを節約することができます。
その欠点は、現場でのメンテナンスや調整ができず、完全な設定が必要なことである。構造変更への適応性が低く、変更が多いプロジェクトのコストが高い。表面処理が不十分な場合、アルミニウム合金がコンクリートと化学反応を起こし、コンクリートの外観に影響を与える。アルミ金型の留め具は、パイプラインのレイアウトと衝突しやすい。

アルミ金型の利点とは?
優れた機能性能
プロトタイプには、機械的・機能的な影響を与えないものもあれば、使用する必要のあるものもある。プリプロダクション、ハイブリッド、機能的なプロトタイプの仕事。したがって、良い品質と強度が必要です。アルミニウムは素晴らしい特性を持っているため、金属として選ばれています。
より高い耐熱性
アルミニウムの試作品は、プラスチックのような安価な選択肢よりも極端な温度に対応できます。そのため、製造過程で劣化する可能性が低くなります。
より良い美学
3DプリントであれCNC加工技術であれ、金属プロトタイプはより良く見えます。さらに、機能しないプロトタイプであっても、プラスチック部品よりは見栄えがします。
費用対効果
アルミ試作品や金属部品は、プラスチック部品に比べてはるかに安価である。金属の物理的特性により、部品交換の頻度が減るからです。これにより、長期的には製造コストを削減することができます。

検査精度
CNC加工などの工程で作られる試作品は精度が高い。また、アルミ合金は品質に優れ、市場検査用の部品も製造できる。

大量生産に適している
エンジニアがアルミのプロトタイプを作れば、顧客はそれを生産に使うことができます。金属製の試作品を完成品にするのは簡単です。しかし、プロトタイプがプラスチック製の場合、量産用に金属に変えることはできません。

アルミ金型の限界とは?
限られた耐用年数
アルミニウムの金型は柔らかいため、特に高圧成形工程や研磨材を使用する場合、耐用年数が限られます。

耐熱性
アルミニウムは耐熱性が低い。アルミニウムが耐えられる温度よりも高い温度を必要とする材料もあるため、この制限によって、成形工程で使用できる材料の種類が制限される場合があります。

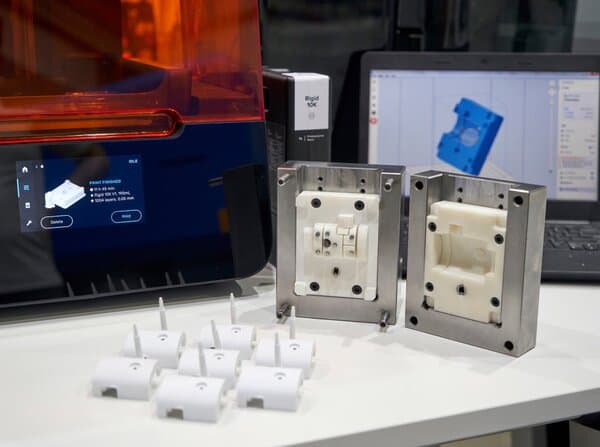
3Dプリンターとアルミ金型の違い
3Dプリンターとアルミ金型の違いとは?
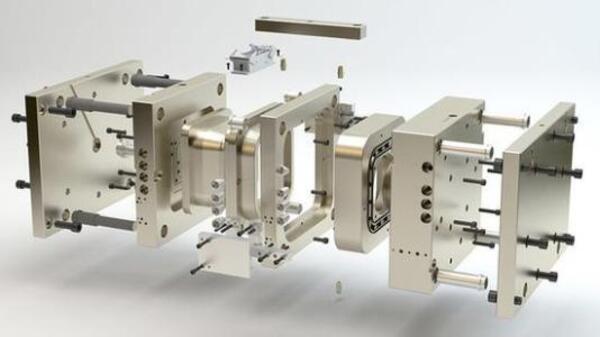
製造および成形方法
両者は製造方法や造形方法が異なる。3Dプリンティング技術とは、粉末状の金属やプラスチックなどの接着材料を用いて、物体を1層ずつ印刷・造形する技術である。デジタル技術を駆使した素材プリンターで実現する。少しずつ積み重ねていくことで、最終的な作品がプリントされる。アルミ金型製作では、3Dモデリングソフトで金型図面を描き、調整を繰り返しながら成形効果を得る。

精度の正確さ
両者の精度には違いがある。3Dプリンティングの精度には多くの要素が関わっています。3Dプリンターの精度、選択された材料の品質、3Dモデル図面の精度はすべて製品の精度を決定します。アルミ金型の精度は、主にユーザーの実際のニーズによって決まります。

納期
ターンアラウンド・タイムとは、金型の開発開始から部品が生産可能になるまでの時間のことである。2つの金型の設計方法と計算は実際には異なるが、製造段階で大きな変化が生じる。
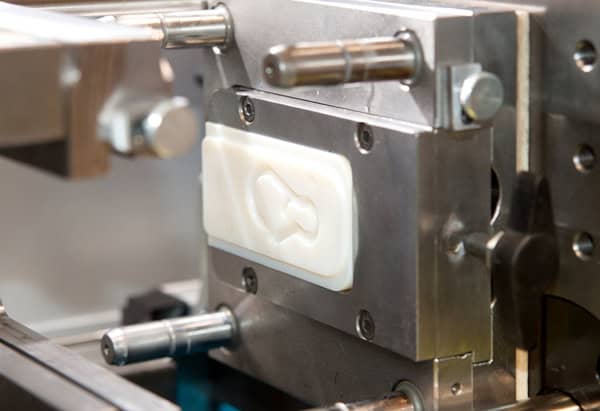
アルミニウム金型は、アルミニウム・ブランクからCNC機械加工と仕上げ作業によって作られる。場合によっては、キャビティにフライス加工では得られない鋭い角が必要な場合、放電加工(EDM)が追加で必要となる。通常、加工は機械加工が中心で、熱処理は必要なく、特殊な工具もほとんど必要ありません。平均的なアルミ金型は10~15日で製造される。

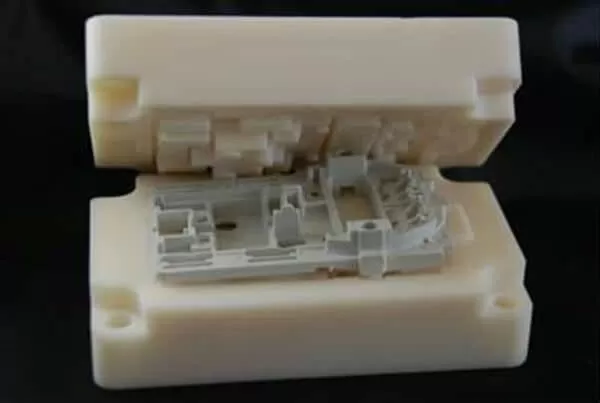
3Dプリント金型は、金属焼結積層造形プロセスで作られる。多数の微細な金属粉末を層ごとに焼結し、射出成形金型のキャビティを形成する。このプロセスの主な利点は、製造準備がほとんど必要なく、工具も必要ないことだ。このような金型を作るのにかかる平均時間はわずか2~3日です。

安定性
安定性とは、基本的に、金型が古くなりすぎる前に何個の部品を作ることができるかということです。製品のバッチを作りたい場合は知っておくことが重要です。

アルミニウム工具は柔らかい材料で作られていますが、アルミニウム合金の中には本当に強いものもあります。つまり、金型は最大5000個の部品を作ることができる。平均は100~2000個です。
3Dプリント金型は安定性において最悪です。焼結室には多くの問題があります。多孔質で、ソリッドブランクほどの強度はありません。現在、3Dプリントされたキャビティは、50から200の部品のバッチを作ることができます。

サイクルタイム
サイクルタイムとは、1つの部品を生産するのにかかる時間のことである。射出時間、冷却時間、射出時間の合計である。射出時間は、金型にプラスチックを充填するのにかかる時間である。冷却時間は、プラスチックが冷えて固まるまでの時間である。射出時間は、金型から部品を取り出すのにかかる時間である。

アルミ金型のサイクルタイムは44~70秒である。3Dプリント金型のサイクルタイムは150~250秒である。
部品精度と表面仕上げ
部品の品質は最も重要な要素の一つである。結局のところ、この部品は、より大きなメカニズムの不可欠な部分として機能し、将来の投資家に提示される可能性があります。部品はプロフェッショナルに見えなければならない。

アルミ射出成形金型の精度は、それを加工し研磨する能力にのみ依存する。しかし、3Dプリント金型の精度は積層造形プロセスに依存する。積層造形では材料の溶融と冷却が行われるため、熱変形によって精度が大幅に低下する可能性があります。最新の技術では、IT6までの公差を持つスチールやアルミニウムの金型キャビティ、およびIT9までの公差を持つ3Dプリント金型を製造することができる。

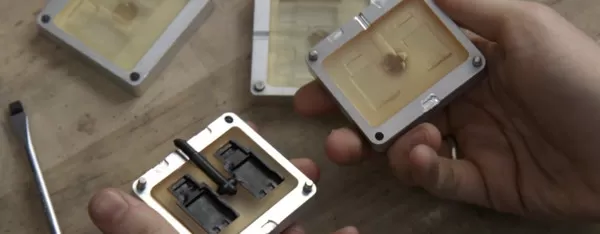
柔軟性
最終製品がどのように見えるか、どのように動作するかをテストするだけであれば、生産前のプロトタイプでは柔軟性が非常に重要です。特定の材料を使った初期プロトタイプが完成したら、製品に最初に選んだ材料をテストし、製造手順もテストする必要があります。

たいていの場合、設計を修正しなければならないような問題が発生します。たとえば、テスト中に欠陥が見つかったり、射出工程で多孔質の部品ができたりした場合です。このような場合、金型だけでなく設計も変更したくなるものです。金型材料によって柔軟性が異なる

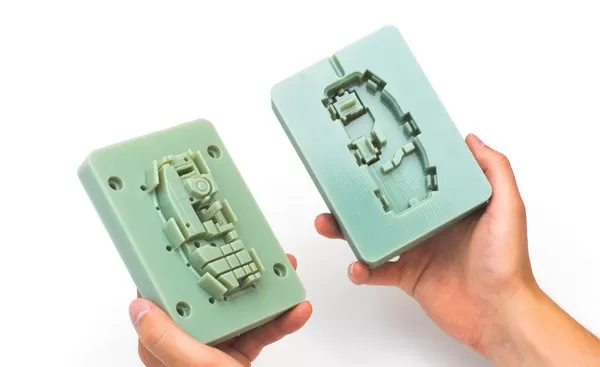
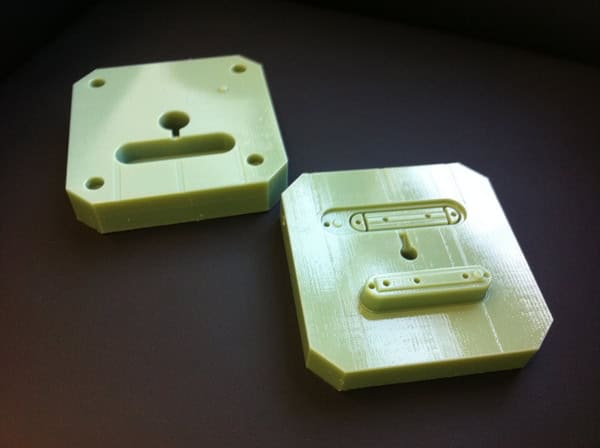
アルミ金型は柔らかい材料で作られており、キャビティは通常、金型ベースにはめ込む別個の部品として製造される。そのため、キャビティを取り外して調整するのが非常に簡単です。

3Dプリントされた金型を修正するのは難しい。なぜなら、キャビティの一部を機械加工する必要があり、機械加工によって表面仕上げが良くなるため、表面仕上げが不均一になるからだ。金型を完全に作り直す方が簡単で、それほど時間はかからないが、試作品製作やプレ・シリーズ・テストという好ましくない追加費用が発生する。

結論
もともとは積層造形としても知られるラピッドプロトタイピングの手法として誕生した3Dプリンティングは、真の製造プロセスへと進化した。3Dプリンターは、エンジニアや企業がプロトタイプと最終製品を同時に製造することを可能にし、従来の製造プロセスよりも大きな利点を提供します。

まとめると、3Dプリント金型とアルミ金型の主な違いは、製造成形方法の違い、強度精度の違い、納期の違い、安定性の違い、製造時間の違い、部品精度と表面仕上げの違い、柔軟性の違いなどである。