 コンテンツへスキップ
コンテンツへスキップ 

はじめに射出成形はかなりクールな製造方法である。射出成形は以前から存在し、製造のスピードアップに貢献してきた。スピードと製造のしやすさは、製造、特に大量生産において重要な検討事項であり、これによって多くの利点がもたらされる。これらの利点には、開発コストの削減、予測精度の向上、技術革新の迅速化、市場シェアの拡大などがある。
射出成形とは?
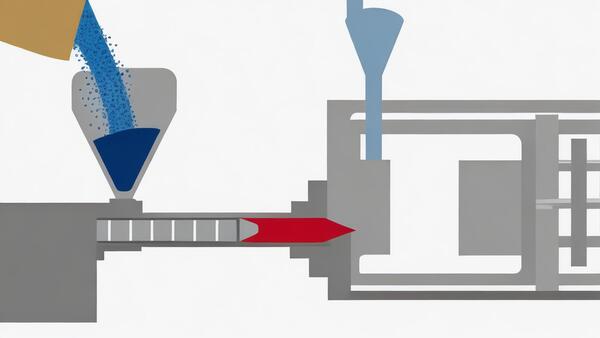
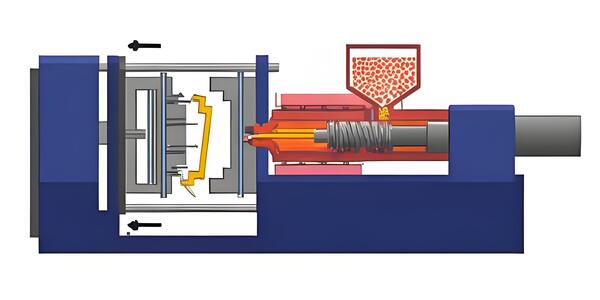
射出成形は、溶かしたものを型に流し込む製造工程だ。それから冷やして固める。その後、型から取り出します。この工程は1つのものを作るのに使うこともできますが、通常は大量生産に使います。
金型に吹き込むものはたいていプラスチックかゴムだ。なぜなら、それは本当に速くたくさんのものを生み出し、常に良いものだからだ、 射出成形 は、電気部品、自動車部品、安価なプラスチック製品、家具部品、その他あらゆるものの製造に使用されている。
射出成形の主なパラメーターは?
射出成形サイクルには、良いプラスチック部品を作るためにチェックしなければならないことがたくさんある。そのいくつかを紹介しよう:

射出圧力: これは、金型にプラスチックを押し込む強さです。金型がきちんと埋まり、部品がうまく出来上がるようにすることが重要なんだ。
金型温度: これは、パーツを作るときの金型の温度です。プラスチックがどのように流れるか、部品がどのように冷えるか、部品の出来栄えに影響します。
ノズルの圧力: これは、ノズルから金型にプラスチックを押し込む強さです。射出圧力の一部ですが、あくまで金型での圧力です。
回収率: 射出工程で材料が押しつぶされた後、跳ね返る速さ。
収縮率: 成形品が溶融状態から固化状態までどれだけ収縮するか。
クランプ力: プラスチックが射出され冷却される間、金型の半分をつなぎ合わせる力。

スクリュー速度: 射出成形機のバレル内のスクリューが回転する速さ。スクリューの回転速度は、プラスチックが金型キャビティに押し込まれる速度を制御し、充填と冷却にかかる時間に影響する。
射出成形の工程条件とは?
温度管理
バレル温度
射出成形プロセスで制御が必要な温度には、バレル温度、ノズル温度、金型温度がある。最初の2つの温度は主にプラスチックの可塑化と流動に影響し、後者の温度は主にプラスチックの流動と冷却に影響する。プラスチックの種類によって、流動温度は異なります。
同じ種類のプラスチックでも、供給元やブランドが異なれば、流動温度や分解温度も異なる。平均分子量や分子量分布が異なるからだ。射出成形機の種類によってプラスチックの可塑化プロセスも異なるため、バレル温度も異なる。

ノズル温度
ノズル温度は通常、バレルの最高温度よりわずかに低い。これは、ストレートスルーノズルで起こりうる「垂れ流し現象」を防ぐためである。ノズル温度が低すぎると、溶融物の早期凝固を引き起こしてノズルを閉塞させたり、早期凝固物が金型キャビティに注入されて製品の性能に影響を与えたりする。
金型温度
金型温度は、製品の本質的な性能と見かけの品質にとって非常に重要である。金型温度は、プラスチックの結晶性の有無、製品の大きさや構造、要求性能、その他の工程条件(溶融温度、射出速度や射出圧力、成形サイクルなど)によって決まります。

圧力制御
射出成形工程における圧力には、可塑化圧力と射出圧力があり、これらはプラスチックの可塑化と製品の品質に直接影響する。
可塑化圧力
(背圧)スクリュー射出成形機を使用する場合、スクリューが逆回転するときにスクリュー上部にかかる圧力を可塑化圧力といい、背圧ともいう。この圧力の大きさは、油圧系統のオーバーフローバルブで調整することができます。
インジェクションの場合、可塑化圧力の大きさはスクリューの速度によって変わることはありません。可塑化圧力を上げれば、溶融物の温度は上がるが、可塑化のスピードは遅くなる。また、可塑化圧力を上げると、溶融物の温度が均一になったり、着色剤が均一に混ざったり、溶融物中のガスが排出されたりすることが多い。

一般的に、プラスチックを溶かして良いパーツを作るためには、できるだけ小さな圧力で行いたいものです。正確な数値はプラスチックによって異なりますが、通常は20kg/cm2以下です。
射出圧力
現在、ほとんどの射出成形機では、射出圧力はプランジャーまたはスクリューの先端がプラスチックに加える圧力(油路圧力から換算)によって決定されます。射出成形における射出圧力の目的は、バレルからキャビティへのプラスチックの流動抵抗を克服し、溶融物の充填速度を制御し、溶融物を充填することである。

成形サイクル
成形サイクルは労働生産性と設備稼働率に直結する。したがって、生産工程では、品質を確保しつつ、成形サイクルの関連時間をできるだけ短縮する必要がある。成形サイクル全体では、射出時間と冷却時間が最も重要であり、製品の品質に決定的な影響を与える。
成形サイクルの他の時間は、生産工程が連続的で自動化されているかどうか、また連続性と自動化の程度に関係している。

射出成形によく使われる材料とは?
プラスチック材料の選択は無作為ではなく、何を作るかによって戦略的に決定されます。光学部品におけるポリカーボネートの透明性であれ、機械部品におけるナイロンの耐摩耗性であれ、射出成形プロセスの成功には、それぞれの素材が重要な役割を果たします。

ポリプロピレン(PP)
PP(ポリプロピレン)は汎用性の高い熱可塑性プラスチックで、次のような用途に使用されている。 射出成形.軽量で耐薬品性に優れ、多くの磨耗や損傷に耐える。そのため、包装、容器、自動車部品などの製造に人気がある。

アクリロニトリル・ブタジエン・スチレン(ABS)
ABSはその強度、耐衝撃性、寸法安定性で知られている。これらの特性に加えて、成形や着色も容易なため、ABSは消費財、自動車部品、電子筐体の製造に最適です。
ポリエチレン(PE)
ポリエチレン(PE)は、柔軟で安価なことで知られる軽量プラスチックである。HDPEやLDPEといった種類があり、包装や容器から農産物や玩具まで、さまざまな産業で使用されている。

ポリスチレン(PS)
ポリスチレン(PS)は透明で硬く、安価である。PSは包装、食品容器、使い捨てのカトラリーなど、使い捨てのものによく使われ、成形が簡単で安価なことから好まれている。
ナイロン(PA 6)
ナイロン、特にナイロン6またはPA6は、強く、丈夫で、摩耗に強いことで知られています。機械部品の製造に最適で、ギアやベアリングなど、大量生産、長寿命、高精度が求められる部品に多く使われています。

ポリカーボネート(PC)
PC(ポリカーボネート)は、透けにくく、丈夫で、高熱に耐えることで知られています。そのため、眼鏡レンズやコンピューター部品、壊れない透明なものなど、さまざまな産業で使用されている。
ポリオキシメチレン(POM)
アセタールやデルリンとしても知られるPOMは、寸法安定性に優れた超強力エンジニアリング・プラスチックです。摩擦や摩耗が少なく、化学薬品との相性も良いため、ギアやブッシュなどの精密部品の製造に最適です。

射出成形装置とは?
射出成形機にはどのような種類がありますか?
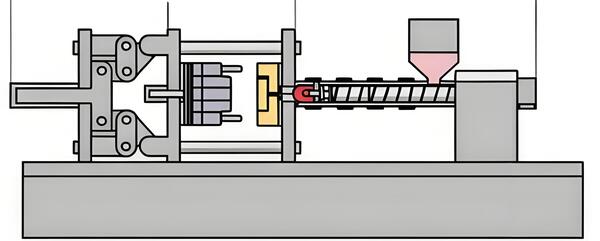
射出成形機には、外観の特徴によって、縦型、横型、直角型、回転型、偏心型などがある。現在、横型が最も一般的に使用されている。エンジニアリングプラスチックをバレル内で溶融、可塑化する方法によって、プランジャー式とスクリュー式がある。

プランジャー射出機は、可塑化能力が低い、可塑化ムラがある、射出圧力損失が大きい、射出速度が遅いなどの欠点があるため、近年ほとんど開発されていない。最も広く使用されているのは、往復スクリュー射出成形機である。
射出成形機の構成部品とは?
ホッパー 射出成形機の上部にある容器で、原料(通常はプラスチックペレットまたは樹脂)を入れる。成形機のバレルに原料を供給する。

バレル: 射出成形機の中にある長い管で、原料を溶かして混ぜ合わせる。その中にスクリューとヒーターが入っている。
スクリュー: 樽の中を行ったり来たりするものだ。原料を溶かして混ぜ合わせ、型に流し込む。

ヒーター: 射出成形機のバレルを加熱し、原料を溶かすのに必要な温度を維持するために使用される。材料が正しく流れ、金型が正しいことを確認します。
プラテン: これは、射出成形の際に2つの半分をつなぎ合わせる2枚のプレートのうちの1枚です。前後に動いて金型を開閉することができるので、部品を取り出したり、金型を交換したりすることができます。
ノズル: これは、溶けたプラスチックがバレルから出て金型に入るところです。プラスチックがきれいに均等に金型に入るようにします。

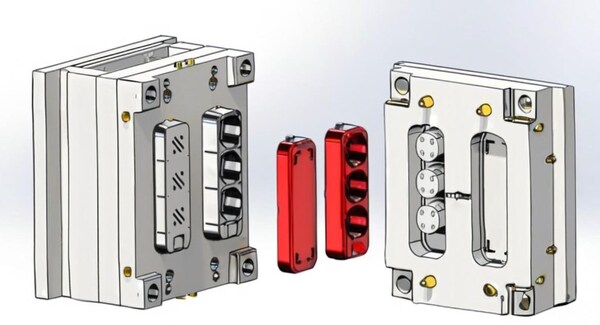
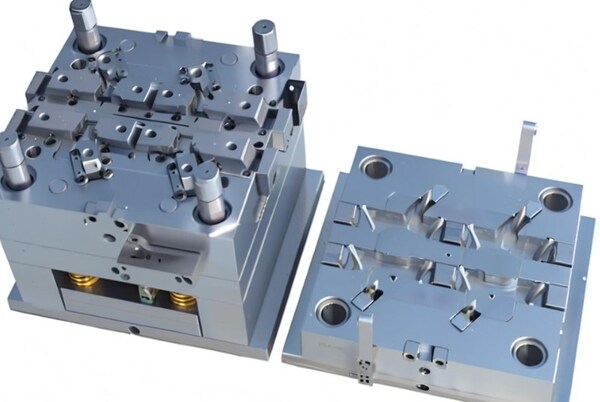
プラスチック射出成形金型: プラスチック部品の形状を作る、通常はスチールまたはアルミニウム製の高級工具。2つの部分(コアとキャビティ)があり、溶けたプラスチックが通って固まる穴を作る。
金型キャビティ: これは、最終的な部品を作るために溶けたプラスチックが通る金型の穴やくぼみです。作りたい部品と同じ形をしている。
射出成形の種類とは?
オーバーモールディング
オーバーモールドとは、2つの異なる材料を使って部品を作る工程である。最初の材料を成形し、冷める前に最初の成形品の上に2番目の材料を成形します。これにより、2つの材料の間に強力な結合が生まれる。この技術を使えば、見た目も機能も優れた部品を作ることができ、部品を仕上げるために余分な作業をする必要もない。
インサート成形
インサート成形はオーバーモールドのようなものだ。この射出成形技術では、溶融材料を流し込む前に、あらかじめ成形したものを金型に入れます。このアイデアは、予備成形された材料を成形体に入れることである。インサート成形の用途の一つは、プラスチック部品に金属製のネジ穴を開けることである。

金属射出成形
この方法では、微粉末にした金属をワックスやポリプロピレン・バインダーなどのポリマーと混ぜて原料混合物を作る。それを金型に注入して冷やす。固まったら、触媒処理や溶剤などを使ってマスキングを剥がす。
高圧ダイカストとも呼ばれるダイカストは、溶けた金属を高圧でキャビティに押し込むプロセスです。その仕組みはこうだ:

まず、鋳型(ダイ)を準備します。つまり、鋳型の空洞に潤滑剤を塗って、鋳物が簡単に出てくるようにし、温度をコントロールします。次に鋳型を閉じ、1500~25400psiの比較的高い圧力で溶融金属を注入します。ダイカスト製品は、銅、亜鉛、アルミニウム、鉛などの非鉄金属で作られています。
薄肉射出
これは 射出成形プロセス は、食品包装、機器部品、実験器具など、肉厚が非常に薄いプラスチック部品の製造に使用される。これらの部品のサイズは厚さよりも大きい。この薄肉化のプロセスは、他のプロセスよりも難しい。

マイクロ射出成形
マイクロ射出成形は、重さ約1~0.1グラムの極小プラスチック部品を製造するための成形プロセスである。様々な複雑な形状の微細部品を最高の精度と正確さで製造することができます。
ガスアシスト射出成形
射出成形で厚いプラスチック部品を作ると、溶けたプラスチックが冷えて部品がゆがむ可能性があります。ガスアシスト射出はこれを防ぎます。溶けたプラスチックが固まると、ガスがガス流路を通って金型に入り、表面を滑らかにします。

射出成形の仕組み
射出成形を行うには射出成形機が必要です。その工程にはいくつかのステップがあります:
クランプ
まず、溶けたプラスチックが熱膨張で外に漏れないように、金型をクランプで閉じます。クランプユニットが圧力をかけて金型の半分を密着させ、密閉性を高める。このステップが重要なのは、次のステップの舞台を整え、プラスチックが射出され冷却される間、すべてを安定した状態に保つからだ。
注射
射出段階は、溶融プラスチックを高圧で金型キャビティに射出することから始まる。溶融プラスチックとは、融点まで溶けたプラスチックのことである。この段階では、射出速度、圧力、温度を正確に制御し、材料がキャビティに完全に均一に充填されるようにする必要があります。
通常、射出成形機内のスクリューが、制御された条件下で溶融材料を金型内に押し出します。射出圧力がかかると、溶けたプラスチックがランナーシステムを通って金型キャビティに流れ込み、そこで希望する部品の形になります。
ホールディング
高温のプラスチックが金型に射出されると、ホールド段階と呼ばれる少しの間がある。この段階では、材料は金型に収まったまま、均等に詰め込まれます。材料が広がり、部品の隅々まで充填されるのに十分な時間を与えることが重要です。この段階は、エアポケットや空洞のような欠陥を最小限に抑え、部品が堅固で均一であることを確認するのに役立ちます。

冷却
保持段階の後、金型は冷却段階に入り、金型キャビティ内の溶融プラスチックが固まります。冷却は、金型内の流路に冷却剤を流したり、金型を空気中で自力で冷却させるなど、さまざまな方法で行うことができる。

冷却は、パーツの特性を引き出し、パーツのサイズを適切なものにし、パーツの反りや乱れを防ぐために非常に重要です。私たちはパーツの冷却速度をコントロールし、内部でストレスがかからないように、また金型全体が同じように冷却されるようにします。
オープニング
プラスチックが固まると、金型は開く段階に入り、金型の2つの半分が分離して新しい部品が見えるようになる。

型開きは通常、油圧式または機械式のシステムで行われ、金型のクランプ機構に力を加え、クランプを解除して開かせます。この段階では、部品が損傷なくスムーズに排出されるように、正確さと一貫性が重要です。金型が適切に開くことは、キャビティから出てくる部品の変形や歪みを防ぐのにも役立ちます。
イジェクト(製品取り出し)
金型が開かれると、最終的なプラスチック部品は金型キャビティから蹴り出される。蹴り出された部品は、オペレーターが手で取り出すことも、金型設計に組み込まれたエジェクターピンやエジェクタープレートを使って自動的に取り出すこともできる。

スプルーからパーツを外すときは、パーツを傷つけたり曲げたりしないように注意する。また、フラッシュと呼ばれる余分なプラスチックを切り取ると、パーツの見た目やフィット感がよくなります。
射出成形の利点とは?
高精度
射出成形は、非常に厳しい公差と一貫した寸法の部品を作ることができるプロセスです。ゴム射出成形は、射出装置の設定を最適化することにより、生産効率を向上させることができます。

複雑なディテール
射出成形が優れている点のひとつは、細部や複雑な特徴を持つ部品を作ることができることだ。これには、薄肉、複雑なパターン、アンダーカット、スレッドなど、他の製造方法では困難または不可能な細部が含まれます。
スタートまでに時間がかかる
射出成形は通常、3Dプリンティングのようなラピッドプロトタイピングの手法に比べ、セットアップと開始までに時間がかかる。パーツを大量に作り始める前に、金型を設計・製作し、金型トライアルを行い、プロセス・パラメーターを調整する必要があります。そのため、コンセプトから完成部品までの時間は、より迅速なプロトタイピング手法よりも長くなる可能性があります。

耐久性
射出成形部品は丈夫です。丈夫にできています。射出成形の工程では、材料が均等に行き渡るようにするため、部品は頑丈で、衝撃に耐えることができます。簡単には摩耗しません。打たれても大丈夫。天候にも対応できる。そのため、あらゆる産業であらゆる種類のものに使用することができるのです。
オートメーション
射出成形は超自動化されているため、スピードが速く、人手も節約できる。自動化された射出成形機は、ほとんど人がいなくても常に稼動させることができるので、部品は常に良いものができ、たくさん作ることができます。これはまた、本当に速く多くの部品を作ることができることを意味します。
射出成形の欠点とは?
高い金型初期費用
射出成形の大きな欠点のひとつは、金型を作るコストが高いことだ。特定の部品形状に合うように金型を設計・製作するのは、特に複雑で派手なデザインの場合、本当に高くつくことがあります。この初期費用は、生産数が少なかったり、予算が限られている企業にとっては破格のものです。
サイズ制限
射出成形 は、特に大きな部品の場合、サイズに制限があることがあります。射出成形機のサイズとキャビティの容量によって、製造できる部品の最大サイズが制限されることがあります。特大サイズの部品を作るには、特別な設備や複数の金型キャビティが必要になる場合があり、コストと複雑さが増します。

設計上の制限
射出成形は、あらゆる形状やディテールを作ることができる非常に汎用性の高い成形方法ですが、パーツを設計する際に考えなければならないこともあります。鋭利な角、薄い壁、深い穴などの形状によっては、金型への充填、部品の冷却、金型からの取り出しが難しくなることがあります。

射出成形部品を設計する際には、抜き勾配、肉厚、その他の設計ルールについて考えなければなりません。アンダーカットや奇妙な形状の部品がある場合、金型に余分なものを入れたり、部品を作るために余分な工程が必要になることがあります。
射出成形でよくある欠陥とは?
反り
射出成形における反りとは、成形品が曲がったりねじれたりすることです。これは、プラスチックが冷却される際に不均一に収縮するために起こります。これは、金型内で不均一に冷却され、部品にストレスがかかることで起こります。

反りを防ぐには、金型の壁の厚さが全周で同じであることを確認し、部品がゆっくりと冷えるのに十分な時間を与えることです。半結晶構造を持つ材料は、特に反りが発生しやすい。
表面層間剥離
表面剥離とは、部品の表面が薄い層に分離することで、剥離性コーティングに似ている。この問題は、材料中の汚染物質や離型剤の多用によって引き起こされる。
層間剥離は、素材の見た目や強度を台無しにします。金型の温度を変えたり、離型剤を少なくしたり、成形前にプラスチックが乾いていることを確認したりすることで、剥離を防ぐことができます。
シンクマーク
シンクマークとは、成形品の表面に時々見られる小さなへこみやくぼみのことです。これは、冷却ムラや、材料が金型に完全に充填されないために起こります。この記事では、ヒケとは何か、ヒケの原因は何か、そしてヒケを修正する方法を説明します。

織り線または溶接線
メルドラインまたはウェルドラインとは、溶融樹脂の2つの流れが金型を通過する間に出会う線のことです。このラインは通常、幾何学的形状の穴の周囲に形成される。プラスチックが穴の周りを流れるとき、2つの流れの交点が目に見える線を形成します。
溶接線は良くない。パーツが弱く、壊れやすくなります。樹脂が冷たすぎたり、注入速度が遅すぎたり、圧力が足りなかったりすると、ウェルドラインができることがあります。ウェルドラインは金型を変えることで修正できます。ウェルドラインを作るものを取り除けばいいのです。
射出成形部品の主な用途は?
自動車産業
プラスチック部品は、自動車のボディやさまざまな部分をより空力的にします。この業界のニーズの変化に伴い、自動車用射出成形はメーカーの進むべき道となっています。

包装業界
包装業界では、顧客にアピールする独創的な包装デザインを開発するのに有効な部品を使用している。魅力的な外観や美観だけでなく、製品は厳しい安全衛生規制を遵守しなければなりません。 射出成形 は、大きな問題を引き起こすことなく、製品全体の品質を向上させることができる。
医療業界
医療用部品には、優れた機械的特性と厳しい公差を持つカスタムプラスチック部品がよく使用されます。医療業界は、精度と持続可能性の最前線にあります。医療用プラスチック部品の製造は高度に規制されています。また、医療用部品には、耐久性があり、高温に耐える適切なコンパウンドと構造特性が必要です。

消費財産業
家庭用家具の製造業界は、プラスチック成形技術に大きく依存している。この方法が消費財にもたらす主な利点は、希望通りの仕上げと美観を提供できることだ。
概要
射出成形は、一度にたくさんのプラスチック部品を作るのに最適な方法です。スピードが速く、一度にたくさんの部品を作ることができます。また、毎回同じ部品を作るのにとても適しています。しかし、金型を作るのにお金がかかるし、始めるまでに時間がかかる。

部品が曲がったり、穴が開いたりして、見た目が悪くなることもある。射出成形は、車の部品やパッケージ、医療品など、さまざまなものを作るのに使われています。射出成形は本当に重要な製造方法なんだ。







