 コンテンツへスキップ
コンテンツへスキップ 

選択的レーザー焼結(SLS)3Dプリンティング完全ガイド
選択的レーザー焼結(SLS)とは?
選択的レーザー焼結(SLS)は、先進的な積層造形(AM)技術であり、以下の技術に属する。 パウダーベッドフュージョン(PBF) ファミリー。ハイパワーレーザーを使って、ポリマー粉末の小さな粒子を選択的に溶融(焼結)させ、層ごとに固体の三次元物体にする。
1.技術的な定義
SLSの核心は、デジタル3Dモデル(CADファイルなど)から部品を製造することである。このプロセスは、熱可塑性プラスチック粉末のベッドを含むチャンバー内で行われ、材料の融点ぎりぎりの温度まで加熱される。その後、精密CO₂レーザーが3Dモデルの断面をパウダーベッドの表面にスキャンし、特定の粒子の温度を融点まで上昇させ、それらを融合させる。層が完成すると、造形プラットフォームが下がり、新しい粉末の層が適用され、オブジェクト全体が形成されるまでこのプロセスが繰り返される。

2.コアの原理(溶かすだけでなく、焼結する):
焼結」という用語が重要である。材料を完全に溶かすプロセス(金属の選択的レーザー溶融など)とは異なり、焼結は、粒子が完全に液化することなく分子レベルで結合・融合する熱プロセスです。これにより、強度が高いだけでなく、わずかに多孔質の微細構造を持つ部品が生まれます。造形チャンバー内の周囲の未焼結パウダーは、プリントされるパーツの自然な内蔵サポート構造として機能する。この自己支持性は、SLS技術の最も大きな利点のひとつである。
3.主な特徴
SLSの特徴を理解するために、以下の特徴を考えてみよう:
- テクノロジー・ファミリー: パウダーベッドフュージョン(PBF)
- 一次材料: 熱可塑性ポリマー、最も一般的なのはナイロン(PA 11、PA 12)。
- サポート体制: 不要。未使用のパウダーがパーツを支える。
- 部品の特性: 機械的強度、耐久性、耐熱性に優れる。機能的な用途に適している。
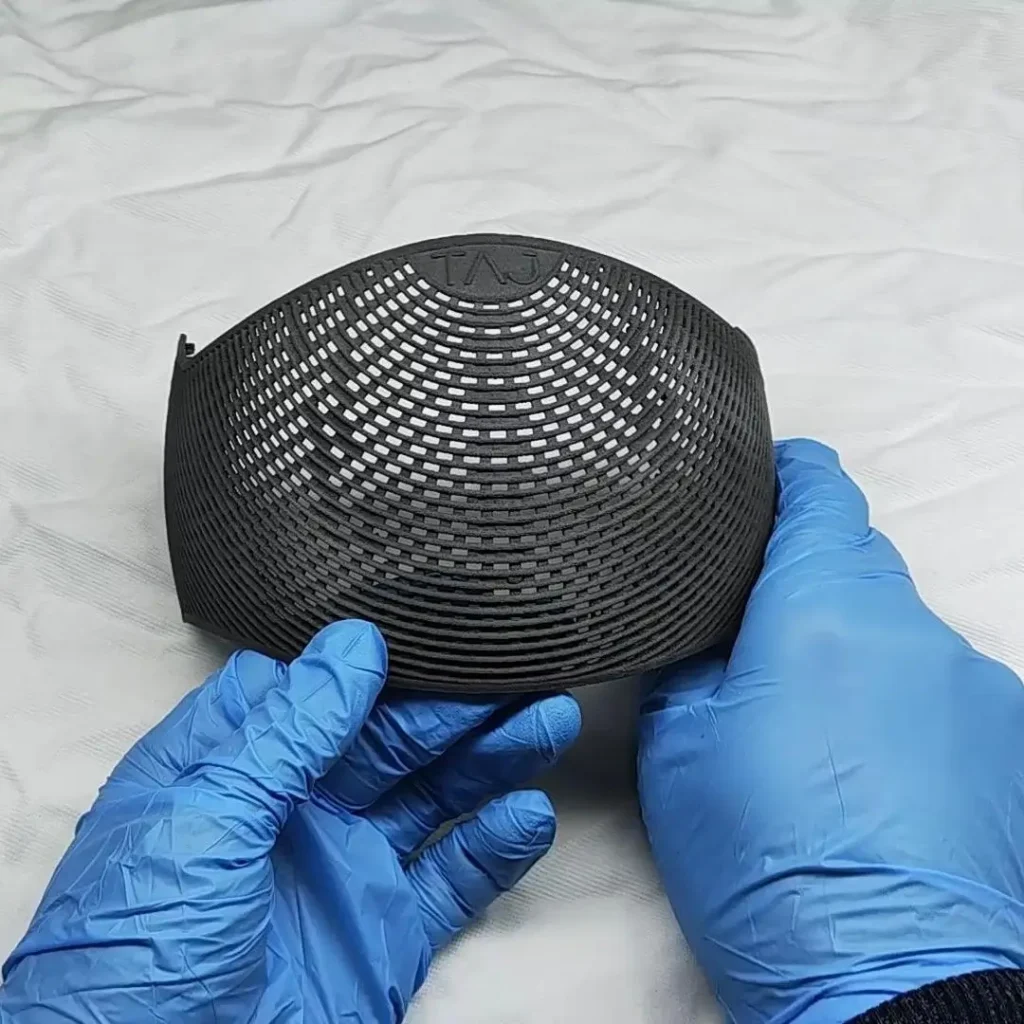
- 表面仕上げ: マットで、わずかに粒状または砂のような質感。
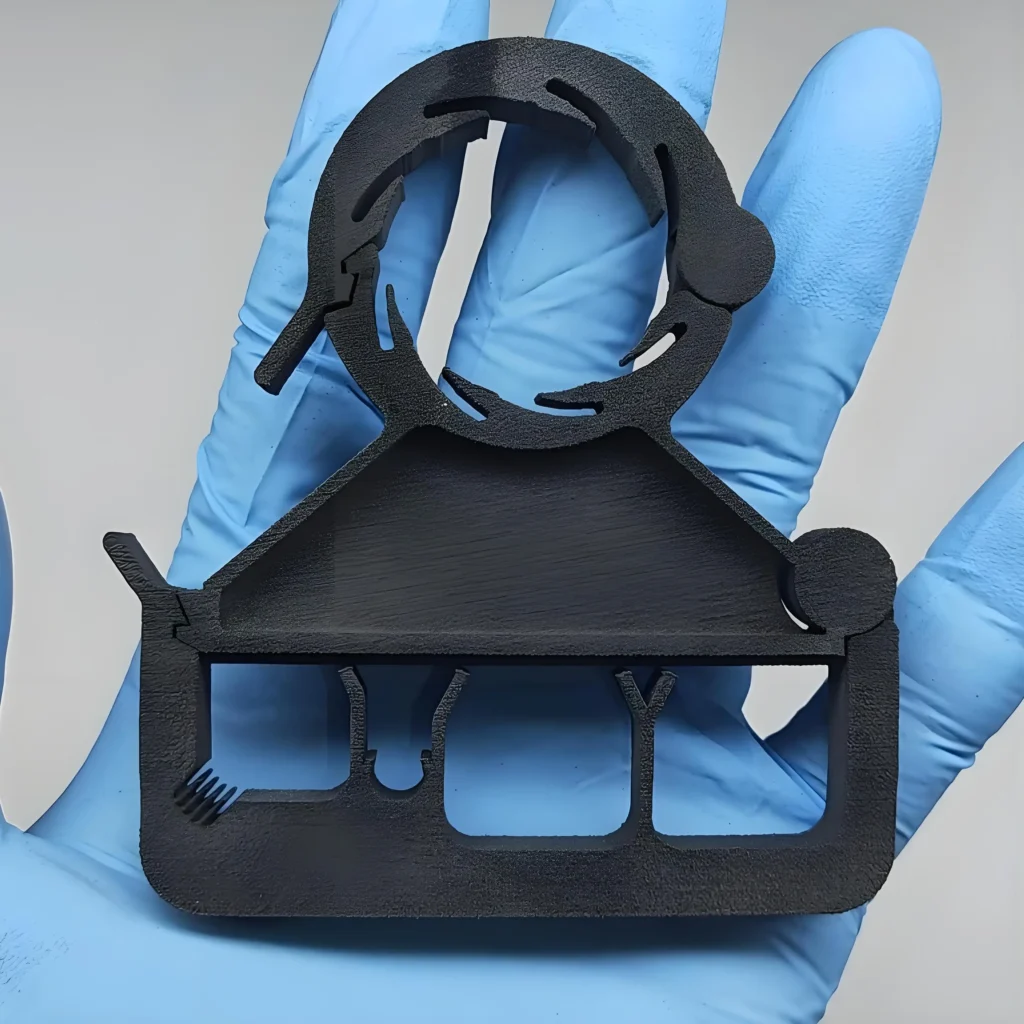
- 主な使用例 機能的プロトタイピング、複雑な最終用途部品、少量から中量の製造、リビングヒンジやスナップフィットのような複雑な形状の部品。
SLS 3Dプリンティングの仕組み
SLSプロセスを理解するには、デジタルワークフローとプリンター内部で発生する複雑な機械的作業の両方を見る必要がある。
1.デジタルからフィジカルへのワークフロー
コンセプトから物理的な部品までの道のりは、標準的なデジタル製造の経路をたどる:
3Dモデルの作成: すべては3D CAD(コンピューター支援設計)ファイルから始まります。このモデルは、STL(Standard Tessellation Language)や3MF(3D Manufacturing Format)といった3Dプリント可能な形式でエクスポートされます。
スライスとビルドの準備: 3Dモデルは、専用の「スライサー」ソフトウェアにインポートされる。このソフトウェアは、モデルを数百から数千の薄い水平レイヤーにデジタルで「スライス」する。また、オペレーターは、効率を最大化するために、造形ボリューム内で複数のパーツを方向付け、「入れ子」にすることができます。
マシンの操作 準備されたファイルはSLSマシンに送られ、SLSマシンは自動印刷プロセスを実行する。
後処理: 印刷と冷却が完了すると、部品は機械から取り出され、必要な洗浄と仕上げの工程を経る。

2.機械的プロセスレイヤーごとの分解
魔法はSLSプリンターのビルドチャンバー内で起こる。プロセスは、各レイヤーで繰り返される5つの重要な機械的ステップに分けることができます。
ステップ1:ベッドの準備と加熱: 印刷を開始する前に、パウダーベッドとその周辺を含むビルドチャンバー全体が、ポリマーの焼結点直下の正確な温度まで加熱される。この予熱は非常に重要で、焼結領域と未焼結領域の間の温度勾配を小さくすることで、熱歪み(反り)を最小限に抑えます。これにより、寸法安定性と部品精度が保証されます。
ステップ2:粉末蒸着: ブレードやローラーなどのリコート機構が造形プラットフォームを移動し、パウダーリザーバーから薄く均一なパウダー層(通常100~150ミクロンの厚さ)を堆積させます。この層が完全に平らで一貫していることを確認することは、最終部品の品質にとって不可欠です。
ステップ3:レーザー焼結: これがSLSプロセスの中核である。一組のダイナミック・ミラー(ガルバノミラー)によって誘導される強力なCO₂レーザーが、パウダー・ベッドに向けられる。レーザーは、スライスされたファイルによって定義された現在の層の断面形状をトレースします。レーザーのエネルギーは、粉末粒子を融点まで急速に加熱し、融合させて固形層にします。レーザーが当たらない部分は、ルースパウダーとして残ります。
ステップ4:プラットフォームを下げる: 層が完全に焼結すると、部品が載っているビルドプラットフォームは、1層の厚さに等しい距離だけ下がります。これにより、次の粉末層のためのスペースができる。
ステップ5:反復とビルドの完成: リコーターブレードが前回の焼結層の上に新しい粉末層を塗布し(ステップ2)、レーザーが次の断面を焼結する(ステップ3)。この粉末堆積、焼結、プラットフォーム下降のサイクルは、部品のすべての層が構築されるまで繰り返される。完成した部品は、未焼結粉末の固まりに包まれ、しばしば "ケーキ "と呼ばれる。

3.冷却段階:目に見えない重要なステップ
これはSLSプロセスにおいて最も重要でありながら、見落とされがちな段階の一つです。最後の層が焼結された後、完成パーツを含むパウダーケーキ全体は、プリンター内または別の冷却ステーションでゆっくりと均一に冷却されなければなりません。この制御された冷却プロセスには、何時間もかかることがあります(全プロセス時間の40~50%に達することもあります)。この工程を急ぐと、収縮が不均一になったり、反りが大きくなったりして、パーツが台無しになってしまいます。
SLS印刷に使用される材料とは?
SLSの多用途性は、加工可能なさまざまな堅牢な熱可塑性材料によるところが大きい。ナイロンが最も一般的ですが、その他の特殊ポリマーも利用可能です。
1.ポリアミド(ナイロン):
ナイロンは、強度、柔軟性、耐熱性/耐薬品性のバランスが優れているため、SLSで最も広く使用されている材料である。
PA 12(ナイロン12):
PA 12はSLSのゴールドスタンダードであり、最も一般的な素材である。
- プロパティ 高強度、高剛性、化学薬品、油脂、アルカリに対する優れた耐性。長期安定性に優れ、応力割れにも強い。
- アプリケーション 機能的なプロトタイプ、スナップフィットのある最終用途部品、複雑なアセンブリ、耐久性のあるハウジングに最適です。
PA 11(ナイロン11):
PA 11はバイオ由来のポリマー(ヒマシ油から作られる)で、PA 12に比べて優れた弾性と耐衝撃性を持つことで知られている。
- プロパティ 優れた延性、高い衝撃強度、優れた耐熱性。PA 12よりも柔軟性があるため、曲げたり、繰り返しの衝撃に耐える必要がある部品に適している。
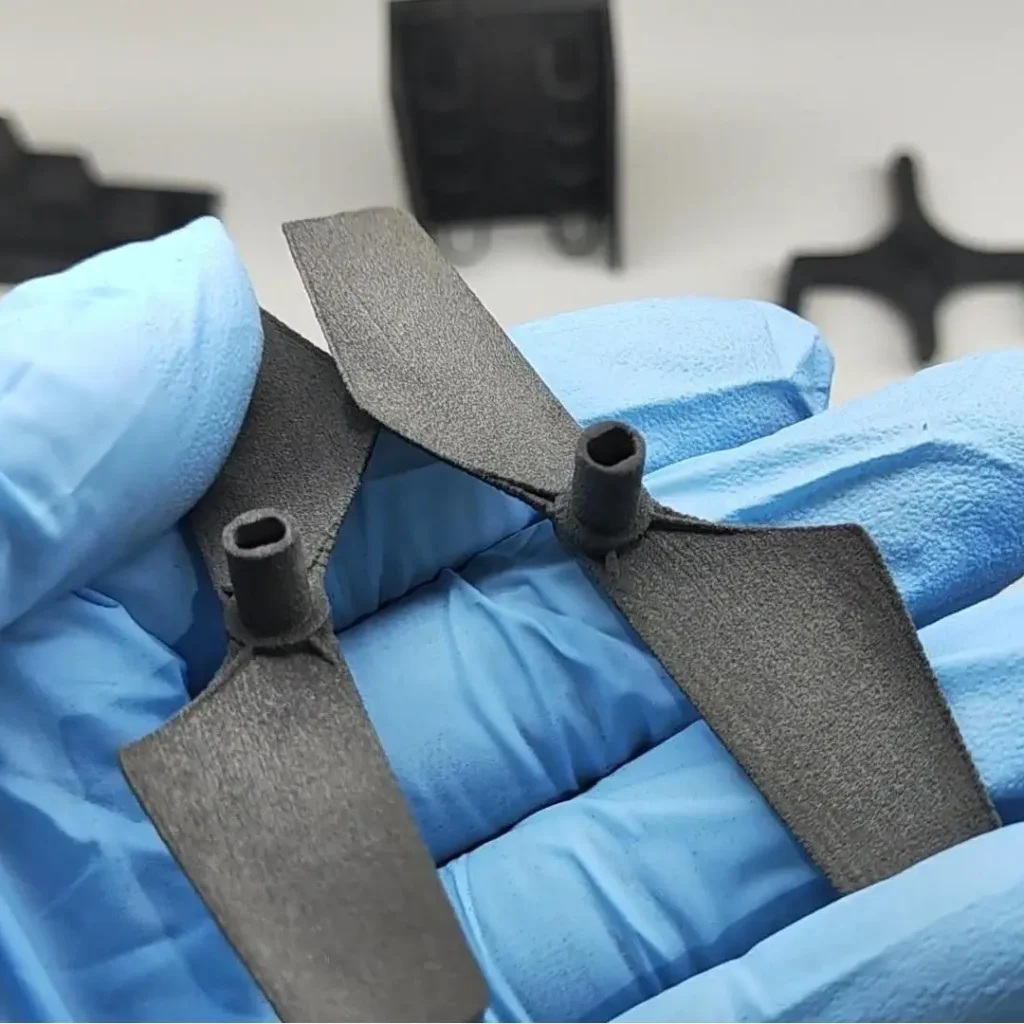
- アプリケーション 生体用ヒンジ、義肢装具、スポーツ用品、ドローン部品、その他高い靭性が要求される用途。
充填ポリアミド(複合材料):
特定の特性を高めるために、ベースナイロンにフィラーをブレンドすることができる。
- ガラス繊維入りナイロン(PA-GF): ナイロンパウダーをガラスビーズと混合。この複合材料は、標準的なナイロンよりもかなり高い剛性と耐熱性を持つが、その代償としてもろくなる。自動車部品、工具、ハウジングなど、高温や高荷重で使用される部品に使用される。
- カーボン入りナイロン(PA-CF / Carbonmide): 炭素繊維を練り込んだこの素材は、非常に硬く、強く、軽量である。また、静電気散逸(ESD)特性も備えています。用途としては、高性能の治具、固定具、モータースポーツの部品、ロボットのエンドエフェクターなどがあります。
- アルミニウム充填ナイロン(アルミド): PA 12と微細なアルミニウム粒子のブレンド。金属的な外観を持ち、剛性と熱伝導性が向上した部品が得られます。メタリックな外観を必要とする外観試作品や、カスタム金型や治具によく使用されます。
2.熱可塑性ポリウレタン(TPU):
TPUは柔軟なゴムのようなエラストマーです。SLSでは、曲げたり伸ばしたりできる丈夫で耐久性のある部品を製造できる。
- プロパティ 高い耐摩耗性、引裂強度、弾力性。ショア硬度はグレードにより異なる。
- アプリケーション ガスケット、シール、フレキシブルホース、履物部品、保護ケーシング、振動減衰要素。
3.ポリプロピレン(PP):
ポリプロピレンは軽量で耐薬品性に優れたポリマーである。
- プロパティ 優れた耐薬品性(特に酸と塩基)、低吸湿性、優れた耐疲労性、溶接性。生体適合性もあり、滅菌も可能。
- アプリケーション 流体システム、自動車部品、医療機器、耐薬品性を必要とする容器など。
4 高性能ポリマー(PEEK & PEKK):
これらの材料はSLS技術の最先端であり、高温の機械を必要とする。
- ポリエーテルエーテルケトン(PEEK)とポリエーテルケトンケトン(PEKK): PAEKファミリーの一員であるこれらのポリマーは、卓越した機械的強度、生体適合性、極端な温度や過酷な化学薬品に対する耐性を備えた高性能ポリマーである。金属に代わる軽量素材としてよく使用される。
- アプリケーション 航空宇宙部品、医療用インプラント、高温工業部品。

SLS印刷プロセスにはどのようなステップがありますか?
このセクションでは、エンド・ツー・エンドの運用ワークフローを概説し、オペレーターやサービスプロバイダーの視点に立った実践的な見方を提供する。
ステップ1:デジタルモデルの準備:
このプロセスは、最終的な3D CADモデルから始まる。このモデルは "watertight"(閉じた、多様なソリッド)であり、幾何学的誤差がない必要があります。その後、STLまたは3MFファイルとしてエクスポートされます。
ステップ2:ビルドのセットアップとネスティング:
このファイルはプリンターの造形準備ソフトウェアに読み込まれる。ここで、2つの重要なアクションが実行されます:
- オリエンテーション: パーツの向きは、強度、表面仕上げ、精度を最適化する。例えば、平らな面をビルドプレートと平行にすることで、"階段状の段差 "を避けることができる。
- ネスティング: SLSはサポート構造を必要としないため、造形ボリューム内で複数のパーツを三次元的に密集させることができる。この「ネスティング」によってスループットが劇的に向上し、部品あたりのコストが削減されるため、SLSはバッチ生産において非常に効率的です。
ステップ 3: マシンのセットアップとパウダーの投入:
オペレーターはSLS装置の準備を行う。これには、前回の印刷からビルドチャンバーをクリーニングし、ポリマーパウダーを充填することが含まれる。ここで重要な概念は、リフレッシュレート(新鮮な(バージン)パウダーと前回の印刷ジョブからのリサイクルパウダーの混合)である。一般的なリフレッシュ・レートは50%で、これは50%のバージンパウダーと50%のリサイクルパウダーから造形物が作られることを意味します。これは、費用対効果と材料特性の維持の両方にとって非常に重要です。
ステップ4:自動印刷と冷却サイクル:
造形が開始されると、プロセスは完全に自動化される。マシンは加熱し、パウダーを層ごとに堆積・焼結し、最後に制御された長い冷却サイクルを開始する。この全工程は、造形物のサイズや密度にもよるが、12時間から2日以上かかることもある。
ステップ5:ブレイクアウトとデパウダリング:
冷却サイクルが完了すると、ビルドチャンバーが開けられ、粉末の固まり(「ケーキ」)がブレイクアウトステーションに移される。オペレーターは、バラバラの未焼結パウダーから完成パーツを慎重に掘り出します。これは厄介な手作業となる。周囲の粉はリサイクルのために回収される。
ステップ6:メディア・ブラスト:
新しく解放された部品は、まだ残留粉末の層で覆われています。部品はビーズブラストまたはサンドブラストキャビネットに入れられ、そこで細かい媒体(ガラスビーズやプラスチックペレットなど)の高圧ストリームが使用され、残っている粉を取り除き、滑らかで均一なつや消しの表面仕上げにします。
ステップ7:高度な後処理(オプション):
用途によっては、美観、表面品質、特定の機能特性を向上させるために、染色、蒸気平滑化、塗装、コーティングなどの仕上げ工程が追加されることもある。

SLSの品質に影響する主なパラメータとは?
SLS部品の品質は偶然の産物ではなく、幅広いプロセスパラメーターを注意深く制御した結果です。
1.材料関連パラメータ:
- 粒子径と分布: 粉末粒子のサイズと形状は、粉末の流動性と充填密度に影響し、ひいては最終部品の密度と表面仕上げに影響する。
- パウダーのリフレッシュレート: バージンパウダーとリサイクルパウダーの比率。リサイクルパウダーの使用量が多すぎると、印刷サイクルのたびにパウダーが熱劣化するため、機械的特性が低下し、表面品質が低下する可能性があります。
2.プロセス関連パラメータ(インプリンター):
熱パラメータ
- ベッドの温度: パウダーベッドの温度で、焼結点ぎりぎりに保たれる。低すぎると反り(「カール」)の原因となる。高すぎると、周囲の粉末の不要な焼結(「成長」)を引き起こす可能性がある。
- チャンバー温度: 造形エンベロープ内の周囲温度。安定した均一な温度は、部品の一貫性を保つために不可欠です。
レーザーパラメーター
- エネルギー密度: これは最も重要なパラメータであり、単位面積あたりに照射されるレーザーエネルギー量として定義される。レーザー出力、スキャン速度、スキャン間隔の関数です。
- レーザー出力(ワット): 出力が高いほど焼結は速くなるが、材料の過熱や燃焼を避けるためにバランスを取る必要がある。
- スキャン速度(mm/s): レーザービームが粉末を横切る速度。
- スキャン間隔(ハッチ距離): 隣接するレーザースキャンライン間の距離。間隔が狭いと部品は密になるが、造形時間が長くなる。
- 最適なエネルギー密度により、ポリマーを劣化させることなく粒子と層の完全な融合を実現する。
レイヤーのパラメータ:
- 層の厚さ: 個々のレイヤーの高さで、通常約0.1mm(100ミクロン)。レイヤーを薄くすることで、特に曲面や角度のある面では、より良い表面仕上げと細かいディテールが得られますが、印刷時間が大幅に長くなります。
3.レイアウトパラメータを作成する:
- パート志向: ビルドチャンバー内でのパーツの位置。これは、表面品質(角度のある表面では階段状効果)、機械的特性(部品はX-Y平面に沿って最も強くなる)、および反りのリスクに影響する。
- パートの巣密度: ネスティングは効率を高めるが、部品を密に詰めすぎると局所的なヒートスポットが発生し、近くの部品の精度に影響を与える可能性がある。
SLS 3Dプリンティングの利点とは?
SLSは、ユニークな利点の組み合わせにより、多くの用途で好まれている技術である。
1.設計の自由度:支持構造が不要:
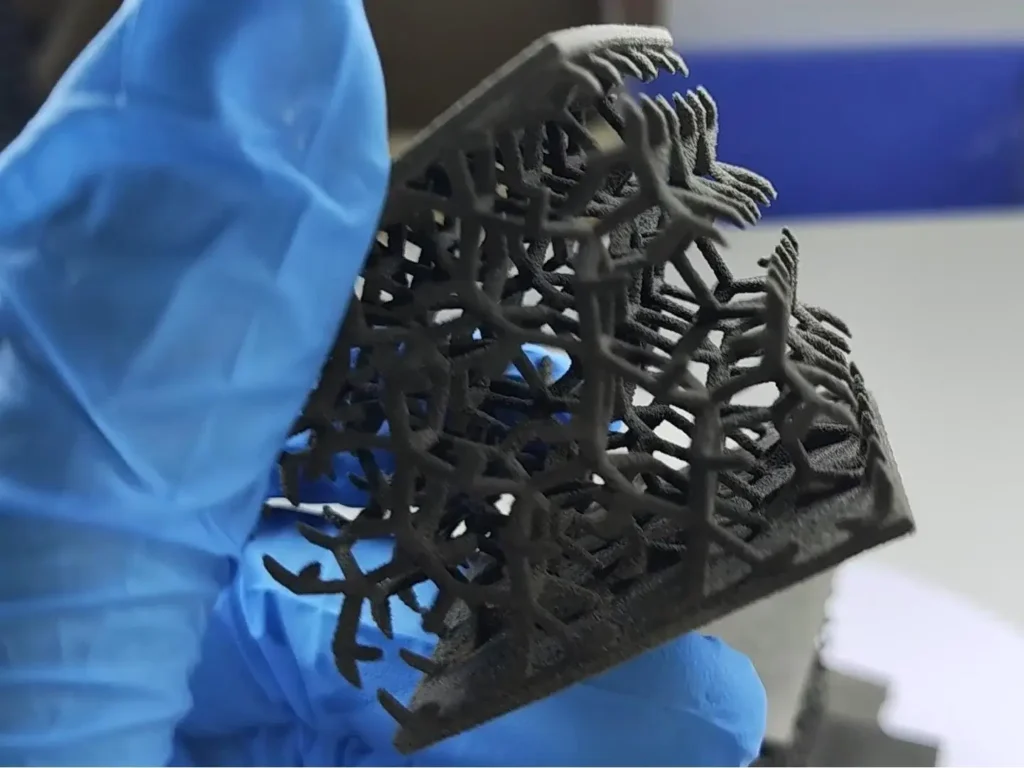
これは間違いなくSLSの最も大きな利点である。造形容積内の未焼結粉末は、印刷中に部品を完全にサポートする。これにより、他の方法では不可能または非常に困難な、内部チャネル、アンダーカット、複雑な格子構造などの非常に複雑な形状の作成が可能になります。また、サポート除去という後処理工程が不要になるため、時間と労力が節約される。
2.優れた機械的特性:
SLS部品、特にナイロン製の部品は、高い強度、剛性、耐久性で知られています。射出成形部品と同様の挙動を示すため、厳しい機能試験や最終用途の生産部品に適しています。衝撃、熱、化学薬品への暴露にも耐えることができます。
3.高い生産性と拡張性:
1回の造形で数十から数百のパーツを入れ子にすることができるため、SLSは少量から中量の生産に非常に効率的です。これにより、マシンの造形容積を最大限に活用し、パーツを1つずつプリントするのに比べて、パーツあたりのコストを大幅に削減することができます。
4.複雑な形状と複雑なディテール:
設計を制約するサポートがないため、エンジニアは製造性よりも性能に最適化された部品を作ることができる。これには、リビング・ヒンジ、スナップフィット・ジョイント、複数の部品を1つの複雑な部品としてプリントする連結アセンブリなどの機能が含まれます。
5.素材の多様性:
SLSは、柔軟なTPUから硬いカーボン入りナイロンや高性能PEEKまで、エンジニアリンググレードの熱可塑性プラスチックを幅広く提供しています。この技術により、さまざまな業界の幅広い用途に対応することができます。


選択的レーザー焼結(SLS)3Dプリンティング完全ガイド
他の3Dプリント方法と比較したSLSの限界とは?
SLSには多くの長所がありますが、すべての用途に完璧なソリューションというわけではありません。考慮すべきいくつかの制限があります。
1.表面仕上げと気孔率:
SLS部品は、粉末粒子の融解という性質上、当然ながらマットで粒状の表面仕上げとなる。また、表面はわずかに多孔質です。これは多くの機能部品には受け入れられますが、完璧に滑らかで美しい表面を必要とする用途では、大規模な後処理(蒸気のスムージングなど)が必要になります。SLAやマテリアル・ジェッティングのような技術は、そのままの状態でより滑らかな仕上がりを提供します。
2.イニシャルコストが高い:
SLSマシンは多額の設備投資を必要とし、産業グレードのシステムでも$万円以上することが多い。材料費もFDMフィラメントやSLA樹脂より高い。このため、中小企業にとっては参入障壁が高くなる。
3.リードタイムが長い:
SLSの総工程時間は長くなることがある。これは、印刷時間そのものによるものだけでなく、主に、12~24時間かかることもある強制的な冷却期間の延長によるものです。このためSLSは、FDMやSLAに比べ、迅速なワンオフ・プロトタイプには不向きである。
4.マテリアルハンドリングとリサイクルの複雑さ:
微細なポリマー粉末を扱うには、管理された環境と個人用保護具が必要です。さらに、パウダーのライフサイクルを管理し、使用量を追跡し、リフレッシュ率を計算し、リサイクルパウダーをふるい分けることは、オペレーションを複雑にします。
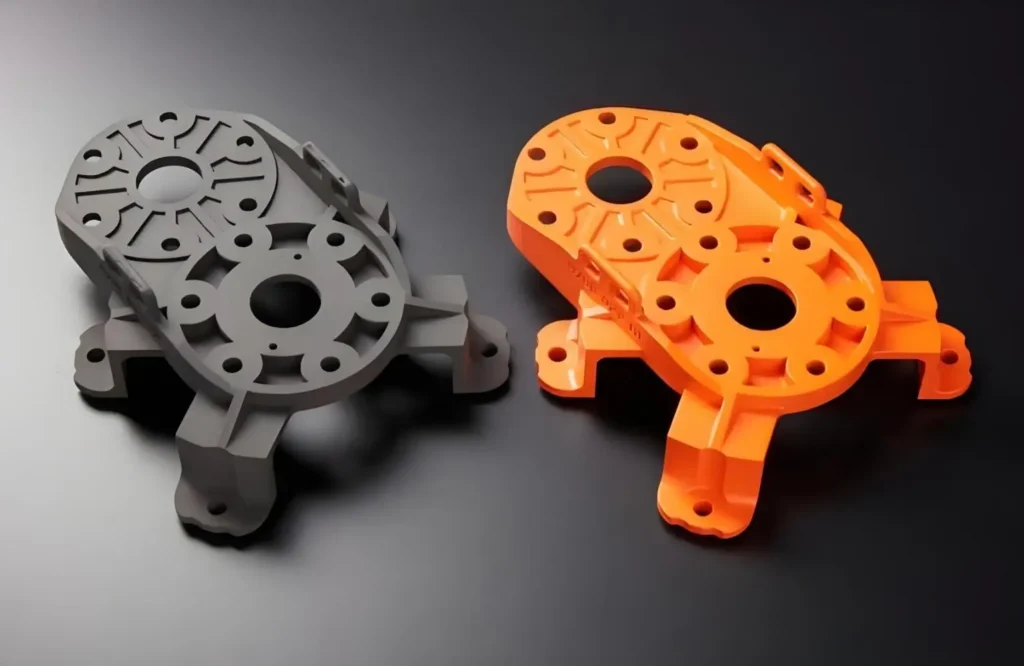
5.限られた色のオプション:
SLS部品は通常、単色で印刷され、材料にもよりますが、通常は白、グレー、黒です。カラーを実現するには、染色などの二次的な後処理工程が必要で、時間とコストがかかります。マテリアル・ジェッティングやバインダ・ジェッティングのような技術は、フルカラー印刷機能を提供します。

SLSの一般的な用途とは?
SLS部品のユニークな特性により、要求の厳しい用途に幅広い産業で採用されています。
1.プロトタイピング:
機能プロトタイプ:
これはSLSの真髄とも言える用途です。企業はSLSを使用して、実環境での試験に耐える忠実度の高いプロトタイプを作成します。機械的特性が最終的な生産部品に非常に近いため、エンジニアは形状、フィット感、機能を確実にテストすることができます。
- 例電子機器用エンクロージャー、スナップフィットアセンブリ、人間工学的研究、ダクト内の気流試験など。
リビング・ヒンジとスナップフィット:
PA 11やPA 12のような素材の耐久性と柔軟性は、リビング・ヒンジや繰り返し使用されるスナップフィット・クロージャーを含むデザインの試作に最適です。
2.最終用途部品と少量生産:
SLSはプロトタイピングの域を超え、今や実行可能な製造方法として成熟している。例
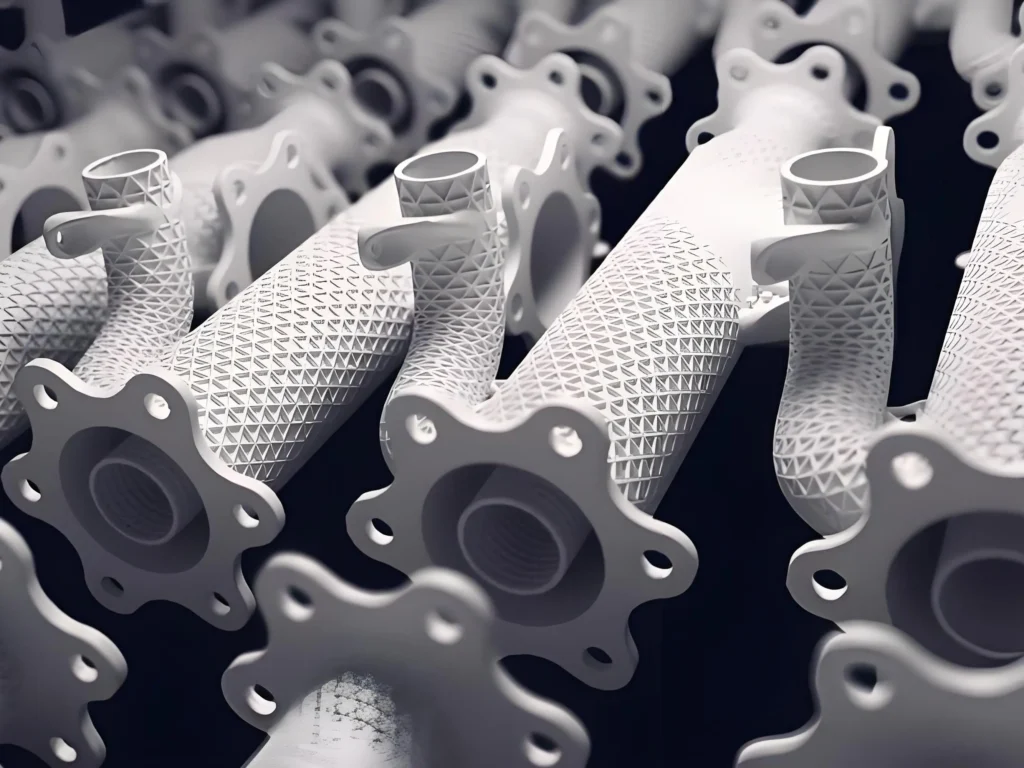
- 航空宇宙と自動車:エアダクト、ブラケット、カスタム内装部品、UAV(ドローン)ボディ。軽量で強靭な特性は理想的です。
- 医療機器:カスタム義肢、装具、サージカルガイド、医療機器のハウジング。SLS材料の多くは生体適合性があります。
- ロボティクス&オートメーションロボットシステム用のカスタムグリッパー(エンドオブアームツーリング)、治具、冶具、エンクロージャー。
- ツーリング:効率と精度を向上させるために、製造ライン用のカスタム治具や固定具を作成する。
3.消費財:
- 例を挙げよう: 高級カスタムメガネフレーム、電子機器用保護ケース、スポーツ用品用部品、パーソナライズド製品。

SLS印刷部品の後処理ステップとは?
後処理は、SLSワークフローにおいて、未加工の印刷物を使用可能な部品にするために必須の段階である。
1.一次後処理(標準):
これらのステップは、ほとんどすべてのSLS部品で実行されます。
- パーツのブレイクアウトとデパウダリング 冷却後の最初のステップは、未焼結粉末のケーキから部品を手作業で掘り出すことである。多くの場合、圧縮エアーを使ってバラバラの粉を吹き飛ばす。
- メディアの発破 次に、部品をブラストキャビネットに入れます。媒体(ガラスビーズ、プラスチックビーズ、酸化アルミニウムなど)の流れが部品に向けて発射され、残っている溶融粉末が除去され、均一できれいなつや消しの表面仕上げが行われます。
2.二次加工と美的後加工(オプション):
これらの工程は、部品の外観や機能を向上させるために行われる。
- 染色: 色を加える最も一般的な方法。SLSパーツは多孔質であるため、染料をよく吸収する。パーツは高温の染料浴に浸され、表面に浸透する豊かで深い色になります。
- ケミカル・ヴェイパー・スムージング: 気化した溶剤に部品をさらすことで、外面をわずかに溶かして再流動させるプロセス。これにより、部品の気孔が密閉され、水密性と気密性が高まり、射出成形に匹敵する滑らかで半光沢の仕上がりになる。
- タンブリング/振動仕上げ: 小さな部品のバッチには、セラミックまたはプラスチック・メディアを入れたタンブラーに入れることができる。振動作用が表面を滑らかにし、鋭利なエッジを丸くする。
- 塗装とコーティング 特定の色や保護仕上げが必要な場合は、SLS 部品に下塗りや塗装を施すことができます。耐久性と耐薬品性を高めるために、セラコートなどのコーティングを施すこともできます。

SLSの表面仕上げと寸法精度を向上させるには?
SLSで最高の品質を達成するには、前工程の最適化、正しい機械操作、後工程の組み合わせが必要です。
1.表面仕上げの最適化:
前工程の最適化:
- 部品の向き:曲面や角度のある面を、ビルドプレートに対して45度の直角を避けて配置することで、「階段状」効果を避けることができる。重要な面を上向きまたは下向きにすると、最良の結果が得られることが多い。
- レイヤーの厚みを薄くする:より薄いレイヤー(例えば、0.12 mmの代わりに0.08 mm)を使用すると、レイヤーの線が見えにくくなりますが、印刷時間が長くなります。
ポストプロセス・ソリューション
- メディアブラスト:均一な艶消し仕上げの標準的な方法。
- ベーパースムージング:射出成形のような滑らかな表面を得るための最も効果的な方法。密閉された、洗浄しやすい表面を必要とする用途に最適です。
2.寸法精度の向上:
マシンキャリブレーション: 主要な機械パラメータを定期的に較正することは不可欠です。これには、システムの不正確さを補正するためのレーザーのX-Yスケーリング係数の調整と、レーザービームのオフセットの調整が含まれます。
収縮と反りの考慮:
- 熱管理:安定した均一な温度プロファイルを維持するために、機械の加熱システムが正しく動作していることを確認する。これは、反りに対する第一の防御線である。
- 部品の向き:長くて平らな部品を水平ではなく垂直に配置することで、反りのリスクを軽減できる場合がある。
- ソフトウェアによる補正:高度なソフトウェアは、冷却中の材料の自然収縮率を打ち消すために、モデルにスケーリング係数を適用することができます。
アディティブ・マニュファクチャリングのための設計(DfAM):
- 肉厚:部品の堅牢性と印刷を確実にするため、最小肉厚ガイドライン(通常0.8~1.0mm)を遵守する。
- 穴の大きさ:小さな穴は焼結中に収縮する傾向があります。少し大きめに設計するか、印刷後に最終的な寸法まで穴をあけるのが一般的です。
- エンボス/デボスの詳細:テキストや細かいディテールが、レーザーで明確に解像され、メディアブラスト中に失われないように十分な大きさがあることを確認します。

SLSとSLA、MJF、FDMとの比較は?
適切な3Dプリント技術の選択は、プロジェクトの具体的な要件によって異なります。ここでは、SLSが他の一般的な方法と比較してどのように優れているかを説明します。
1.比較表:
| 特徴 | 選択的レーザー焼結(SLS) | ステレオリソグラフィー(SLA) | マルチ・ジェット・フュージョン(MJF) | 溶融堆積モデリング(FDM) |
|---|---|---|---|---|
| テクノロジー | パウダーベッドフュージョン(レーザー) | 槽内光重合(レーザー/プロジェクター) | パウダーベッドフュージョン(熱+薬剤) | 素材押出(フィラメント) |
| 一次材料 | ナイロン(PA11、PA12)、TPU、PP | フォトポリマー樹脂(スタンダード、タフ、フレキシブル、キャスタブル) | ナイロン(PA12、PA11)、TPU、PP | 熱可塑性プラスチック(PLA、ABS、PETG、PC、ナイロン) |
| 寸法精度 | 高い (±0.25 mm) | 非常に高い (±0.1 mm) | 高い (±0.25 mm) | 中~低(±0.5mm) |
| 表面仕上げ | マット、粒状、多孔質 | 非常に滑らかで、レイヤーラインはほとんど見えない | 滑らかで、SLSよりわずかに粒状性が少ない。 | 目に見えるレイヤーライン、ラフ |
| 生産性/スピード | 高い(ネスティング部品)が、冷却サイクルは長い。 | 中程度(部品の高さと断面によって異なる)。 | 非常に高い(高速印刷、SLSより短い冷却サイクル)。 | 遅い(部品を一つずつ印刷する)。 |
| コスト | 高い機械コスト、ネスティングによる中程度の部品コスト。 | 機械コストは中程度、部品コストは低~中程度。 | 機械コストは高いが、スピードとネスティングにより部品コストは低い。 | 機械代と材料費が安い。 |
| 主な強み | サポートなし、耐久性のある機能部品、複雑な形状。 | ディテールと表面仕上げに優れ、ビジュアルモデルに最適。 | 高速、低コスト、良好な機械的特性。 | 低コスト、幅広い素材、使いやすさ。 |
| 主な弱点 | 粒状表面、長いリードタイム、パウダーの取り扱い。 | 支持構造が必要で、部品はもろく、紫外線に弱い。 | 素材が限られ、表面は粗い(SLSよりはましだが)。 | 精度と解像度が低く、レイヤーラインが見える。 |
2.SLSとSLAの比較:
選ぶ SLS 機械的ストレスに耐える必要がある耐久性のある機能的なプロトタイプや最終使用部品のために。選ぶ エスエルエー ビジュアルモデル、金型、パターンなど、卓越した表面仕上げ、微細なディテール、精度が必要な場合に。
3.SLS対MJF:
SLSとMJFは直接の競合相手である。どちらも機能的なナイロン部品の製造に理想的な粉末溶融技術である。
- MJFの方が一般的に速い を提供することができる。 部品単価の低下 サーマル・プリンティング・プロセスと、より効率的な熱管理により、生産シーンで使用される。
- SLSは多くの場合、わずかに "白く"、あるいは明るくなった原料部分を提供する。 の方が実績が長く、特定のプラットフォームで利用可能な特殊材料の範囲が広がる可能性がある。MJF部品の表面仕上げは、一般的にSLSよりもきめ細かい。
4.SLSとFDMの比較:
選ぶ SLS FDMでは複雑な形状を持つ強度の高い生産品質の部品が必要な場合、大規模なサポート構造なしでは生産できません。選択 多重伝送装置 低コストで初期段階のコンセプト・モデルやシンプルな治具、あるいは多種多様な色や素材(PLAやPETGなど)が迅速かつ手頃な価格で必要な場合に。

SLS 3Dプリンティングに関するFAQ
SLSパーツ、特にナイロン製のパーツは、高い引張強度と耐衝撃性など、優れた機械的特性を備えています。ポリマー3Dプリンティングの選択肢の中でも最も強度が高く、要求の厳しい機能的用途や最終用途の部品に適しています。
ブラスト後の生の状態では、SLS部品はわずかに多孔質で、時間の経過とともに水分を吸収します。防水性はありません。しかし、化学蒸気の平滑化やエポキシコーティングのような後処理工程によって、防水性と気密性を高めることができます。
コストはいくつかの要因に影響される。パーツの体積、1回の造形でネストされるパーツの数、使用される材料、必要な後処理などである。機械の初期投資は高いが、効率的なネスティングと最小限の労働力により、パーツあたりのコストは、少量生産から中量生産の場合、競争力を持つことができる。
リフレッシュ率とは、新しいバッチを作るために、新鮮なバージン・パウダーと、以前の製造からリサイクルされた未焼結パウダーを混合しなければならない割合のことである。一般的な割合は50/50です。加熱チャンバー内に滞留したパウダーはわずかに劣化するため、新鮮なパウダーを加えずに再利用するとパーツの品質が低下するため、これは重要です。リフレッシュ・レートを管理することは、コストをコントロールし、一貫した材料特性を維持するための鍵となる。
SLS」という用語は、ほとんどもっぱらポリマー(プラスチック)の印刷に使われる。金属に相当するプロセスは ダイレクトメタルレーザー焼結(DMLS) または 選択的レーザー溶融(SLM).レーザーを使用して粉末を溶融するという基本原理は似ているが、DMLS/SLM装置ははるかに強力なレーザーを使用し、完全に不活性な雰囲気の中ではるかに高い温度で動作し、アルミニウム、チタン、ステンレス鋼などの金属粉末を加工する。


How Can You Balance Cost and Quality in Plastic Rib Design?
Key Takeaways Ribs provide structural integrity without the cycle time and material cost penalties associated with increasing overall wall thickness. However, poor rib design leads to cosmetic defects like sink
How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

