 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形は、多くのプラスチック部品を作るのに使われるプロセスです。射出成形は、溶かしたプラスチックを金型に流し込み、そこで冷えて固まり、希望する部品の形になる。射出成形は、適切なサイズの部品をたくさん作ることができるので、人々は自動車、電子機器、あなたが買うもの、医療用品の部品を作るために使用します。この記事では、射出成形の手順と、射出成形が好まれる理由について説明します。

金型の設計と製作
デザイン準備前
プラスチック部品の形状、プラスチック部品の使用条件、プラスチック部品の原材料、プラスチック部品の成形プロセスを確認し、射出成形機のモデルと仕様を明確にする。

成形工程カードの作成
図面、重量、肉厚、投影面積、全体寸法、アンダーカットやインサートの有無など、製品の概要。製品に使用されているプラスチックの概要(製品名、モデル、メーカー、色、乾燥条件など)。

射出成形機と取り付け金型の間の関連寸法、スクリューの種類、および電力のように、選択した射出成形機の主な技術パラメータ。射出成形機の圧力とストローク。 射出成形 温度、圧力、速度、クランプ力などの条件。

射出成形金型の構造設計のステップ
キャビティ数の決定 .最大射出量、クランプ力、製品精度の要求、費用対効果などの要素を考慮する。パーティング面を選ぶ。金型の構造はシンプルで、分離しやすく、プラスチック部品の外観や使用に影響を与えないようにする。金型キャビティのレイアウトを決定し、バランスの取れた配置になるようにする。メインチャンネル、ランナー、ゲート、コールドスラグホールなどの注湯システムを決定する。

脱型方法の決定 .金型のプラスチック部品が残る部分ごとに異なる脱型方法を設計する。温度制御システムの構造を決定する。温度調節システムは主にプラスチックの種類によって決まる。金型とコアのどちらをインサート構造にするかを決めるとき、インサートを比例的に分割して同時に設置することや、作業性、設置固定方法などを考慮する。

排気方法を決定する。 一般的に、金型のパーティング面や射出機構と金型の隙間から排気することができます。大型射出成形金型や高速射出成形金型では、それに対応した排気方法を設計する必要があります。

まず、射出成形金型の主な寸法を把握する必要があります。次に、数式を使って成形品の作業寸法を計算します。その後、金型キャビティの側壁の厚さ、キャビティフロアの厚さ、コアパッド、可動テンプレート、モジュラーキャビティのキャビティプレートを決定することができます。また、射出成形金型の厚みと閉塞高さを把握する必要があります。

あなたが設計し、計算した射出成形金型の主な寸法に基づいて、あなたは射出成形金型のための標準的な金型ベースを選択することができます。あなたは、標準的な金型部品を選択するようにする必要があります。金型の構造スケッチを描くこと、射出成形金型の完全な構造スケッチを描くこと、金型構造図を描くことは、すべて金型設計において非常に重要な作業です。

金型と射出機の関連寸法をチェックする。.最大射出量、射出圧力、型締力、金型取付部のサイズ、型開ストローク、射出機構など、使用する射出成形機のパラメータを確認する。射出成形金型の構造設計の検討では、事前検討を行い、ユーザーの同意を得る。同時に、ユーザーの要望を確認し、修正する必要がある。

金型組立図の作成.部品がどのように組み合わされているか、必要なサイズ、番号、スケジュール、タイトルブロック、射出成形金型の各部分の技術的要件(技術的要件とは、金型がどのように機能することになっているか、エジェクターシステムがどのように機能することになっているか、コアプルシステムがどのように機能することになっているか、などである。

金型がどのように組み合わされることになっているのか、例えば、金型の2つの半分の間にどれだけのスペースがあるのか、金型の2つの半分がどのように平行になっているのか、金型がどのように使用されることになっているのか、金型がどのように錆から保護されることになっているのか、金型にどのように番号が付けられることになっているのか、金型にどのように彫刻が施されることになっているのか、金型がどのように油で密閉されることになっているのか、金型がどのように保管されることになっているのか。

金型部品図を描く。 金型組立図や部品図から部品図を描く順序は、まず内側、次に外側、最初に複雑なもの、次に単純なもの、最初に成形部品、次に構造部品とする。設計図を見直す射出成形金型設計の最終チェックは設計図面の見直しである。部品の加工性能にもっと注意を払う。

材料の準備
射出成形材料には主にポリスチレン(PS)がある。一般的にハードグルーと呼ばれ、無色透明で光沢のある粒状のポリスチレンで、光学特性が良く、電気特性に優れ、成形や加工が容易で、着色性も良い。

ポリプロピレン(PP)
無色透明または光沢のある粒状物質で、PPと呼ばれ、一般に100%軟質接着剤と呼ばれ、結晶性プラスチックである。ポリプロピレンの特性は、流動性がよく、成形性に優れ、耐熱性に優れ、100℃で煮沸消毒ができ、降伏強度が高く、電気特性がよい。

ナイロン(PA)
ナイロン(PA)は、ポリアミド樹脂からなるエンジニアリングプラスチックで、PAと呼ばれる。PA6 PA66 PA610 PA1010などがある。ナイロンは結晶性が高く、機械的強度が高く、靭性に優れ、引張強さ、圧縮強さ、耐疲労性、耐摩耗性、耐食性、耐熱性、無毒性、電気特性に優れています。

ポリオキシメチレン(POM)
デルリンとしても知られるポリオキシメチレン(POM)はエンジニアリング・プラスチックである。POMは高結晶構造、優れた機械的特性、高弾性率、高剛性、表面硬度を持ち、"金属代替品 "として知られている。摩擦係数が低く、耐摩耗性、自己潤滑性に優れ、ナイロンに次いで安価である。

溶剤、特に有機溶剤に対する耐性は高いが、強酸、強アルカリ、酸化剤に対する耐性は低い。寸法安定性が良く、精密部品の製造が可能。成形収縮率が大きく、熱安定性が悪く、加熱すると分解しやすい。
アクリル-ブタジエン-スチレン(ABS)
ABS樹脂は高強度変性ポリスチレンの一種で、ブタジエンとスチレンの3種類の化合物を一定の比率で配合したものである。薄い象牙色で不透明、無毒無味である。機械的強度が高く、耐衝撃性、耐クリープ性に優れ、硬度、靭性、剛性に優れている。ABS樹脂部品の表面に電気メッキを施したり、他のプラスチックやゴムとブレンドして(ABS+PC)のように特性を向上させることもできる。

ポリカーボネート(PC)
防弾ガラスとしても知られ、無毒、無味、無臭の透明な素材で、可燃性だが火から離すと自己消火する。特殊な靭性と硬度を持つ。熱可塑性プラスチックの中では、衝撃強度が高く、耐クリープ性に優れ、寸法安定性がよく、成形精度が高い。

PC+ABSアロイ(PC+ABS)
PC(エンジニアリングプラスチック)とABS(一般プラスチック)の長所を組み合わせ、両者の性能を向上させた。ABSとPCの化学成分を含有し、ABSの良好な流動性と成形加工性能、PCの耐衝撃性と冷熱サイクル変化への耐性がある。.表面はオイルスプレー、電気メッキ、金属溶射が可能。

注射
射出成形機の射出ステップ
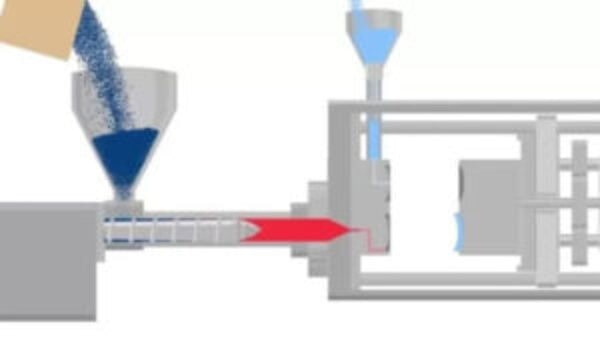
材料の追加
あなたが射出成形機で処理を開始する前に、射出成形機のホッパーに生のプラスチック顆粒を置く必要があります。次に、製品の要件に応じて射出成形機の温度を設定する必要があります。その後、予熱し、流れるプラスチック溶融物にそれらを回すためにプラスチック顆粒を溶融する必要があります。
金型の組み立てと固定
成形品の金型は射出成形機の金型室や射出テーブルに固定され、金型のサイズや構造などはさまざまな位置決めシステムによって調整される。

型を閉じる
金型を調整した後、射出成形機の型閉め装置を起動して金型を閉じます。金型を閉じるときは、金型を傷つけないように、金型の表面にぶつからないように注意する。

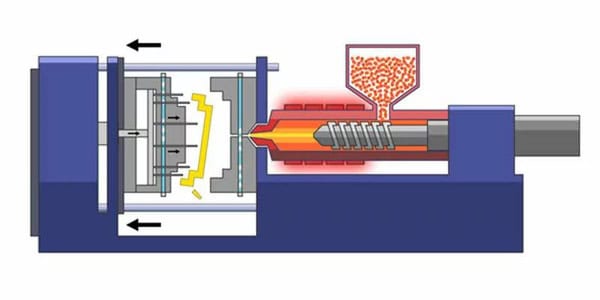
射出成形プロセス
射出成形機の可塑化システムを起動し、射出成形機のスクリューが回転を開始し、溶融したプラスチック溶融物を射出ノズルに輸送し、射出成形機の射出システムを起動し、金型の成形キャビティに溶融物を射出する。射出が完了したら、射出成形機を停止する。 射出成形 システムで、プラスチックが冷えるのを待つ。

型開きと材料除去
一定時間の冷却後、金型表面のプラスチック溶融物は徐々に固化し、固体のプラスチック製品となる。このとき、射出成形機の型開き装置を作動させて金型を分離し、脱型装置を作動させて金型キャビティから製品を取り出す。この工程は、製品の表面の凹凸によって、一定の技術と経験を必要とする。

冷却と凝固
射出成形金型において、冷却システムの設計は非常に重要である。成形されたプラスチック製品が冷却され、一定の剛性まで固化して初めて、脱型後の外力によるプラスチック製品の変形を防ぐことができるからである。

冷却時間は、成形サイクル全体の約70%~80%を占めるため、冷却システムをうまく設計することで、成形時間を大幅に短縮し、成形性を向上させることができます。 射出成形 生産性を高め、コストを削減する。冷却システムが不適切に設計されていると、成形時間が長くなり、コストが高くなります。また、冷却が不均一だと、さらにプラスチック製品の反りや変形の原因になります。

実験に基づくと、溶融物から鋳型に入る熱は一般に2つの方法で放散される。熱の5%は輻射と対流によって大気に伝えられ、残りの95%は融液から鋳型に伝導される。

金型内には冷却水パイプがあるため、熱は金型キャビティ内のプラスチックから金型枠を通って冷却水パイプに伝導し、冷却水によって対流する。冷却水によって運び去られなかったわずかな熱は、金型内で伝導し続け、外界と接触した後、空気中に逃げていく。

射出成形の工程には、型閉め、充填、包装、冷却、射出といういくつかの段階がある。冷却には最も長い時間がかかり、通常は全サイクル時間の70%から80%を要します。そのため、冷却時間はサイクルタイムと生産部品数に影響します。射出時には、金型から取り出す際に部品が反ったり変形したりしないように、部品を熱変形温度以下に冷却する必要があります。

排出と後処理
射出成形は、溶かしたプラスチックを金型に注入し、冷やして固める一般的な製造工程です。しかし、射出成形部品の製造過程には、気泡や反りなどの問題があるため、より良いものにするために後加工を行う必要があります。以下では、射出成形部品を改善するための一般的な後処理方法を紹介します。

射出成形部品の気泡問題
射出成形部品の気泡問題を解決するには、次のようにすればよい。第一に、金型の通気性をよくして、射出時にプラスチックがガスを放出できるようにする。次に、射出温度と射出圧力を調整し、プラスチックが熱くなりすぎたり、加圧されすぎたりしないようにする。最後に、射出成形品の表面に気泡防止剤をスプレーし、プラスチック内にガスが入らないようにする。

射出成形部品の反り問題
射出成形部品の反りの問題を解決するには、次のような方法があります。第一に、射出成形部品の厚みを増して剛性を高め、反りが発生しにくくする。第二に、射出速度と射出圧力を最適化し、速すぎたり遅すぎたりすることによる反りを避けることができる。第三に、射出成形品をより安定させるために、射出成形品の設計にいくつかの支持構造を加えることができる。

第四に、射出成形部品に使用する材料を変えることで、後加工工程を改善することができます。例えば、収縮率の低い材料を選ぶことで、部品が冷えて収縮する量を減らすことができます。また、気泡や反りの可能性を減らすために、流動性の良い材料を選ぶこともできます。適切な材料を選ぶことで、射出成形部品の強度と外観を向上させることもできます。

上記の工程改善案に加え、後工程の品質管理も強化すべきです。例えば、射出成形品の冷却工程では、収縮ムラによる反りが発生しないよう、均等に冷却する。また、射出成形された部品の検査とテストを十分に行う必要がある。 射出成形部品 その品質が要件を満たしていることを確認する。

つまり、より良い射出成形部品を作りたいのであれば、成形後により良い部品を作る必要があるということだ。そのためには、金型の通気性をよくすること、射出の温度と圧力を調整すること、部品を厚くすること、適切な材料を使うことなどが有効だ。これらのことを行えば、気泡や反りをなくすことができる。また、パーツの良し悪しを確認することも必要だ。これらのことを実行すれば、より良いパーツをより早く作ることができ、顧客に喜んでもらうことができる。

射出成形の利点
射出成形による複雑な部品設計
射出成形は、複雑な部品を作ったり、すべて同じ部品をたくさん作ったり、すべて同じで本当に良い部品を作ったりするのに最適です。すべて同じで本当に良い部品をたくさん作るには、部品を設計するときにいくつかの重要なことを考えなければなりません。

射出成形がうまく機能するように部品を設計しなければならない。パーツを正しく設計すれば、すべて同じで本当に良いパーツをたくさん作ることができるし、好きなだけ複雑なパーツを作ることもできる。

射出成形による生産効率とスピードの向上
射出成形が最も一般的で効率的な成形方法である理由はたくさんある。第一に、他の方法と比べて射出成形プロセスはより速く、高い生産スループット率がより効率的である。

スピードは金型の複雑さや大きさによって異なりますが、各成形サイクルの間は15~120秒程度しかありません。サイクル間のサイクル時間が短いので、一定の生産時間でより多くの射出成形部品を作ることができます。

射出成形はより強い
長年にわたり、プラスチックはより強く、より耐久性を増してきました。最新の軽量熱可塑性プラスチックは、金属部品よりも優れているとは言わないまでも、最も過酷な環境にも対応することができます。さらに、複雑な射出成形のために、25,000種類以上のエンジニアリング材料から選択することができます。また、特定の部品要件や高張力などの特性を満たすために、高性能プラスチックのブレンドやハイブリッドを作ることもできます。

射出成形の応用
フード&ビバレッジ
射出成形は、さまざまな素材から部品を作ることができる優れた方法です。これは、食品容器の安全性に関して多くの規則に従わなければならない食品や飲料のような業界にとって重要です。射出成形では、食品に触れても安全で、悪い化学物質を含まないプラスチックを使うことができます。しかも、高温にも低温にも対応できる。また、射出成形はコストがかからないので、食品容器や飲み物の蓋、フィルターなどを作るのに最適です。

建設部品
射出成形技術を使うもう一つの産業は建設産業で、カスタムメイドの複雑なプラスチック部品が、家や構造物を建てる際に大きな役割を果たす。このような部品は多くの場合、本当に良いものでなければならず、ジャストフィットするものでなければならない。例えば、ドアや窓のプラスチック部品を作る場合、完璧でなければならないが、丈夫で天候に左右されない特別な性質も必要だ。今日、射出成形は金属部品の代わりとなる部品の製造にさえ使用されており、よりよく機能し、コストも低く抑えられている。

医薬品
ありがとう 射出成形射出成形は、心臓ポンプや各種モニター、各種医療機器など、医療に不可欠な機器の多くを射出成形の精度に依存しています。心臓ポンプ、各種モニター、さまざまな医療機器など、不可欠な医療機器の多くは射出成形の精度に依存しており、この技術は現場でかけがえのないものとなっている。

結論
射出成形は、さまざまな素材や仕上げに対応する汎用性の高いプロセスであるため、まったく異なる目標や要件を持つ無数の業界で人気のある選択肢となっています。

この技術は、航空宇宙、医療機器、自動車などの産業で広く使用されており、オーバーモールディングやインサート成形などの高度な技術を使用することで、最も複雑な部品を完璧な精度で製造することができる。








