 コンテンツへスキップ
コンテンツへスキップ 

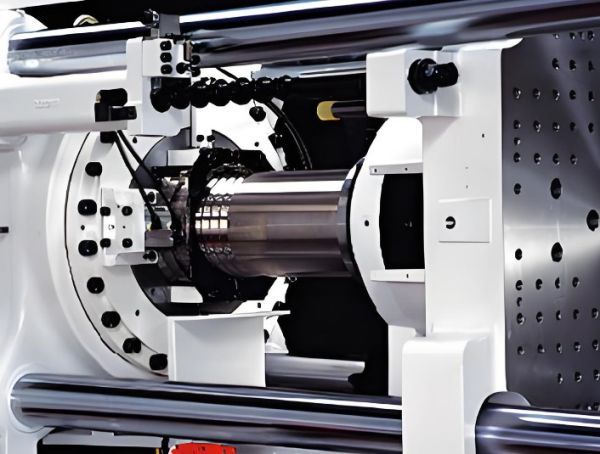
クランプ力とは?
型締力とは、射出成形時に金型を閉じた状態に保つために必要な力のことです。型締力は、金型の各部分(金型の半分を含む)が正確に整列していることを保証し、溶融プラスチックが高圧下で金型の継ぎ目から漏れるのを防ぎます。型締力は通常トン単位で測定され、射出成形機の重要なパラメーターです。

型締力は、射出成形プロセスの滑らかさと外観の品質に直接影響する重要な要因の一つです。型締力が不足すると、金型が適切に閉じず、バリが発生し、型締力が過剰になると、金型や射出成形機を損傷する恐れがあります。適切な型締力を確保することは、金型の完全性と最終製品の品質を維持するために不可欠です。
期間中 射出成形プロセスプラスチック材料は、高温・高圧で金型キャビティに注入される。プラスチックが冷えて固まると、完成品ができる。この段階では、金型は大きな内圧に耐えなければならず、金型を閉じた状態に保つには十分な力、すなわち型締力が必要である。クランプ力が理想的でないと、圧力がかかったときに金型が開いてしまい、溶融プラスチックが金型の継ぎ目から金型内に侵入してバリが発生し、金型が完全に破損することさえある。

クランプ力の計算
クランプ力の計算式は、一般的に次のとおりである:
クランプ力=投影面積×キャビティ圧力
ここで、投影面積はパーティング面における製品の投影面積であり、キャビティ圧力は射出中に溶融プラスチックが金型壁に及ぼす圧力である。
例えば、製品の投影面積が200平方センチメートルで、成形キャビティ圧力が500kg/cm²の場合、必要な型締力は次のようになる:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
実際の生産では、クランプ力を決定するために、生産する製品のタイプ、使用するポリマーの流動特性、射出圧力レート、射出速度など、他の要因も考慮しなければなりません。そのため、型締力の計算と決定は通常、実験的なプロセスであり、最良の結果を得るためには微調整と繰り返しの試行が必要となる。

クランプ力の重要な役割
金型を閉じたままにする
クランプ力は、主に射出成形プロセス中に金型を閉じた状態に保つために使用されます。溶融プラスチックは大きな圧力を発生させるため、射出成形工程では金型をロックする必要があります。型締力が不足すると、金型が開き、金型の継ぎ目からプラスチックが漏れ出し、いわゆるフラッシュが発生します。クランプユニットは、金型が閉じた状態に保たれるよう、最大限のクランプ圧をかけ、維持する役割を担っています。
金型を閉じた状態に保つことは、バリ発生を防ぐだけでなく、製品サイズの適正化と製品表面の品質確保にもつながります。また 射出成形プロセス は、ポリマーを高圧で金型に注入するため、金型が少しでも開くと、製品の大きさが不揃いになったり、表面に欠陥が生じたりする。従って、最終製品の理想的な品質を得るためには、十分な型締力が不可欠である。

フラッシュの防止
フラッシュは射出成形によく見られる欠陥で、型締力が不足すると、プラスチックが金型の継ぎ目にたまり、「フラッシュ」が発生する。バリが発生すると、製品の外面や品質が変化するだけでなく、トリミング作業が増え、生産効率が低下します。そのため、バリ防止には十分な型締力が不可欠です。
フラッシュは製品の外観に影響を与えるだけでなく、製品の機能性能にもある程度の影響を与える。例えば、一部の精密部品では、バリが製品の組み立てや使用に影響を与え、製品を廃棄する原因になることさえあります。さらに、フラッシュの外観は、その後の仕上げ作業にも影響するため、生産効率を低下させ、生産コストを増加させる。

クランプ力に影響する要因
射出材料
各材料の特性が異なるため、クランプ力も射出材料によって異なる。一般的に、製造に使用される材料のメルトインデックスと流動性は、クランプ力に大きく影響します。例えば、メルトインデックスの高い部品は、メルトインデックスの低い部品よりも流動性が良いため、射出圧力が少なくて済み、クランプ力も少なくて済みます。一方、メルトインデックスの低い材料は、溶融流動性が悪く、射出圧力が高いため、高いクランプ力を必要とする。
プラスチック材料の流動性は、そのメルトインデックスだけでなく、温度や圧力などのプロセスパラメーターにも依存する。例えば、高性能エンジニアリング・プラスチックは、高温・高圧条件下では良好な流動性を示すが、低温・低圧条件下では流動性に劣る。このことから、型締力z`を決定する際には、材料の流動性とプロセスパラメーターを総合的に考慮して、最良の成形効果を得る必要があると結論づけられる。

射出圧力と射出速度
型締力に直接影響する他のパラメーターには、射出圧力と射出速度がある。射出圧力が高く、射出速度が速い場合、溶融プラスチックは金型壁に大きな力を与える。一方、低圧・低速射出では、必要な型締力は小さくなります。
クランプ力に加えて、射出圧力とその速度は、製品の品質と生産速度に影響を与える。例えば、高圧・高速射出は、製品の生産に必要な時間を短縮し、効率を向上させることができるが、クランプ力を高くする必要があるため、装置の摩耗やエネルギー消費が大きくなる。したがって、実際の生産では、射出圧力と射出速度を、製品の実際の要求と実際の生産条件に応じて、より総合的に選択することが非常に重要である。
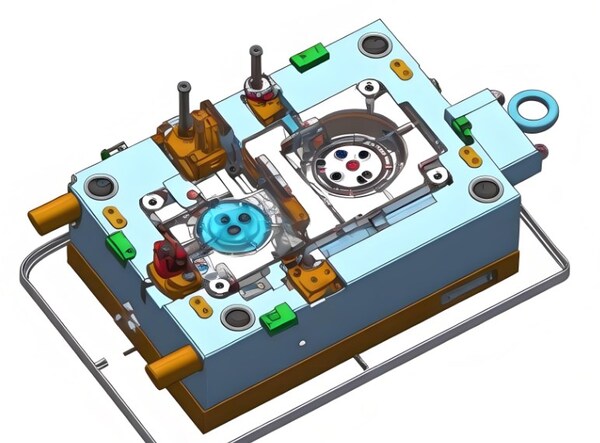
金型設計
金型設計は型締力に大きな影響を与えます。型締力は金型の投影面積に正比例して増加します。さらに、パーティングラインのレイアウト、ベントシステム、その他の関連要因も型締力に影響します。例えば、ベントをうまく制御することで、射出時の応力分散を実現し、必要な型締力を低減することができます。
金型設計は型締力の重要な決定要因であり、製品の品質と生産効率に大きな影響を与えます。例えば、合理的なパーティングラインの設計は、バリやカエリの発生を抑え、最終製品の外観を向上させます。優れた排気システムは、気泡やボイドを最小限に抑えることで、製品の密度と強度を向上させるはずです。したがって、金型を設計する際には、型締力、製品の品質、生産効率などの要素を総合的に考慮し、全体的な設計を最適化・改善する必要がある。
クランプ力の最適化
最適なクランプ力を決定するには?
射出材料、製品および金型の設計、射出条件など、多くの要素を考慮しなければならないため、必要な型締力の値を定義することは非常に困難です。言い換えれば、最適な型締力を推定するための理論的な前提条件は、実験的な手順を採用することです。具体的な手順は以下の通りである:
1.必要なクランプ力の第一近似値。
2.2.初期見積もりによる試作を行い、製品の品質や金型の状態を検査する。
3.最も効果的な結果が得られるまで、試作の結果に応じてクランプ力を変更する。

実験から型締力を予測することで、消費者に良い品質の製品を提供し、生産率を高め、設備の寿命を延ばすことができる。例えば、試作状況において、射出圧力、射出速度、射出温度などの調節を通じて、試作工程自体で各種パラメーターの範囲を決定すると、最適な型締力を求めることができ、生産工程全体を制御し、機械の省エネと消耗を防止し、生産効率と完成品の品質を向上させることができる。

先進技術によるクランプ力の最適化
技術の進歩に伴い、より高度な技術が型締力の制御の中心となっている。例えば、金型流動設計ソフトウェアを使用すると、エンジニアは射出材料の圧力分布を予測することができ、それによって最小の型締力で金型を設計することができます。さらに、最近の射出成形機にはインテリジェントな制御システムが搭載されているものもあり、ポリマー製造工程で高い精度と安定性で型締力を制御することができる。
金型流動設計は圧力分布だけでなく、温度や流動性なども予測することができます。射出工程で発生する温度、陰影、流動性などのすべての変化を完全に把握することができ、工程の最適化と改善も可能です。インテリジェントな制御システムを使用することで、クランプ力の変化をリアルタイムで把握し、現場の実情に応じて変化させることができるため、生産工程を安定させ、生産製品の品質と生産効率を向上させることができます。

クランプ力不足の結果
金型の変形と損傷
型締力が不足すると、射出成形中に金型が開き、金型の形状が歪んだり破壊されたりします。これは精密金型ではさらに重要なことで、型締力が不十分だと金型が永久に変形してしまったり、廃棄されることさえあります。
金型の変形や損傷は、製品の品質に影響を与えるだけでなく、金型のメンテナンスや交換コストにも大きな影響を与え、必然的に生産サイクルの長期化や生産効率の低下を招く。例えば、高精度部品を製造する場合、わずかな成形変形でも対象部品の寸法公差や機能性能に変化をもたらし、完成品の品質や機能に影響を与える。

製品の品質問題
クランプ力不足は、製品品質にいくつかの問題を引き起こす可能性もあります。最も一般的な問題はバリで、これは部品の外観に影響するだけでなく、最終製品の寸法精度や機能性能にも影響します。さらに、クランプ力不足が内部構造の不均一や材料分布の不均一を招くこともあり、製品全体の品質にさらに影響を及ぼします。
フラッシュは製品の外観に影響を与えるだけでなく、製品の組み立てや使用にも影響を与える。例えば、複雑な部品では、バリが組立の妨げになる。第二に、バリが発生すると、その後の仕上げ作業の必要性が生じるため、生産効率が低下し、生産コストが上昇する。

過剰なクランプ力の影響
エネルギー消費の増加
クランプ力が強過ぎると、クランプの消費電力に影響します。 プラスチック射出成形 マシンを使用します。高いクランプ力はより多くのエネルギーを消費するので、生産コストは高くなり、環境にも優しくない。
エネルギーの使用量が増えれば、生産コストが上昇するだけでなく、環境への悪影響も大きくなる。例えば、高エネルギーの製品工程は炭素排出をもたらし、これは環境を汚染し、気候変動に影響を与える。高エネルギー運転下での設備の長期使用は、設備の急速な摩耗を引き起こし、それにより設備寿命と生産効率を低下させる。

金型寿命の低下
過度の型締力は金型に過度の機械的ストレスを与え、金型の寿命を縮める。高い型締力での長時間の使用は、金型の各部に疲労損傷を引き起こし、金型のメンテナンスや交換の頻度を増加させ、生産コストをさらに上昇させる。
金型寿命の短縮は耐久性に悪影響を及ぼすため、メンテナンスや交換コストが発生し、生産の安定性や継続性に影響する。金型交換は生産工程に支障をきたし、生産性を低下させ、企業にとっては生産経費がかさむ。

結論
型締力は射出成形プロセスにおいて、製品の品質や生産ライン全体の効率、金型の寿命を左右する重要な要素の一つです。適切な型締力は、金型が閉じた状態を維持し、バリなどの品質問題を低減し、同時に最小限のエネルギーで金型の寿命を最大限に延ばす、非常に優れた最終製品を保証します。
実際の生産では、射出材料、金型、およびその他の射出プロセス要因などの要素がクランプ力の計算と調整に関与します。また、生産工程に安定性と効率性をもたらすために、必要な型締力をよりよく制御し、維持することに貢献できる最新の技術を適用することも可能です。
まとめると、クランプ力の合理的な設定と最適化は、次のような点で極めて重要である。 射出成形 プロセスである。実際の生産では、科学的な方法と技術を使用して、クランプ力を継続的に改善および制御し、生産工程の効率と安定性を向上させ、製品の品質を改善し、生産コストを削減し、金型の寿命を延ばし、企業にとってより多くの経済的および社会的利益を創出する必要があります。






