 コンテンツへスキップ
コンテンツへスキップ 

射出成形金型は射出成形の要であり、製品の品質を決定する重要な役割を担っている。射出成形用金型は、長い間使用されてきました。メンテナンスが行き届かなければ、簡単に破損し、使用できなくなったり、修理費用がかさむことになる。これは間違いなく 射出成形工場.
射出成形金型は射出成形の核心設備である。その設計と製造品質は製品の品質と生産効率を直接決定する。射出成形金型の製造は、材料、図形、工程などの知識を総合的に応用するだけでなく、プラスチック製品の生産の前提条件と核心の一つでもある。

射出成形金型の精度は、製品の外観、サイズ、内部構造に大きな影響を与える。そのため、射出成形金型の完全性は、プラスチック製品の安定した成形品質を確保する鍵の一つです。射出成形金型の設計と製造の精度を管理し、射出成形金型のメンテナンスと保守を行うことで、効果的に製品の品質と生産効率を向上させることができます。
この記事では、射出成形金型に問題が発生するさまざまな理由を深く掘り下げ、射出成形の生産工程で金型に発生する可能性のある問題を解決する方法をよりよく理解し、ビジネスの運用コストを削減できるようにします。
I.射出成形機金型の基礎知識
1.1射出成形金型の説明
射出成形金型は、工場でプラスチック製品を作るのに使われる道具だ。その仕組みは、プラスチックを溶かして型に流し込む。その後、冷まして型から取り出す。金型は、プラスチックを吹き込む部分、金型を固定する部分、金型を動かす部分、金型を冷やす部分、金型から取り出す部分など、たくさんの部品で構成されている。射出成形金型は、コップ、皿、おもちゃ、車の部品など、あらゆる種類のプラスチック製品を作るのに使われる。

1.2 射出成形プロセスにおける金型の役割
1.射出成形機の選択
射出成形機と金型の制約から、一種類の射出成形機に搭載できる金型仕様の範囲は決まっている。つまり、金型を作るときに、それに対応する最小限の機械が決まっている。これによって、射出成形会社はそれに見合った射出成形機を持つことができる。そうでなければ、射出成形機の機種を増やすことが可能であり、必然的に機械の無駄が生じる。

2.製品の品質
金型は、製品の品質に影響を与える要因の少なくとも70%を担っている。高精度の射出成形機では、金型の影響はさらに大きくなります。製品の外観に関して言えば、表面の質感は金型のテクスチャー効果に左右される。滑らかで鏡のような表面は、金型キャビティ表面の研磨の質に依存する。製品の外観以外の表面については、金型表面の品質がそのまま製品表面の粗さに反映される。製品の大きさに関しては、製品の収縮の影響に加え 射出成形プロセス最も直接的な影響は金型の寸法精度である。金型の寸法精度が高ければ高いほど、製品の寸法精度も高くなります。

3.成形サイクル
金型設計に関しては、ゲートをどこに置くか、水路をどのようにレイアウトするかなど、すべてが射出成形生産の成形サイクルに影響する。成形サイクルが短いということは、同じ時間でより多くの部品を作ることができるということであり、同じ射出成形機でより多くの部品を作ることができるということであり、射出成形機を買い足すことなく、より多くの部品を作ることができるということであり、お金をかけずにより多くの部品を作ることができるということである。
4.原材料-製造コスト(廃棄物)
モールド・ランナー・システムの設計は、射出成形で発生する廃棄物の量に影響する。この廃棄物は、実際には生産コストを増加させる。
5.生産自動化レベル
金型を設計する際には、いかに後加工がなく、取り出しやすく、品質上のリスクがなく、安定して生産できるかを考える必要がある。これらの条件を満たせない金型は、生産時に金型を監視する人を置かなければならず、人件費の増加や製品の品質が不安定になります。
6.後処理作業
金型設計が合理的で、製品が要件を満たしていれば、フラッシュトリミング、ゲートトリミング、矯正、全数検査などの後処理は必要ない。
7.生産性の向上
射出成形金型を使えば、生産のスピードアップに大いに役立ちます。自動化された射出成形金型設備があれば、全工程を自動化することができ、人件費と時間を削減し、生産効率を高めることができます。
8.製品品質の確保
射出成形金型を作るとき、プラスチックの温度、圧力、速度、その他の製造パラメーターを制御することができます。これにより、製品は適切な大きさ、滑らかさ、良い品質になります。
9.製造コストの削減
射出成形金型を使えば、経費を節約できる。他の製造方法と比べて、射出成形金型は一度にたくさんのものを作ることができる。つまり、作業する人、作業に費やす時間、作るために使うものに、それほど多くのお金を払う必要がないのだ。

10.幅広い用途
射出成形金型は、プラスチック製品だけでなく、金属製品など様々な産業で広く使われています。自動車部品、医療機器、電子機器、日用品など、あらゆる製品を作ることができます。
11.省エネルギー
射出成形金型を使って製品を作ることは、従来の製造方法よりも省エネで環境に優しい。射出成形金型の生産過程では、廃ガスや廃水などの環境汚染がない。同時に、射出成形金型の生産方法は、廃棄物やエネルギーの浪費も減らすことができます。

1.3 一般的な射出成形金型の種類
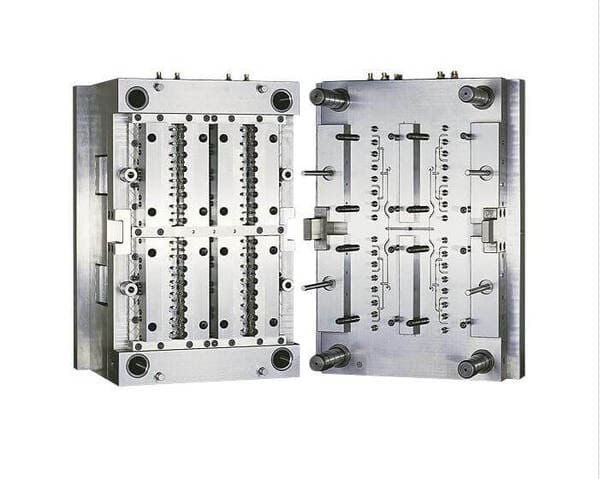
射出成形金型はその使用範囲と生産効率によって、単板金型、複合金型、多数個取り金型に分けられる。その中で、多数個取り金型は、同じ金型サイズと機械単位圧力で、同時に複数のプラスチック製品を生産することができ、生産効率が何倍にもなり、高効率、省エネを実現できるため、広く使用されています。
1.4 射出成形金型の製造工程
射出成形金型の製造工程は、主に金型設計、加工、組立、金型試用、金型修理などのリンクが含まれています。金型設計は射出成形金型製造の第一歩である。これは成形プロセス、金型材料、およびモデルの構造を分析し、決定します。次に加工工程で、主に金型部品のフライス加工、穴あけ加工、フライス加工、ワイヤーカット、レーザーカットなどの加工を行います。次に金型組立と金型試用があり、プラスチック製品の成形効果をテストし、その結果に基づいて金型をさらに改良・修正する。射出成形金型の製造工程全体では、金型の品質と性能を確保するために、工程と技術の継続的な最適化が必要です。

Ⅱ.カビ被害の一般的な原因
2.1 射出成形金型が作業中に破損する理由
1.射出成形金型に使う部品の選択を誤ると、しばらくしてぐちゃぐちゃになってしまうかもしれない。
2.射出成形金型に部品を入れたり取り出したりするときは、ハンマーで叩かないこと。台無しにしてしまう。
3.金型のコーンの角度が大きすぎると、プラスチックが通りにくくなります。そうなると、コーンのサポートリブが壊れてしまうかもしれません。
4.金型の外側と内側が柔らかすぎる。金型の外側も内側も柔らかすぎる。
5.金型の調整を間違えると、金型調整ネジが折れたり、金型やサイジングスリーブが歪んで使えなくなることがあります。

2.2 射出成型チルトトップ車の頻繁な損傷
1.重要課題
射出成形チルトトップカーの材料の選択は、その性能と耐用年数に直接影響する。一部の安くて粗悪な材料は、チルトトップカーの変形やひび割れなどの問題を引き起こしやすく、金型の老化や損傷を加速させる。
2.構造上の問題
破損のもう一つの原因は、射出成形用チルトトップカーの設計不良である。チルトトップカーの設計が悪いと、射出成形中に過度の応力を受けることになる。 射出成形これはダメージを与える。

3.問題を起こす
製造工程と技術が標準に達していないと、使用中に射出成形金型チルトトラックに損傷を与えることになります。例えば、不十分な加工精度、不適切な気密性、不適合な寸法などの問題は、金型全体の品質と安定性に影響します。
4.使用上の問題
射出成形用チルトトップトラックもまた、使用中に損傷を受けやすい。適切に設置され、維持され、使用されなければ、チルトトップトラックは容易に損傷します。

2.3 金型が故障やスクラップになりやすい理由
1.塑性変形破壊
多くの場合、金型材料の強度が十分でないか、熱処理工程が適切に行われず、鋼材が最良の強度と靭性を得られないか、金型が適切に使用されず、局部的な過負荷が発生するか、熱間加工金型が高温で軟化し、熱可塑性変形により金型が破損するためです。塑性変形不良は金型の変形を引き起こし、最終的には鍛造品の品質に影響する。
2.金型の摩耗と故障
金型の摩耗と破損の主な原因は、金型とブランクの間の摩擦である。しかし、摩耗の具体的な形態や摩耗過程は多くの要因に関係しており、加工過程における金型の圧力、温度、ビレットの変形速度、潤滑条件などが挙げられる。熱間加工金型の場合、キャビティ表面は高温で軟化して耐摩耗性が低下し、酸化スケール自体も研磨剤として作用するため、摩耗過程はより複雑になる。金型の摩耗や破損は主に鍛造金型の摩耗につながり、鍛造の精度に影響する。

3.金型疲労
金型の疲労破壊の主な原因は、応力集中と繰返し荷重である。金型にかかる荷重は降伏強度をはるかに下回ることもあるが、局所的な応力集中により、低荷重下でも応力集中点でマイクロクラックが発生する。金型は通常、強度が高く塑性が低い状態で機能する。一旦マイクロクラックが発生すると、そのクラックは容易に拡大し、最終的には金型の繰り返し荷重下で疲労破壊に至る。
4.金型の熱疲労および冷疲労破壊
熱間加工金型の場合、運転中の高温のブランクとの相互作用により、金型の表面温度は600~900℃の範囲に上昇することが多い。金型の強度を低下させないためには、脱型した金型に冷却水を吹き付けて冷却する必要がある。このように、金型表面は急冷と急加熱を繰り返し、金型表面にはかなりの繰り返し熱応力が蓄積される。この応力は最終的に熱疲労という形で解放され、熱疲労亀裂を形成する。高温酸化、クーラント腐食、金型と高温ビレットとの摩擦などは、熱疲労のプロセスを加速させます。

5.包括的要因の影響下での故障
金型は非常に複雑であるため、一度にさまざまなダメージを受ける可能性がある。そうなると、さまざまな種類の損傷が互いを悪化させ、金型の破損を早める可能性がある。
2.4 射出成形金型の寿命に影響を与える要因とは?
1.インクルージョンの含有量の増加
鋼の介在物は、金型にクラックを発生させる原因である。具体的には、脆い酸化物やケイ酸塩のような介在物は、熱間加工中に塑性変形しないため、脆性破壊してマイクロクラックを形成する。これらのクラックは、その後の熱処理中に金型に亀裂を生じさせる。

2.炭化物の不均一な分布による故障
Cr12、Cr12MoV、Cr12Mo1V1などのレブール型鋳型鋼は共晶炭化物が多い。鍛錬比が小さかったり、注湯温度の管理が不十分だったりすると、鋼材がベルト状やネットワーク状の炭化物に偏析しやすくなり、焼入れ時に鋳型部品に割れが発生する。クラックは通常、ベルト状またはネットワーク状の炭化物に沿って発生するか、使用中に内部クラックが大きくなり、故障の原因となる。
3.鍛造品質不良による故障
鍛造を始める前に鋼をきちんと熱しておかないと、あるいは正しく鍛造しないと、いろいろな問題が起きてしまう。熱しすぎて焦がしてしまったり。表面に亀裂が入ることもある。内部に亀裂が入ることもある。コーナークラックが入ることもある。高炭素鋼や高クロム鋼のレデブライト鋼は熱伝導率が低い。加熱が速すぎたり、十分な時間浸漬させなかったりすると、鋼片の外側と内側に温度差が生じます。それが内部クラックの原因になる。

4.表面の質の悪さ
合金金型鋼の表面脱炭が激しいと、機械加工後も脱炭層が残留する。鋳型の最終熱処理では、内層と外層の構造が異なるため、明らかな応力が発生し、鋳型に焼入れ割れが発生する。一方、焼入れ後の鋳型表層の硬度が低く、断面硬度分布が不均一になり、鋳型の寿命が短くなる。
5.不適切な熱処理工程による故障
金型にとって熱処理は大きな問題だ。熱すぎる熱処理をすると、粒が大きくなり、金型が硬くならず、衝撃に弱くなり、割れやすくなる。焼き入れが冷たすぎると、十分に硬くならず、摩耗も悪くなり、長持ちしなくなる。焼き入れが熱すぎたり長すぎたりすると、柔らかくなり、サイズが変わってしまうので、精度が落ち、長持ちしなくなる。

6.不適切な使用およびメンテナンスに起因する故障
金型を使用する際、強くぶつけたり、過負荷をかけたり、過熱したり、不適切な使い方をすると、金型にひびが入ったり、摩耗したり、変形したり、破損したりして、金型の寿命に影響します。さらに、金型のメンテナンスも非常に重要です。使用中に金型の清掃、注油、防錆を適時行わないと、金型表面の腐食や摩耗の増加などの問題を引き起こし、金型の寿命を縮めることになります。
まとめると、射出成形金型の寿命に影響を与える要因は、介在物の含有量、炭化物の分布、鍛造の品質、表面の品質、熱処理工程など多岐にわたる。従って、金型の寿命を延ばすためには、金型の製造品質、使用方法、メンテナンスレベルを多面的に改善し、金型の安定性と信頼性を確保する必要がある。

Ⅲ.結論
射出成形金型 は金型システムにおいて超重要である。その品質がプラスチック成形品の品質を決める。射出成形用金型は、使用時間が長くなるにつれて不具合が発生しやすくなる。不具合問題の約半分は、射出成形金型の表面粗さの変化が主な原因である。使用時間が長くなるにつれて、射出成形金型の表面粗さは徐々に大きくなります。金型の表面粗さが高すぎると、プラスチック成形品の精度が低下するだけでなく、金型の耐久性にも影響し、金型の寿命短縮に直結する。

射出成形金型のメンテナンスと手入れは、金型をスムーズに動かし、長持ちさせるための重要な方法です。金型を定期的に洗浄し、手入れをし、グリスアップやメンテナンスをすることで、金型がきれいで、スムーズで、正確であることを確認し、生産をより速く、製品をより良いものにすることができるのです。また、射出成形金型のメンテナンスについて、温度管理、冷却ムラの回避、使い過ぎないこと、定期的な手入れなど、いくつかの重要なことを知り、覚えておく必要がある。







