 コンテンツへスキップ
コンテンツへスキップ 

はじめに 二色射出成形は古典的な成形プロセスである。二色射出成形は二つの材料を使って一つの製品に射出成形するもので、色と手触りの異なる外観効果を得ることができる。
今日は5つの主要セクションを紹介し、詳しくレビューします:二色射出成形とは?二色射出成形の利点は何ですか?二色射出成形の動作原理.二色射出成形の材料、工程と金型の条件。主な用途.
二色射出成形とは?
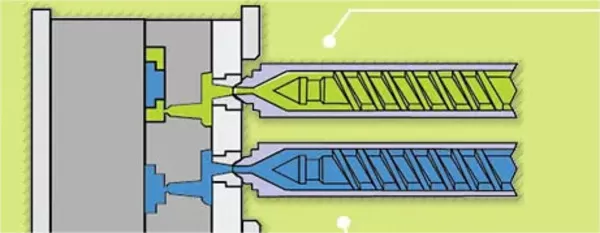
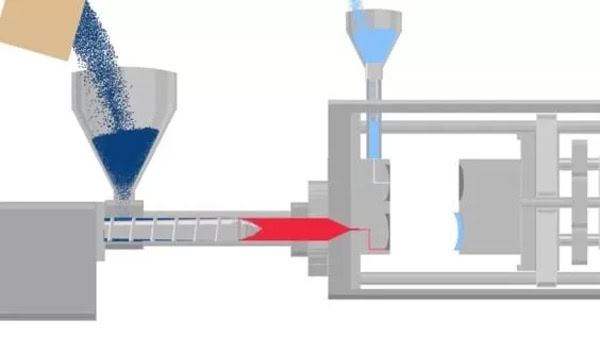
ダブルショット成形とは、2つのバレルで2つの異なる色のプラスチックを溶かし、同じノズルから同時に、または1つずつ射出する方法です。2台の射出成形機または2色射出成形機を使用して、異なる混合色パターンの製品、または明確な色分離の製品を作ることができます。

二色射出成形の特徴とは?
強力な性能と高い省エネ性
射出成形機の省エネ転換後、システムは迅速に対応でき、射出成形機は自身のニーズに応じて迅速に供給を調整でき、射出成形機の電気エネルギーの利用率を効果的に向上させ、高効率と省エネを実現できる。

迅速な対応
高速応答は、サーボシステムの動的品質の重要な兆候の一つである。生産移行工程の時間は短く、一般的に200ms以内であるため、オーバーシュートの要求を満たすためには、移行工程の前縁を急峻にし、省エネ変換後の立ち上がりを大きくする必要がある。射出成形機が1500rpmに達するまでの時間は0.03秒以下である。

良好な安定性
このシステムは、圧力と流量のダブル・クローズド・ループ制御によって、射出成形機が必要とする量を決定する。何かを変更したり、外部で何かが変わったりしても、システムはすぐに正常に戻ることができる。

高精度
精度とは、出力が入力にどれだけ追従するかということである。サーボモーターは永久磁石技術を使用しており、正確で高速です。サーボモーターはPLC技術を使用し、さらに正確です。誤差は通常0.01~0.00LMMです。
効率改善とコスト削減
速いレスポンスを得ること、同じことを何度も繰り返し、スピードを同じにすること、2つの異なる素材や2つの異なる色を同時に使うことで、時間とコストを大幅に節約すること、セットアップや設定の変更は実に簡単であること。

二色射出成形の原理とは?
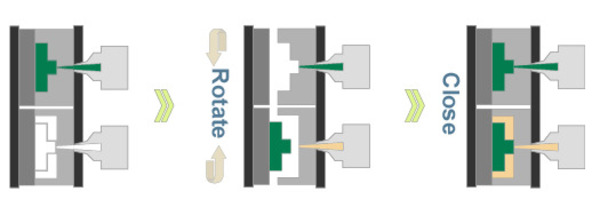
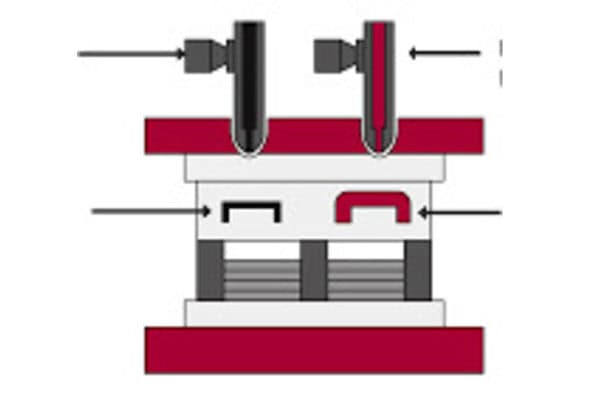
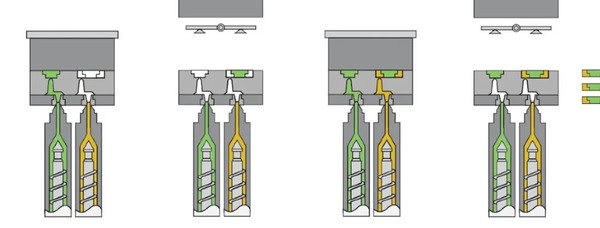
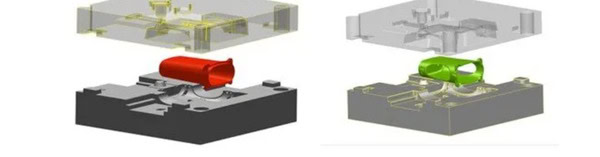
2色 射出成形品 雄型と2つの雌型が必要です。最初の射出成形は雄型と1つ目の雌型で行う。成形後、金型を開き、脱型せずに直接2つ目の雌型に切り替える。2回目の射出成形後、脱型して2色の射出成形品を得ることができる。
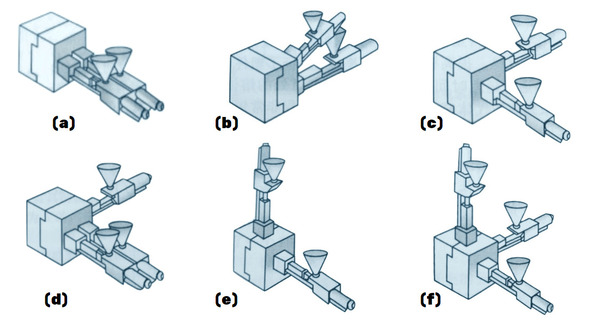
二色射出成形の加工原理
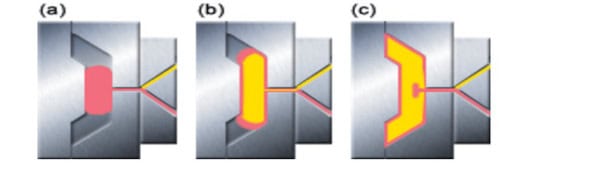
a.前側の金型は2つの異なる形状を持ち、2つの製品を形成するが、後側の金型は同じ形状である。
b.三板金型のノズルは自動的に離型するように設計されており、作業がより便利になる。ソフトグルーノズルの離型作用が信頼できるかどうかに注意してください。

c.金型の前後の型を中心から180度回転させる。回転させる際、前後が一致していなければならない。型枠の高い位置決めが必要なので、この検査は作業中に行わなければならない。正面の型枠とプレートAの厚さの合計が170mmを下回ってはならない。これは、射出成形機のモデルやその他の参考データを入念にチェックして行う必要があります。
d.二次射出成形用マスターを設計する際、一次成形品の接着位置に二次マスターが傷をつけないようにするため、ボイドが発生しないような部材を設計することができる。ただし、各シーラントの強度、つまり射出成形時の大きな射出圧力でプラスチックが変形し、二次射出成形の手前で変形する可能性がないかを慎重に検討する必要がある。
e.射出成形をする時、一回目の成形品を少し大きくすることができるのは、二回目の成形で別の雄型と密着させてシール機能を発揮させることができるからである。そして、2回目の射出にも注意してください。プラスチックの流れが一次成形品に影響しないか。プラスチックの位置が変形していないか?可能であれば、改善策を見つけなければなりません。
f.AプレートとBプレートをクランプする前に、フロントモールドのスライダーと傾斜したトップのどちらが先にリセットされ、製品が押しつぶされるかに注意してください。そこで私たちは、AとBのプレートを最初にクランプし、次にフロントモジュールのスライダーをクランプする方法を見つけなければなりませんでした。あるいは上部を傾けてリセットする。前後2つの金型の送水配置は可能な限り適切で、バランスも同じです。

二色射出成形の種類とは?
二色射出成形機 射出成形
このタイプは前型が2つ、後型が1つ必要。製品は一発で完成します。途中でビールマシンから取り出す必要がない。製品の見栄えが良く、美しい。第二射出成形の材料の厚さは一般的に0.5-2MMである。コストは高く、一般的に比較に使われる。小さい製品。
通常の射出成形機 射出成形
このタイプは、2つの前金型と2つの後金型が必要です。一回目の射出成形の後、半製品を取り出し、二回目の射出成形のために二番目の金型に入れなければならない。製品の外観はあまり良くない。射出成形技術に対する要求は高い。一般的に、2回目の射出成形の材料は、より大きな製品を作るために3MMまで可能です。
二色射出成形に必要な材料、工程、金型とは?
a.材料要件
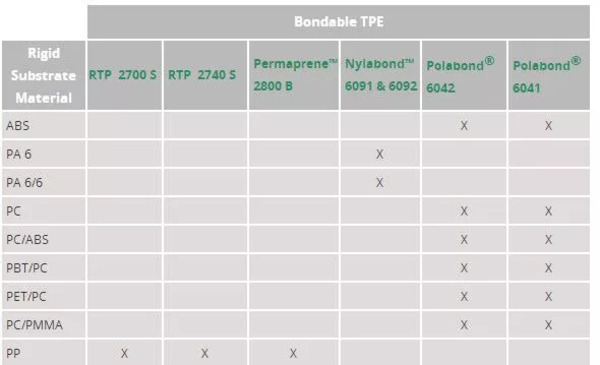
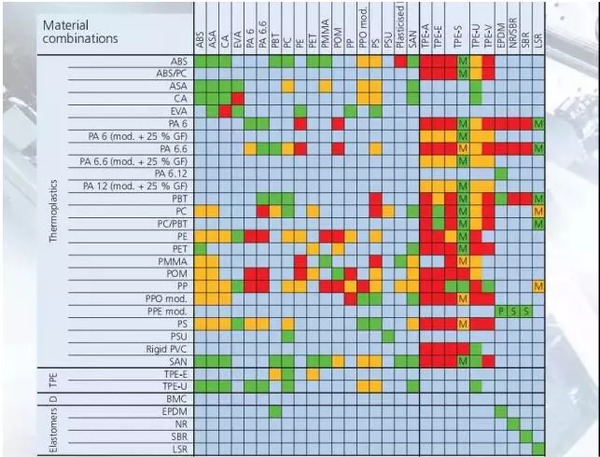
2色射出成形技術は2つの異なる材料を射出成形するため、2つの異なる材料の選択も重要なプロセスである。一般的に、色の異なる2種類のプラスチックを使用することで、射出成形品の強度と耐久性を大幅に向上させることができます。また、融合や成形も容易になります。
しかし、特殊な用途の製品では、2つの素材の特性が大きく異なるという状況を利用する必要がある場合があり、その場合、差が大きい2つの素材の融合が難しいという問題を解決する必要がある。
主な問題は、層間剥離と脱落である。 射出成形品.したがって、収縮率やさまざまな界面条件を慎重に考慮し、材料の割合を調整する必要がある。
2ショット成形では、2つの材料が2つの基本的な相溶性条件、すなわち接着の相溶性と加工の相溶性を満たさなければならない。
射出ユニット、平行と同方向、平行と反対方向、水平と垂直のL字型、Y字型の単気筒射出構造、混合ノズル、パターン、波、フローマーク、勾配、層間など。特殊ノズル;
クランプ金型、標準型、垂直ターンテーブル型、水平ターンテーブル型、回転シャフト型、ロボット回転型などの機構;供給、標準油圧モータ駆動に加えて、ESD(ElectricScrewDrive)電気供給構造もあります;油回路、ACC圧力蓄積高速射出とクローズドループ設計があります。
b.プロセス要件
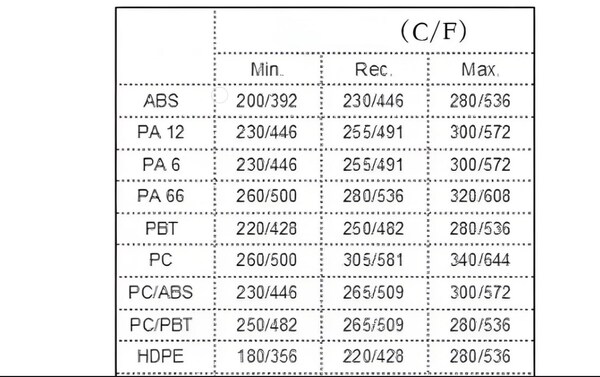
ソフトグルーとハードグルーのダブルショット設計では、2つの材料の融点に一定の温度差が必要である。一般的には60℃、少なくとも30℃以上であることが推奨されている。ファーストショットの材料の融点温度は高い。一般的に、1ショット目はPCまたはPC/ABSであり、2ショット目は一般的にPCまたはPC/ABSである。セカンドショットはTPUまたはTPEで、PCは厚さ0.6~0.7mm、ソフトは0.4mm以上である。
できるだけ接触面積を広げる、溝を作るなどして接着力を高める、あるいは1発目はコア抜きで、2発目の材料の一部を1発目に注入し、1発目の金型の表面をできるだけ粗くする。
透明と非透明のダブルショットデザイン。小型レンズのダブルショットデザイン:1ショット目は不透明で、2ショット目はレンズでできている。一発目は融点の高いPC製、二発目はPMMA製が望ましい。装飾用の透明と非透明のダブルショットデザイン:ファーストショットは不透明な材料で、セカンドショットは透明である。

c.金型の要件
二つの雌型は二つの異なる製品を形成するために異なっていなければならないが、二つの雄型は同じでなければならない;金型の前後の型は中心から180°回転させた後、一致していなければならない;最大容量は慎重にチェックする必要がある。金型の厚さ、最小金型の厚さ、KO穴の距離など;三板金型のノズルは自動脱型ができるように設計するのが一番いい。
2回目の射出成形のためにマスター型を設計するとき、2回目のマスター型が1回目のマスター型に傷をつけないようにするため、成形品の接着位置を部分的に設計してボイドを避けることができる。ただし、それぞれのシール位置の強度を注意深く考慮する必要があります。射出成形の際、1つ目の射出成形品のサイズを少し大きくすることで、2つ目の成形時にもう1つの雄型とより強く押し付けてシールすることができます。接着剤の機能
2回目のショットで、プラスチックの流れが1回目に作った部分に当たって、接着ラインが変形しないように注意する。プレートAとBで金型を閉じる前に、前金型のスライドやアングルピンが最初に部分に当たって、リセットするときに破損しないように注意する;99%の場合、硬いゴムの部分を先に射出し、次に柔らかいゴムの部分を射出する。
2色射出成形の製品と金型設計のポイントは?
二色射出成形製品の構造は普通のプラスチック製品とは大きく異なる。同時に、射出成形の前に、二色射出成形製品の慎重な構造設計が必要であり、二つの材料の相溶性を十分に考慮しなければならない。

二色射出成形品の構造特性
2つの素材を選ぶ
2色 射出成形 射出成形技術では、2つの異なる材料を使用するため、2つの異なる材料の選択も重要なプロセスです。一般的に、色の異なる2種類のプラスチックを使用することで、射出成形品の強度と耐久性を大幅に向上させることができる。また、融合や成形も容易になる。しかし、特殊な用途の製品では、極端に性質の異なる2種類の材料を使用しなければならない場合もあります。

この2つの素材は比較的異なるため、解決するのが難しい問題である。主な問題は層間剥離と脱落で、射出成形品にとっては致命的である。従って、収縮率と異なる界面条件を注意深く考慮し、材料の比率を調整しなければならない。

製品の内部構造と形状の設計
製品の構造や形状を設計する際には、まず製品の目的や用途を考慮し、サイズや内部構造を詳細に調査する必要がある。一般的には、2つの原料の接触面積を大きくして硬さを高める必要がある。
ここでは、製品の内側に多くの小さな溝や凸状の溝を設計して、はめ込みや縫い付けを行うことができます。これにより、2つの材料の接触面積を増やすことができ、射出成形を行う際に、製品の強度と寿命を向上させ、実用性を高めることができます。
回転金型 二速射出成形金型
この種の金型は、成形部分にさまざまな配慮を必要とする。まず、2つの射出成形金型の凹溝と凸溝を注意深く設計し、ドッキングの際にぴったり合うようにする必要がある。同時に、脱型機構を設計する場合、脱型を行う前に2回目の射出が必要となる。
異なる射出成形方法は、異なる細部で区別する必要があります。垂直回転射出成形機で脱型した後、製品を排出して関連作業を完了する。しかし、脱型の状況が射出成形機で射出することができない場合は、金型を脱型するために油圧装置を使用する必要があります。
二色射出成形の利点とは?
ワンショット成形
二色射出成形機は、一回の射出成形工程で二色または材料の射出成形を完成することができ、複数の射出成形工程と組立工程を回避し、生産効率を向上させる。

コスト削減
溶融と印刷のコストを節約し、製品の美しい視覚効果を高め、製品のグレードと付加価値を向上させる。従来の単色射出成形技術に比べ、2色射出成形技術は、成形品の色彩をより鮮明にすることができます。 射出成形 機械は手動操作および生産のリンクを減らし、生産費および人件費を削減できる。

正確なポジショニング
二色射出成形機は専用の金型と制御システムを備えており、高精度の色位置と配置を実現し、製品の外観の一貫性と美しさを保証します。

デザイン・イノベーション
滑り止めと摩擦を増加させる機能があるだけでなく、柔軟な樹脂材料により、人間工学に基づき、感触が非常に良い。二色射出成形技術は製品設計に多くの可能性をもたらし、消費者の個性的なニーズを満たすために、よりカラフルでユニークな外観効果を作り出すことができる。

スクラップの減少
2色成形金型は、特性の異なる2つの樹脂と色を1つの2色製品に組み合わせることができるため、成形品の組み立てや後加工の作業を減らすことができる。さらに、2色射出成形技術は、複数の組み立てによるエラーを減少させることができるため、スクラップを減少させ、製品の品質と一貫性を向上させることができる。

高い製品品質の安定性
二色射出成形製品は品質安定性が高く、製品の変形制御が容易で、成形サイクルが短く、出力値が高い。損失はゴム被覆射出成形より7%低く、製品製造コストはゴム被覆射出成形より20%-30%低い。

二色射出成形の主な用途は?
電源スイッチ、携帯電話ボタン、自動車スイッチなどに使用され、特定の導光または光透過要件を満たす。
トランシーバーのシェル、歯ブラシのハンドル、電動工具のハンドル、スパナ、魔法瓶のコップなど、手に持つ製品に使用され、感触を向上させる。

キーボードのような複数の色の外観が要求される製品に使用され、2色射出成形を使用することで、美しく、使用中に擦り切れる心配もない。
防水要件を満たすために防水加工が必要な製品に使用される。

二色射出成形プロセスは、現在、自動車、電子製品、電動工具、医療製品、家電製品、玩具など、ほとんどすべてのプラスチック分野で広く使用されている。
フィーチャーフォンのボタンなど、局部電気めっきを必要とする製品に使用。

プラスチック系では、ABSとポリスルホン(PSU)の表面のみ電解メッキが可能です。製品の局部または片面に電気メッキが必要な場合、電気メッキ部分はABSで注入し、電気メッキが不要な部分はPCなどの他の材料で注入しなければならない。

結論
まとめると、2色 射出成形 テクノロジーは古くから存在していたが、それが認知され使用されるようになったのは近年のことで、それはそれを使った製品が使用環境に適応できるからである。

同時に、ワンステップで成形できるため、コストを節約でき、正確な位置決めが可能で、設計の革新を促し、無駄を省き、製品の品質を安定させることができる。さまざまな要求を満たすことができるため、ますます広く使われるようになり、自動車産業やその他の産業にも大きな影響を与えている。経済効果も高く、将来性のある技術である。







