 コンテンツへスキップ
コンテンツへスキップ 

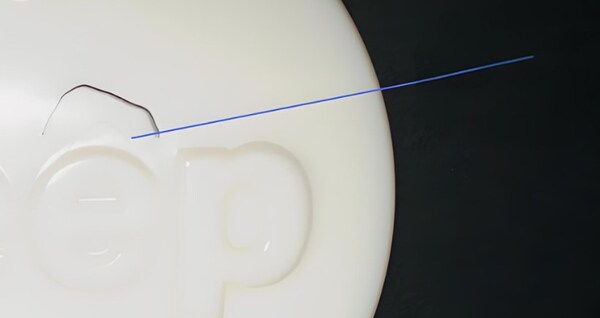
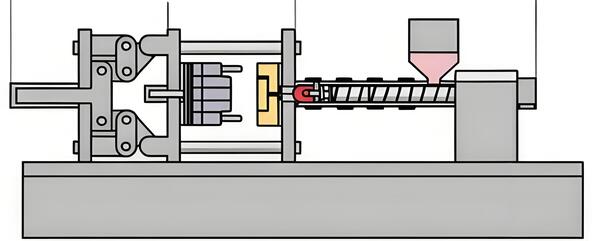
序文 射出成形は、きれいな試作品やプラスチック部品を作るのに最適な方法です。フローマークは射出成形品によく見られる外観上の欠陥です。フローマークは射出成形品によく見られる外観上の欠陥で、主に製品の接着剤注入口付近に存在し、金型の深さまで波のように広がっていきます。
フローマークは、生産工程で取り除くのが難しい欠陥です。そのため、なぜフローマークが発生するのか、どのようなプロセス条件がフローマークを悪化させるのかを知っていれば、金型を正しく稼動させようとする際に、より早く簡単にフローマークを取り除くことができます。そうすることで、より多くの部品をより早く作ることができるようになります。 場所によって流体の速度と方向が異なるため、フローラインが発生します。

フローマークの原因分析
金型温度が低すぎる
金型温度が低すぎるため、材料温度が急速に低下し、射出圧力と保圧が十分でなく、凝縮した表皮を金型表面に強く押し付けることができず、流れ方向に溶融物のフローマークが残る。

生産工程の問題
射出成形PC製品の製造工程は、製品の外観と性能に大きな影響を与える。射出温度が高すぎたり低すぎたり、射出速度が速すぎたり遅すぎたり、保圧が適切でなかったりすると、製品にフローマークが現れます。
材料選択の問題
PC射出成形品の材料選択も性能と外観に大きな影響を与える。材料が合わなかったり、材料の流れが悪かったり、水分コントロールが適切でなかったり、添加物が多すぎたりすると、製品にフローマークが現れます。

加工工程の問題
加工の際、金型温度、射出時間、保持時間などが製品の外観や性能に影響します。金型温度が低すぎたり高すぎたり、射出時間が長すぎたり短すぎたり、保持時間が適切でないと、製品にフローマークが現れます。
メルトフロー不良
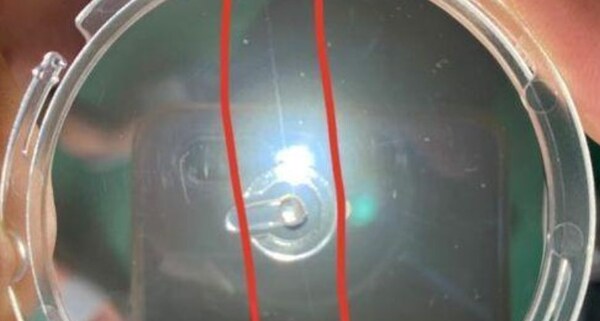
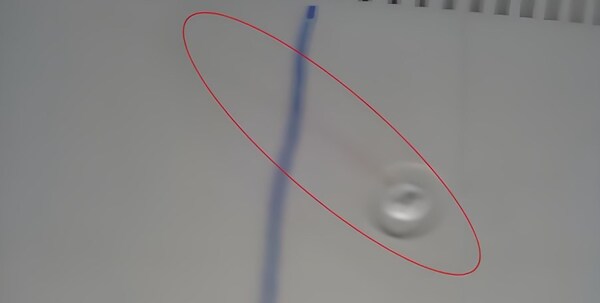
溶融物の流れが悪いと、プラスチック部品の表面、ちょうどゲートのあたりに、このようなリング状のフローマークができる。溶融物が冷たくて厚く、流れが悪いと、ゲートとランナーで波打った半固体の状態でキャビティに注入される。
それが金型キャビティの表面に沿って流れ、次に流れ込んでくる溶融物によって圧迫され、逆流して動けなくなり、プラスチック部品の表面、ちょうどゲートのあたりにこのようなリング状のフローマークができるのです。
この問題を解決するには、金型とノズルの温度を上げ、射出速度と充填速度を上げ、射出圧力と保圧を上げ、保圧時間を長くすればよい。また、ゲートにヒーターを設置して、ゲートの局所温度を上げることもできます。ゲートやランナーの断面積を適切に大きくすることもできます。
ゲートとランナーの断面は、可能であれば丸い方がいい。しかし、ゲートがプラスチック部品の弱い部分になければならない場合は、四角い断面を使うべきです。
また、ゲートの下部とランナーの端に、より大きなコールドスラッグウェルを置くべきです。材料の温度は、溶融物の流れに大きな影響を与えます。コールドスラグ井戸の大きさには注意が必要です。コールド・スラグ・ウェルは、ゲートから溶融物が流れる方向に、溶融物の端に置かなければなりません。
年輪状のウェーブフローマークの主な原因が樹脂の性能低下である場合、条件が許せば低粘度の樹脂を選択することができる。

メルトがランナーの中でスムーズに流れない
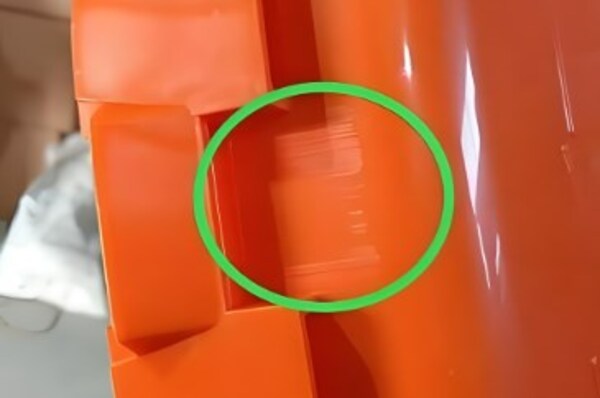
ランナー内で溶融物がスムーズに流れず、プラスチック部品の表面にらせん状の波状のフローマークが生じる。ランナーの狭い断面から大きな断面のキャビティに溶融物が流れる場合、または金型のランナーが狭く仕上がりが非常に悪い場合、流れに乱れが生じやすくなり、プラスチック部品の表面にらせん状の波状流跡が生じる。
この場合、射出速度を遅くするか、射出速度をゆっくり、速く、遅く制御することができます。金型のゲートは、肉厚部に設置するか、壁側に直接設置する。ゲートの形状はハンドル型、扇型、ダイヤフラム型がよい。ランナーやゲートの断面積を適宜大きくして流動材料の流動抵抗を小さくすることもできる。
また、鋳型内の冷却水の流量をコントロールして、鋳型を高温に保つ必要があります。プロセスの動作温度範囲内でバレルとノズルの温度を上げれば、溶融物の流動性能の向上に役立つ。
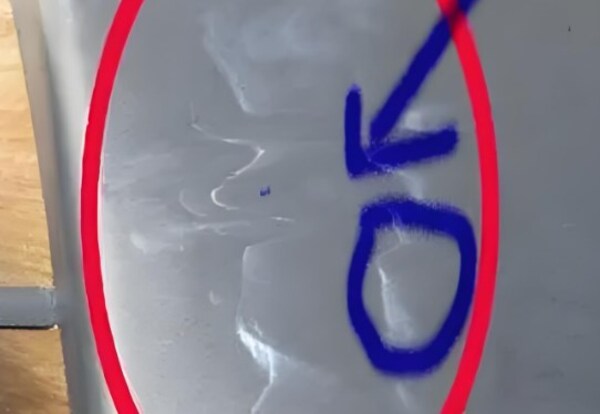
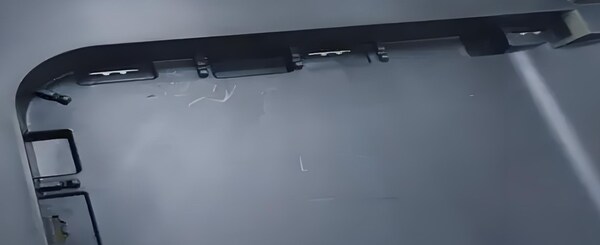
揮発性ガスが雲のような波の流れを引き起こす
ABSなどの共重合樹脂原料を使用する場合、加工温度が高いと樹脂や潤滑剤から揮発性ガスが発生し、プラスチック部品の表面に雲状の波流跡が発生します。

そのためには、金型とバレルの温度を適切に下げること、金型の排気条件を改善すること、材料の温度と充填率を下げること、ゲート部を適切に拡大すること、潤滑剤の種類や量を変更することなどが必要です。
フローマークの解決策
プラスチック
材料の量を減らす
材料が多すぎることも、マークの問題を引き起こすことがある。材料が多すぎるためにマークが発生する場合は、射出成形機の送り量を減らすことができますが、減らしすぎて製品の品質に影響を与えないように注意してください。

プラスチックの流動性を向上させる
流れやすいプラスチックで空洞を埋める必要がある。溶けたプラスチックがうまく流れないと、溶けるスピードが遅くなり、遅くなればなるほど冷えてしまいます。射出圧力と保圧だけでは、凝縮した表皮を金型表面に押し付けるには不十分です。
そのため、流れ方向にシュリンクマークができる。材料メーカーは、あなたのデザインに基づいたアドバイスができます:フラッシュしない最も流動性の高いプラスチックを使用してください。
細長いプラスチック部品を作りたいなら、よく流れるプラスチックが必要です。流動性の良いプラスチックがない場合は、流動性を良くするために何かを少し加えれば良い。通常は1%以下の量を加える。本当に細長いパーツの場合は、もっと追加する必要があるかもしれない。
成形用潤滑油の不適切な使用
通常、潤滑剤の含有量は1%以下である。流動長が肉厚に比べて比較的長い場合は、製品が成形されるまで凝結層が金型表面に密着し、フローマークが発生しないようにするため、潤滑剤の含有量を増やす必要があります。潤滑剤の含有量を増やすには、材料供給業者の承認が必要です。
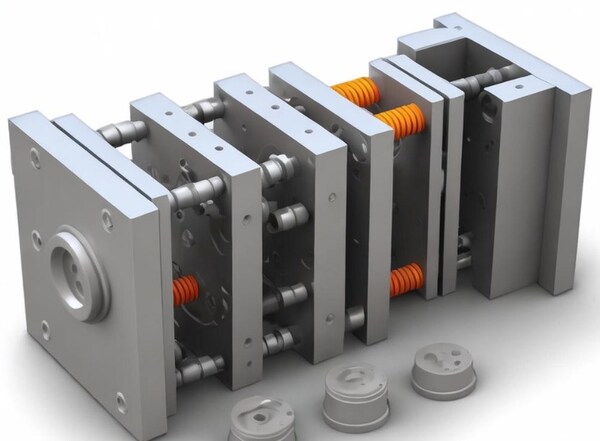
金型
金型温度の上昇
金型温度が低すぎると、材料温度が急速に低下し、射出圧力と保圧が十分でないため、凝縮面を金型表面に強く押し付けることができず、流れ方向に溶融物の収縮痕が残る。
金型温度を上げ、材料温度を高く保ち、射出圧力と保圧により、製品が成形されフローマークが発生しなくなるまで、凝結層を金型表面に強く押し付ける。
材料メーカーの推奨値に従って金型温度を設定する。1回の調整で6℃の増減が可能です。10ショット後、成形が安定していれば、その結果でさらに調整するかどうかを決める。
ランナーの向上
ランナー、ランナー、またはゲートが小さすぎる。ランナー、ランナー、またはゲートが小さすぎて、流動抵抗が上がる。射出圧力が十分でないと、メルトフロントの移動がどんどん遅くなり、プラスチックがどんどん冷えていく。射出圧力と保圧が十分でないと、凝縮した表皮を金型表面に強く押し付けることができないため、溶融物の流れ方向にシュリンクマークが残る。
排気の改善
排気が十分でなかったり、排気が良くなかったりすると、溶融物の充填に影響する。メルトウェーブフロントが凝縮した表皮を鋳型表面に強く押し付けることができず、メルトの流れ方向に収縮痕が残る。キャビティへのガスの侵入を防ぐため、各ランナーの末端での排気を考慮する。キャビティの排気を無視してはならず、全周排気を使用するのが最善である。
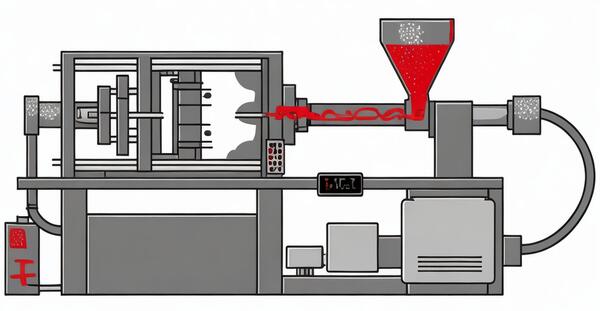
射出成形機
射出速度の調整
射出速度が速すぎると、溶融物が金型表面を流れる間に空気を除去することができず、フローマークが発生します。射出速度は、フローマークの問題を軽減するために、特定の状況に応じて適切に射出速度を増加調整する必要があります。
噴射圧の調整
フローマークのもう一つの原因は、機械の射出圧力が十分でないことです。そのため、射出圧力を上げてプラスチックが金型に流れ込みやすくし、フローマークを減らす必要があります。
射出圧力と保持圧力を上げる
射出圧力と保圧が十分でないと、コンデンススキンが金型表面にしっかりと押しつけられず、溶融物の流れ方向に収縮マークが現れます。射出圧力と保圧を高くして、製品が完成するまで凝縮層を金型表面にしっかりと押し付け、フローマークが出ないようにする。
滞在時間の改善
プラスチックがバレル内に滞留する時間が短すぎ、溶融温度が低い。キャビティがかろうじて充填されていても、保圧中にプラスチックを圧縮することができず、溶融物の流れ方向に収縮痕が残る。ショット材とバレル材の比率は1/1.5~1/4が望ましい。
サイクルタイムの延長
サイクルタイムが短すぎると、材料管内でのプラスチックの加熱が間に合わず、溶融温度が低くなる。キャビティがかろうじて充填されていても、保圧中にプラスチックを圧縮することができず、溶融物の流れ方向に収縮痕が残る。
プラスチックが完全に溶融し、溶融温度が流れ方向の収縮痕を防ぐのに十分高くなるまで、サイクル時間を延長しなければならない。
バレル温度設定を上げる
バレル温度が低すぎると、溶融温度が低く、射出圧力と保圧が不十分で、凝縮面を鋳型表面に強く押し付けることができず、溶融物の流れ方向に収縮痕が残る。
部品が固まり、フローマークが見えなくなるまで、熱、射出圧力、保圧を上げ、金型表面に表皮を押し付ける。材料の温度設定は、材料メーカーから入手できます。
バレルはリア、センター、フロント、ノズルの4つのゾーンに分かれている。後方から前方に向かって材料温度の設定値を徐々に上げていき、各ゾーンとも6℃ずつ上げていく。必要に応じて、ノズルゾーンやフロントゾーンの材料温度設定値をセンターゾーンと同じにすることもある。

ノズル温度設定を上げる
プラスチックは、加熱ベルトから放出される熱と、バレル内のスクリュー回転によるプラスチック分子の相対運動によって発生する摩擦熱を吸収し、徐々に温度が上昇する。
バレル内の最後の加熱ゾーンはノズルである。溶融物はここで理想的な材料温度に達するはずだが、最良の状態を保つためには適度に加熱しなければならない。
ノズル温度が十分に高く設定されていないと、ノズルと金型が接触して熱を奪いすぎ、材料温度が低下し、射出圧力と保圧が十分に得られず、凝縮した表皮を金型表面にしっかりと押し付けることができず、溶融物の流れ方向に収縮痕が残ります。ノズル温度を上げる。
通常、ノズルゾーンの温度はフロントゾーンの温度より6℃高く設定される。
結論
射出成形品の外観不良で最もよく見られるものの一つに、フローマーク、特にゲート付近のフローマークがある。フローマークが発生する主な原因は、金型温度の低さ、不適切な射出成形プロセスパラメーター、不適切な材料選択、溶融流動性の悪さなどである。

フローマーク問題を効果的に回避・調整するために、メーカーは一連の対策を講じることができる。まず、金型温度とノズル温度を調整し、充填時に溶融材料が均一に流れて金型に充填されるようにする。
第二に、射出速度と圧力制御を最適化し、プラスチックが確実に充填され、圧縮されるようにする。
さらに、保持時間や流路設計など、加工工程における様々なパラメーターの合理的な選択と制御も、製品の表面品質を大幅に改善することができる。このような調整を行うことで、フローマークの問題を効果的に低減、あるいは解消することができ、射出成形品の生産効率と品質を向上させることができる。







