 コンテンツへスキップ
コンテンツへスキップ 

序文 なぜ3Dプリント金型を選ぶのか? | ZetarMold 射出成形金型ing industry is worth hundreds of billions of dollars, prompting manufacturers to seek more efficient and lower-cost methods to stay ahead of the curve. アディティブ・マニュファクチャリングとしても知られる3Dプリンティングは、製造業者がより優れた射出成形用金型や金型を従来のプロセスよりも迅速かつ安価に作成するのに役立つ。 この記事では主に、金型に3Dプリントを選ぶべき理由を説明する。
3Dプリント金型の利点と欠点
金属型を3Dプリントするには?
3Dプリンティングは、利用可能な材料の範囲を広げ、レーザー焼結を利用して層を作り、CAD図面を究極の3次元製品に変えます。

3D金型の利点とは?
金型設計の改善で最終製品にさらなる機能性を付加
金属3Dプリンティングで採用されている特殊な冶金手法は、金属の微細構造を強化し、完全に緻密なプリント部品を作成することができる。この方法は、複雑な製品機能の統合を可能にし、その結果、より効率的な方法で、欠陥の少ない高機能最終製品の製造を容易にする。

例えば、射出成形部品の品質は、射出された材料と金型治具を循環する冷却液との間の熱伝達条件に大きく影響される。従来の製造工程では、通常、冷却材用の直線的な流路を備えているため、成形部品の冷却効果が遅く、不均一になります。

対照的に、3Dプリンティングでは、任意の形状の冷却チャネルを作成することができ、より最適化された均一なコンフォーマル冷却が保証される。その結果、部品はより高品質になり、スクラップ率も低下する。さらに、冷却は通常サイクル全体の最大70%を占めるため、放熱が促進されることで射出成形のサイクル時間が大幅に短縮される。

人間工学に基づきツールを最適化し、最低限のパフォーマンスを向上させる
3Dプリンティングは、製造業で満たされていないニーズに対応するための新しいツールを検証するための障壁を大幅に削減し、より多くの可動および固定治具の作成を可能にします。歴史的に、工具と関連装置は、再設計と製造に伴う多大な費用と労力を考慮し、耐用年数を最大限に延ばすように設計されてきました。

3Dプリンティング技術を活用することで、企業は、要件を満たせずに廃棄された工具だけでなく、どのような工具でもいつでも改修できる柔軟性を手に入れることができる。

最小限の時間と初期投資で済む3Dプリントは、優れた限界性能を実現するためのツール強化の費用対効果を高めます。その結果、技術者は、操作の快適性を高め、処理時間を短縮し、使いやすさと保管の利便性を向上させるために、人間工学などの側面を優先して設計できるようになります。これらの強化は、組立作業時間のわずかな短縮にしかつながらないかもしれないが、累積的な影響を過小評価すべきではない。

In addition, optimizing tool design can also reduce the scrap rate of parts. Same quality as machined molds; can make conformal cooling channels; uses less raw materials and faster than machined molds; can print multiple mold versions at one time; has higher application options, suitable for outsourcing manufacturers; prevents Data leakage, internal solution to protect intellectual property; injection molded parts have the same quality.
生産サイクルの短縮、より複雑な形状の製造能力、最終的な製造コストの低減により、企業はカスタマイズされた部品の製造をサポートするために、多数のパーソナライズされたツールを作成することができる。

カスタム金型は最終製品のカスタマイズに役立ち、3Dプリント金型は医療機器や医療業界などのカスタマイズ生産に非常に有益である。外科医に3Dプリントされた手術ガイドやツールなどのパーソナライズされた器具を提供することができ、外科手術の結果を改善し、手術時間を短縮することができます。
3Dプリント金型のデメリットとは?
機械加工よりも時間とコストがかかり、初期設計に多くの時間を要し、高い技能が要求される場合がある。精度の要求を満たすためには、機械加工後の加工が必要となる場合があり、金型サイズも限定される。最も一般的に使用される材料は、ステンレス鋼と工具鋼である。
3Dプリント金型の代表的な例とは?
ブリヂストン
高品質のオールシーズンタイヤを作る従来、タイヤの金型は、基本的な金型に特定のパターンでストリップや金属ブロックを手作業で取り付けて作られていた。単純な形状の金属部品は、従来の機械加工ツールを使って作られていた。

しかし、ブリヂストンは、ドイツのメーカーであるSLMソリューションズのSLMマシンを活用し、3Dプリント金型を製造することで、最先端技術を取り入れている。この革新的なアプローチにより、エンジニアはこれまで実現不可能だった形状やパターンの金型を製作できるようになった。

金型を再設計することで、タイヤの寿命を損なうことなく、タイヤのトラクション性能を向上させることができます。SLMソリューションズは、最も薄い部分でわずか0.3mmの厚さのスチール製タイヤ金型の3Dプリントに成功し、驚くべき偉業を成し遂げました。3Dプリント技術を活用している業界大手はブリヂストンだけではありません。ミシュランは2013年から、この高度な技術を使って製造したタイヤを提供しています。

Eplus3Dカッピング
かつて、メーカーは伝統的な射出成形でカッピングカップを生産していたが、透明度が低く、射出成形効率も低かった。その主な理由は、伝統的なCNC技術で製造されたカッピング金型は垂直冷却チャンネルしか加工できず、金型を効果的に冷却できないからである。EP-M250 SLM 3Dプリンターで生産されたカッピング射出成形金型は、Eplus3D EP-M250 SLM 3Dプリンターで生産された複雑なコンフォーマル冷却チャンネル金型を備えています。

最終的なカッピングは、スプレー温度に達するまで16.63秒しかかからない。これは、従来の金型が22.97秒かかるのに比べて大幅な改善であり、結果的に6秒以上短縮され、射出効率が約26%向上した。
金型技術と材料とは?
金型技術の主な内容
選択的レーザー溶融(SLM)
金属材料の積層造形におけるアプローチ。このプロセスによって複雑な細部を実現できるにもかかわらず、追加の機械加工が依然として普及している。現在のところ、コストと加工速度の問題から、金属3Dプリンティングが射出成形ツールの機械加工に完全に取って代わることはないだろう。むしろ、生産全体の効率を高める補完的な役割を果たす。

直接エネルギー蒸着(DED)
The laser creates a molten pool in the deposition area and moves it at high speed. The material is directly sent into the high-temperature melting area in the form of powder or filament and is deposited layer by layer after melting. This method makes metal molds possible for a variety of metal materials. For instance, a top layer of stainless steel can be applied over a pure copper substrate to combine high thermal conductivity with wear resistance, properties required in injection molding tools.

主な金型材料
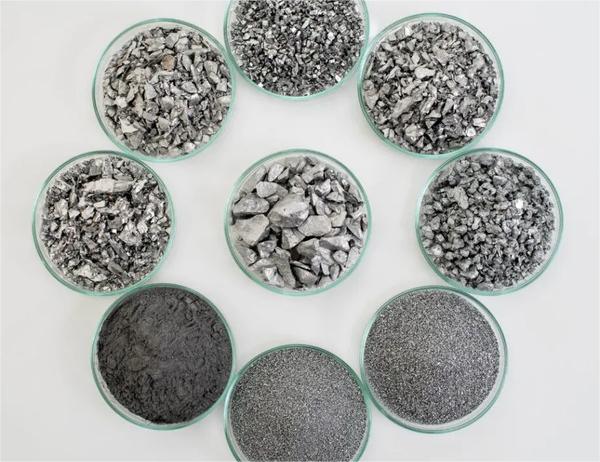
材料の種類によって、3Dプリンター用金属材料は、鉄基合金、チタンおよびチタン基合金、ニッケル基合金、コバルトクロム合金、アルミニウム合金、銅合金、貴金属に分けられる。
鉄基合金
鉄基合金は、3Dプリント金属材料において、より早く、より深く研究されてきた合金の一種である。一般的に使用されている鉄系合金には、工具鋼、316Lステンレス鋼、M2高速度鋼、H13金型鋼、15-5PHマルエージング鋼などがあります。鉄系合金は、低コスト、高硬度、良好な靭性、良好な切削性を有し、金型製造に特に適している。

コンフォーマル水路の金型を3Dプリントすることは、鉄基合金の主要な用途である。特殊な形状の水路は、従来のプロセスでは加工が難しい。しかし、3Dプリンティングは、キャビティの形状と基本的に一致するように冷却水路のレイアウトを制御することができ、温度場の均一性を向上させ、効果的に製品の欠陥を減らし、金型寿命を延ばすことができます。

チタンおよびチタン合金
チタンおよびチタン合金は、その顕著な高い比強度、良好な耐熱性、耐食性、および良好な生体適合性により、医療機器、化学機器、航空宇宙およびスポーツ機器の分野で理想的な材料となっている。しかしながら、チタン合金は一般的に機械加工が困難な材料です。

チタン合金は加工中に高い応力、高温、激しい工具摩耗に悩まされるため、チタン合金の幅広い用途が制限される。Dプリンティング技術は、チタンとチタン合金の製造に特に適している。第一に、3Dプリンティングは保護雰囲気環境下にある。チタンは酸素や窒素などの元素と反応しにくい。また、微小領域の急速な加熱と冷却により、合金元素の揮発も制限される;

第二に、切削加工なしで複雑な形状を製造することができ、粉末またはワイヤー材料に基づく材料利用率が高く、原材料の無駄が発生せず、製造コストを大幅に削減することができる。現在、3Dプリンティングされたチタンおよびチタン合金の種類には、純Ti、Ti6A14V(TC4)、Ti6A17Nbなどがあり、航空宇宙部品(図3)や人工インプラント(骨、歯など)に広く使用することができる。

3Dプリンティングプラスチック金型の利点と欠点
プラスチック金型を3Dプリントするには?
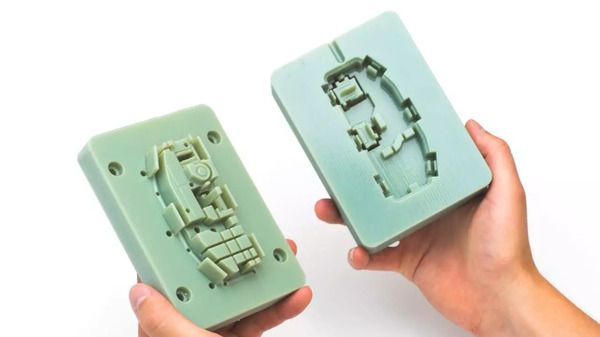
耐久性と耐熱性に優れた素材をプラスチック(またはポリマー)3Dプリンターと組み合わせることで、企業は射出成形用金型を社内で製造したり、サービスプロバイダーから迅速に調達したりすることができる。
プラスチック金型を3Dプリントする利点とは?
人間工学に基づきツールを最適化し、最低限のパフォーマンスを向上させる
3Dプリンティングは、満たされていない製造ニーズに応える新しい工具を検証する障壁を減らし、より多くの可動および固定治具を生産工程に統合することを可能にします。従来、工具と関連機器は、再設計と生産に伴う多大なコストと労力を避けるために、最大限の耐久性を目指して設計されてきました。3Dプリンティング技術のおかげで、企業は、廃棄され不適当と判断されたものだけに限らず、いつでもあらゆる工具を改修できるようになった。
低価格
射出成形金型を製造する従来の方法は、精密機械と金型メーカーの専門知識が必要なため、一般的に高価で時間がかかる。一方、3Dプリンティングは、金型製造においてより費用対効果の高い選択肢を提供します。
3Dプリンターから金型を直接プリントすることは、少量生産部品(材料によって最大100個から最大10,000個以上)に適しており、金属金型よりも最大90%安くできます。プラスチック3Dプリントは、短いリードタイムと低コストが重要な考慮事項である場合に好ましい金型製造方法として浮上しています。

報告によると、3Dプリント金型は従来の技術に比べて最大80%のコスト削減が可能だという。3Dプリント金型は、従来の金型製造よりもはるかに速く、安価である。複数の金型バージョンを同時にプリントすることができるため、アプリケーションの選択肢が広がり、外注メーカーに適している。この内部ソリューションは、データの漏洩を防ぎ、知的財産権を保護することで、以下のことを保証する。 射出成形部品 同じ品質を維持する。
3Dプリンティングは機械加工よりも工程が少なく、金型と部品を完成させるのに必要な作業日数は平均わずか6日です。実際、金型製造はわずか数時間で完了するため、工程は迅速かつ効率的です。

溶解可能な樹脂、プラスチック(またはポリマー)3Dプリンター、耐久性と耐熱性に優れた素材を使用して、複雑な射出成形金型を3Dプリントできるようになった。この進歩により、企業は自社で金型を製造したり、サービス・プロバイダーから簡単に調達したりできるようになった。
3Dプリンティングプラスチック金型のデメリットとは?
プラスチック金型は通常、金属金型に比べて熱伝導率が低いため、射出成形部品の冷却時間が長くなる。さらに、プラスチック金型は金属金型に比べて劣化が早い傾向にあり、精密な精度を得るためには機械加工後の工程が必要になることが多い。さらに、プラスチック金型はサイズの選択肢が限られているという制約もある。

3Dプリンティングプラスチック金型の代表的な例とは?
ゼター金型
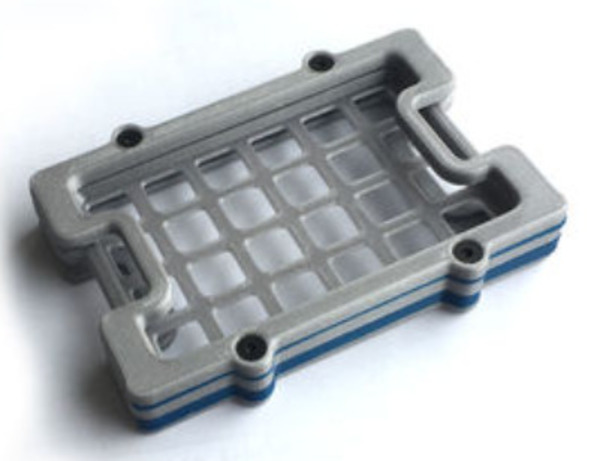
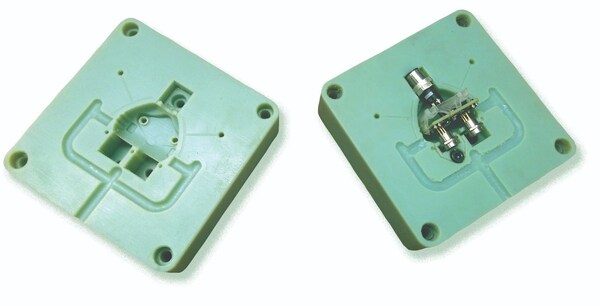
Zetar Moldは中国・上海に拠点を置く射出成形会社で、迅速な金型製作と小ロットの射出成形サービスを提供している。Zetar Moldは、少量生産に対する需要の高まりに対応するため、3Dプリンティング技術を採用し、少量注文の迅速な生産に対応する費用対効果の高いプラスチック金型を作成している。その結果、FormlabsのSLA 3Dプリンターと同社のガラス繊維入り樹脂材料Rigid 10Kレジンの組み合わせが、同社のBabyplast工業用射出成形機に理想的にマッチすることを発見した。

Formlabsを活用することで、Zetar Moldは3Dプリント射出成形金型を迅速に製造することができます。設計段階を経て、Zetar Moldは1日以内に金型をプリントし、後処理を行うことができる。プリントしたパーツを既存の金型の金属フレームと一体化させることで、わずか30分で組み立てが完了し、すぐに射出成形を開始することができる。 射出成形プロセス.各金型は通常約100回の使用に制限されているが、Zetar Moldは同時に複数の金型を印刷し、より大量の注文に対応することができる。
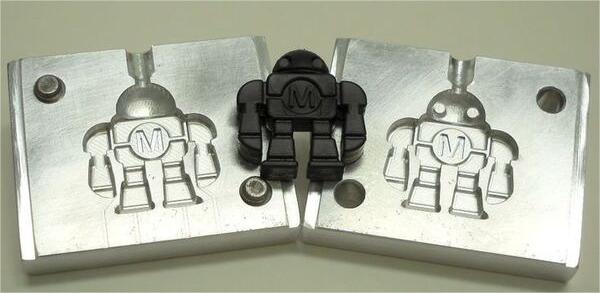
Markforgedの3Dプリンターで熱硬化性金型を製造。同社は、高価な外注シリコンプロセスに代わる耐久性のある熱硬化性モールドを必要としていました。

Markforgedは、X7 3DプリンターとOnyx材料を使用して、金型1個あたり約$240のコストで、約60時間以内に金型を作成することに成功しました。これに対し、機械加工によるシリコーン金型は製作に144時間を要し、金型1個当たり約$1,000の費用がかかりました。

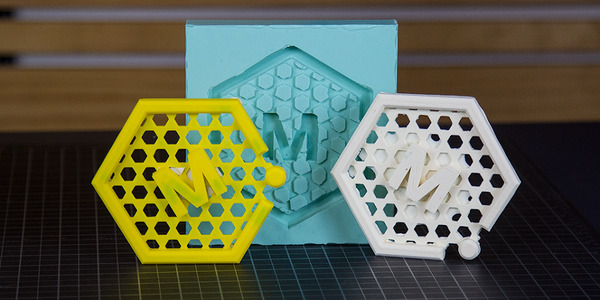
アディファブ
最終製品と同じデザインと材料を使って試作品を作れば、試作品のテストプロセスを大幅に強化し、加速することができる。ベルギーを拠点とする新興企業Addifabは、射出成形用の3Dプリント金型の提供を専門としている。

アディファブは3Dプリント金型用に、最大2,500バールの射出圧力と450℃の溶融温度に耐える独自の樹脂材料を提供している。その後、金型は12~48時間以内にアルカリ水溶液で完全に溶解します。アディファブは、この可溶性樹脂を射出成形金型の3Dプリントに利用している。

Wilson Sporting Goods社は最近、Addifab樹脂を大判Nexa3D NXE 400プリンターに採用し、新しい野球バットのハンドル用の複数のバージョンの射出成形金型を効率的に製造しました。

プラスチック金型材料とは?
ナイロン
素材の特徴ナイロンは高温に強く、強靭で強度が高い。他の素材に比べ、ナイロンは流動性が高く、静電気が発生しにくい、吸水性が低い、融点が適度、製品の寸法精度が高いなどの優れた特性を持っています。

その耐疲労性と靭性は、より高い機械的特性を必要とするワークピースのニーズにも応えることができる。エンジニアリングプラスチックです。3Dプリンティングに最適な素材です。
一般的な用途:ケーシングや筐体、消費者向けスポーツ用品、複雑な試作プラスチック部品、形状・組立・機能試作品など。

高性能ナイロン
主な特性高い耐久性、性能、耐衝撃性を備えた可鍛性で柔軟な素材
一般的な用途耐衝撃性プロトタイプ、治具、固定具、薄肉パイプとエンクロージャー、スナップ、クリップ、ヒンジ。

輸入感光性樹脂
素材の特徴感光性樹脂材料は、平滑性と耐久性が高いため、広く使用されている。この材料で印刷された部品は、研削、研磨、塗装、溶射、電気メッキ、スクリーン印刷などの後加工を施すことができる。その性能はエンジニアリング・プラスチックのABSに似ている。高い精度と繊細な表面により、外観部品だけでなく、構造、組立、機能検証にも使用できる。

一般的な用途:家電製品、迅速な製造、プロトタイプモデル、電子製品、教育、科学研究、建築モデル、美術モデル、自動車製造などの分野。

結論
数千億ドル規模の急成長を遂げ、競争の激しい射出成形業界では、メーカー各社は、より効率的でコスト効率の高い方法を模索し、時代の先端を走っている。

アディティブ・マニュファクチャリング(積層造形)としても知られる3Dプリンティングによって、これらの企業は従来のプロセスよりも優れた射出成形用金型や金型をより迅速かつ手頃な価格で製造できるようになった。3Dプリンティング金型は、金型製造業界に革命をもたらしていると言えるだろう。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







