 コンテンツへスキップ
コンテンツへスキップ 

ウォーターアシスト射出技術は先進的な技術である。 射出成形 溶融物の一部を金型キャビティに注入し、その後、装置を通して高圧水を溶融物に注入して最終的にワークを成形するプロセス。
水の非圧縮性により、水の前端に固体界面が形成されるため、製品の内壁は空洞に押し出され、水の前端は急速冷却の役割も果たす。
したがって、水アシストにはガスアシストとは比較にならない多くの利点がある。研究と応用から、水アシストはより薄く均一なキャビティ壁を生成でき、ランナーの内壁面は非常に滑らかであることが示されている。
特に肉厚のワークピースでは、ガスアシストに比べて水アシストの方が冷却時間を大幅に短縮できる。
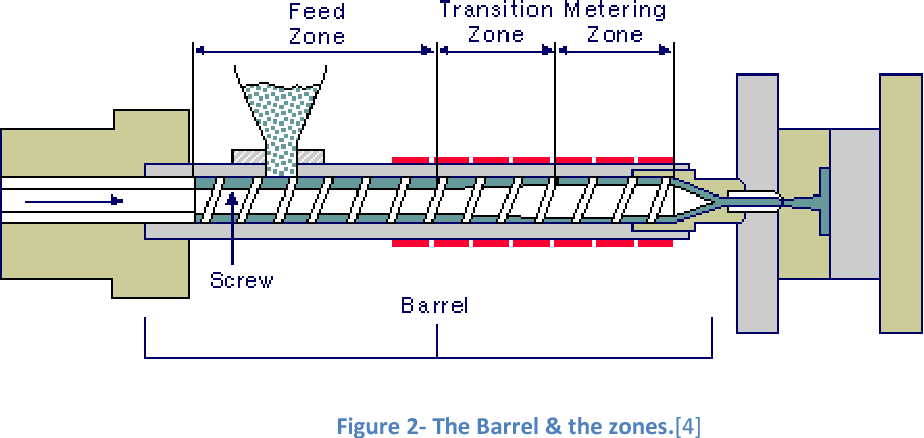
水アシスト射出成形の原理
水アシスト射出成形 は、溶融物を吹き飛ばすガス(通常は窒素)を水に置き換えるガス注入技術の発展形である。
ホットメルトは 射出成形金型.これにより、厚いメルトは外壁によって断熱されるため、冷却が遅くなる。内側のメルト・フロントが外側の表面と異なる速度で冷却されると、収縮して外側の表面に引っ張られ、反りやヒケが生じることがある。 温度調整器の高温オイル。
WITの使用により、ヒケ、反り、クランプ力などのアーチファクトを低減することで、材料の利用率を最大限に高めることができます。材料の利用率を高める副産物として、無駄な材料や不要なアーチファクトが減るため、重量が軽くなります。
どちらの方法も機能的な空洞を持つプラスチック部品の製造に使用できるが、水によるアシスト法は、空洞を持つプラスチック部品の製造に適している。 射出成形 は、大きな閉断面を持つ部品の経済的な生産に最も適していることが証明されている。
水アシスト射出成形 にはさまざまな形態がある。ブローの際、金型のキャビティは部分的に溶融物で満たされ、その後、キャビティが満たされるまでガスが膨張する(吹き上がる)。
対照的に、ブローアウトまたはカウンターフロープロセスでは、キャビティは溶融物で満たされ、その後、流体コアはオーバーフローキャビティに吹き出されるか、材料管に吹き戻される。

水アシスト射出成形における代表的な問題点
ウォーターアシストに起こりうる欠陥 射出成形 には今のところ登場していない。 ガスアシスト射出成形.すべての欠陥は、処理パラメーターの適切な選択によって補正することができる。
原則として、低い噴射圧力で高い体積流量を目指す方がよく、これは背圧を最小にすることで達成でき、十分な保水時間を得ることができる。
噴射ノズル付近の渦巻きや壁面の波紋を抑えるには、まず低圧で水を噴射し、できるだけ早く実際の噴射圧力まで圧力を上げる必要がある。
水の体積流量が少なすぎると、水蒸気による局所的な成形が起こる。気孔が生じると、水圧は徐々に高まり、低圧ですでに形成された薄い表面層が水圧によって破壊されることがある。
拡散プロセスによって水泡が発生し、鋳型と流体の両側で溶融物が低圧で凝固する際に空孔が生じ、固体の外層間の物質がクシャクシャになって空孔が形成される。
気孔の発生をなくすか減らすには、注入段階では高流量が、保持または冷却段階では高水圧が、さらに必要となる。材料がゆっくりと固化することで、気孔の形成に対抗することができる。
分岐のあるメディアラインは特に難しい。分岐部も吹き出されると、オーバーフローした金型キャビティの制御が厳しくなる。
特に硬化の早い材料を使用した場合、薄い層が分岐点で不要に固まってしまい、再び引き裂かなければならなくなる。その結果、外層にひび割れが生じる。

水アシスト射出成形は、次の5つのステップで構成される。
(1) 溶融物の注入
(2) 水の注入とコアの交換
(3) 圧力保持セクションの水圧維持(オプションでフラッシング工程を含む)
(4) 圧力解放と水の排出
(5) 脱型
水アシスト射出成形の特徴
完全に形成された水路が必要なため、水アシストではプロセス・パラメーターがより重要になる。 射出成形 ガスアシストよりも 射出成形.
様々なプラスチック加工パラメータが水の浸透長さに及ぼす影響を決定した。その結果、ポリマー材料の収縮率と粘度、および中空コアのボイド形状が、主に成形品の浸水長さを決定することがわかった。
水は非圧縮性であるため、より優れたプロセス制御が可能だが、必要な体積流量を継続的に供給しなければならない水噴射技術ユニットへの要求が大きくなる。
ガスに対する水の利点のひとつは、保持と冷却の段階にある。その優れた冷却特性により、溶融物を内部で冷却し、冷却時間を大幅に短縮することができる。水はガスに比べて冷却効果が高いため、直径の大きな部品を加工する場合、冷却時間、ひいてはサイクルタイムを大幅に短縮することができます。
水分の排出にはいくつかの方法がある。ポリアミドのように加工温度が高い素材では、蒸気圧で十分です。また、重力も重要な役割を果たします。
もう一つの方法は、別の注射器を通して圧縮ガスを注入し、水を吹き飛ばして乾燥させる方法である。どの方法を選択しても、プラスチック部品から出てきた水はインジェクターを経由してタンクに戻ります。良好な排出を確保するためには、インジェクターを金型の最も低い位置に設置する必要があります。

水アシスト射出成形とガスアシスト射出成形の比較
ウォーターアシストの原理 射出成形 水アシスト射出成形とガスアシスト射出成形は同じであり、水アシストがガスアシストに取って代わることはなく、採用すべきプロセスは用途と金型に依存するというのが大方の見方である。
水アシスト 射出成形 はガスアシストプロセスと同じである。ウォーター・インジェクション技術は、金型キャビティに注入される溶融物の短い部分から始まり、次に水を注入して樹脂溶融物を絞り、部品を成形する。
用途によっては、圧縮ガスを使用してランナーから水を絞り出し、構造部品を完全に脱湿する。
水によるアシストは、より薄く均一なキャビティ壁を作り出し、材料の節約につながることが、研究や応用から示されている。さらに、水噴射ノズルは一般的にガスノズルより大きい、 水アシスト成形 ガスアシスト成形よりも大きなランナーで、滑らかな壁面を持つ。
窒素によるガスアシスト成形に対する水アシスト成形の主な利点は、水の急速冷却効率である。水の熱伝導率は窒素の40倍、熱容量は気体の4倍です。厚肉のワークピースの場合、水アシストはガスアシストに比べて冷却時間を30~70%短縮できます。
気体と水の主な違いは、気体は圧縮できるが、水は圧縮できないことである。水の方が粘度が高く非圧縮性であるため、水の前端が固体界面を形成し、これがスクイーズハンマーの役割を果たし、ワークをくり抜く。水の前端は、金型のキャビティに充填された溶融物を冷却する役割も果たす。

の利点 水アシスト射出成形 と比較して ガスアシスト射出成形:
(1) 被加工物の冷却時間を大幅に短縮する。
(2) より大きなワーク断面が可能
(3)滑らかな内壁
(4) 均一な冷却により、ワークの変形が少ない。
(5) 均一な壁断面
(6)コストが低く、圧力媒体である水へのアクセスが容易である。
の潜在的なデメリット 水アシスト射出成形:
(1) 水漏れ問題
(2) ワークを脱水する必要がある。
(3) 大型注水機
(4)すべてのワークピースに適しているわけではない
水アシスト成形用材料
最も進歩したのは、自動車のエンジンルーム内で流体の移送に使われるパイプや金属部品を、ポリアミド(ナイロン)タイプの素材に置き換えることだ。
これらの特殊素材は、結晶化速度を遅くし、早期硬化や穿孔(またはリンティング)を避けるために改良されている。新しいポリアミド素材は、ポリアミド-6またはポリアミド-6/6タイプで、ガラス繊維またはガラス繊維-鉱物フィラーを多く含んでいます。
ポリアミド-6/6をベースとした材料は、グリコール系クーラントに対する耐食性に優れている。水アシストプロセスでポリプロピレンを使用している加工業者もあれば、非充填のアクリロニトリル-ブタジエン-スチレン共重合体(ABS)、アセタール、ポリブチレンテレフタレート(PBT)を関連用途のベース材料として評価している加工業者もある。

水アシスト成形の開発と応用の展望
水アシスト 射出成形 技術は急速に発展しており、ノズルはシール性能を向上させ、水ポンプの漏れを減らすために改良されている。水や空気の噴射に使用されるノズルは、ワークのキャビティに溜まった水の排出口としても使用できます。
新しい給水容器の形状は、圧力、容量、センタリング・プロセスのタイミング制御の性能を向上させるために、より最適化されている。
水アシスト 射出成形 この技術の商業的応用は、北米やアジアよりもヨーロッパの方が進んでいる。その用途は、自動車部品、消費者向け部品、工業部品など多岐にわたる。
WITプロセスは、水道管やドアハンドルなど、ほとんどの種類の中空部品や部分的な中空部品に最適です。WITの代表的な用途には、ハンドル、トップフレーム、ロッカーカバー、ドアブロック、ヘラ、ブラケット、椅子、オフィス家具などがある。これらの管状部品の一部は、以前は ガスアシスト成形 しかし、ウォーターアシスト技術の方が適している。







