 コンテンツへスキップ
コンテンツへスキップ 

射出成形は、ものを作るのに最も適した方法のひとつだ。速いし、一度にたくさんのものを作ることができるし、本当に高品質のものを作るのに適している。射出成形が優れている理由は、多くの工程があり、それぞれの工程が、作りたいものを思い通りに仕上げるために本当に重要だからです。このブログでは、射出成形の全ステップを紹介し、アイデアから実際の製品になるまでをご覧いただきます。
射出成形プロセス
射出成形の基本原理と応用
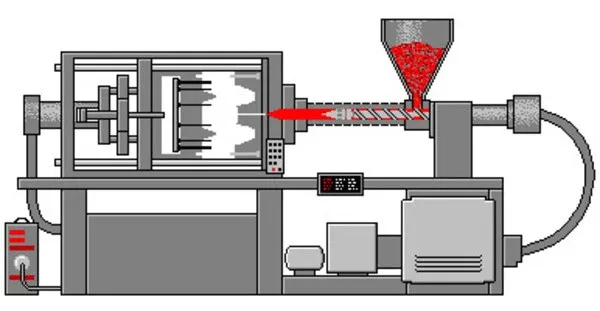
射出成形とは、プラスチックのペレットを熱で液状にし、ノズルから金型に押し込む工程である。プラスチックが冷えると固体となり、金型から取り出される。 射出成形 は、1つの金型を使って一度に大量のプラスチック部品を作る、安価で効果的な方法である。この工程では、自動車のエンジンや家電製品、食品容器などに使われるあらゆる種類のプラスチック部品を作ることができる。

現代産業における射出成形の意義
その派生品の需要が伸び続ける中、射出成形技術は工業生産においてますます重要性を増している。射出成形技術は自動生産の一形態であり、生産工程をスピードアップする。さらに、プラスチック射出成形は非常に精密な金型を使用し、正確な寸法公差を持つため、より収益性の高い、より高品質の最終製品を生産することが可能である。
しかもだ、 射出成形製造 は、幅広い用途、高度な自動化、安定した生産と品質効率など、多くの利点を提供する。特にパンデミック時には、コネクター業界は迅速に方向転換を図り、平常時および予期せぬニーズに対応するため、多くの医療機器を生産しなければならなかった。このアプローチは、社会から高く評価された。

射出成形の製造工程
デザインとプロトタイプ製作
優れた射出成形プロジェクトはすべて、優れた設計と高品質の試作品製造から始まります。これは、エンジニアとデザイナーが創造的な頭脳を駆使して製品を開発し、アイデアを技術的な詳細に変換する、製品開発プロセスの最初のステップです。CAD(コンピューター支援設計)ソフトウェアは、積層造形で使用される主要ツールの1つです。寸法、要件、公差レベルなどの詳細が記載された設計図を作成することで、詳細な指示に従って材料を追加し、精度を達成するために位置合わせを行うことができます。
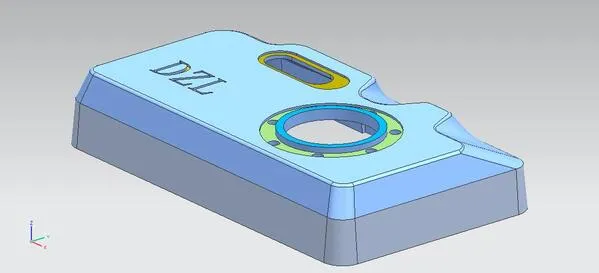
デザイン思考には美学も含まれる。エンジニアは、材料の選択、部品の形状、製造可能性など、考慮すべき要素が多岐にわたります。高度で複雑なシミュレーターは、複雑な部品の概念設計のテスト実行をシミュレートするために開発されています。これらのシミュレーターは、潜在的な問題を予測し、最適化すべき領域を特定し、プロトタイプを製作することを可能にします。
プロトタイピングとは、概念設計のテストと実際の物理的なモノ作りを組み合わせたモデルを作るプロセスである。3Dプリンティングのような技術の急速な進化により、製品デザインが性能基準を満たし、審美委員会の承認を得るまで、素早く反復と調整を行うことができる。デザイナーも同じことができるが、フィット、フォーム、機能といったものの代わりに、望む結果を得るために適当に変更を加える。
金型製造
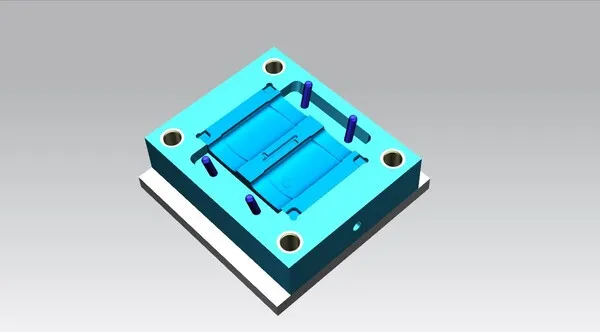
射出成形は、最終製品の形状や特徴を決定する精密なツールである金型を中心に展開される。金型を作るには、機械が材料を除去してワークピースを作成する必要があり、骨の折れるほど精密なプロセスです。通常、ワークピースはスチールやアルミニウムから作られ、フライス加工や機械加工によって希望の形状や表面仕上げが施される。

金型の複雑さは、部品の複雑さによって決まります。キャビティが1つのシンプルなパーツを作る金型があれば、それをアップグレードしてマルチキャビティやファミリーモールドで2倍、3倍のパーツを作ることもできる。金型設計では、ランナーシステム、ベントシステム、冷却システムを扱うだけでなく、ゲート位置、冷却チャンネル、パーティングラインなども考慮しなければなりません。
その後、金型をテストし、問題ないことを確認する。私たちは、金型が問題なく長く使えることを確認したいのです。金型に入れるプラスチックの量や、パーツを作るのにかかる時間、希望するサイズにどれだけ近づけることができるかなどを把握するために、金型の試作を行います。金型がよりよく機能するように、金型の一部を変更しなければならないこともあります。

材料の準備
金型の準備ができたら、材料の準備に移ります。射出成形では、さまざまな熱可塑性樹脂や熱硬化性樹脂を使用することができ、それらは用途の特定のニーズに基づいて選択されます。未加工のポリマー樹脂は、ペレット状や顆粒状で、成形の準備を整えるためにいくつかの工程を経ます。
の素材選びに関しては 射出成形最終製品の品質は、部品の特性とコストの両方に影響するため、重要な鍵となります。この場合、エンジニアは機械的強度、化学的安定性、耐環境性などを考慮して適切な材料を選ぶ必要があります。また、材料が成形プロセスに適合することを確認する必要があります。つまり、適切なメルトフロー特性と収縮挙動を持つ必要があります。そうすれば、一貫した再現性のある結果を得ることができます。

製造工程では、着色剤、安定剤、補強剤といったものをベース樹脂に混ぜて、よりうまく機能させたり、やりたいことをさせたりする。材料をブレンドしたり、あらかじめ混ぜ合わせた材料を使うことで、作業がしやすくなり、添加物が樹脂の中に行き渡るようになります。
良好な材料準備は、安定した溶融品質、良好な流動性、そして後々の良好な部品仕上げの基礎となります。マテリアルハンドリングシステムは、コンベヤー、乾燥機、ペレットステージングコンベヤーを使用して、樹脂ペレットが劣化したり汚染されたりするのを防ぐために、保管中や製造中の水分を減らします。

注射
射出成形プロセスは、金型のマークされた部分に溶けたポリマー材料を充填することから始まる。金型が閉じられ、ポリマー樹脂がスプルーと呼ばれる特定の注入口から注入され、閉鎖系が形成されると、この工程が始まる。
射出成形機には、さまざまなサイズやセットアップがありますが、基本的な部品はすべて同じで、同じように機能します。スクリューは、プラスチックを回転させ、動かし、溶かし、混ぜ合わせる部分なので、すべて同じです。
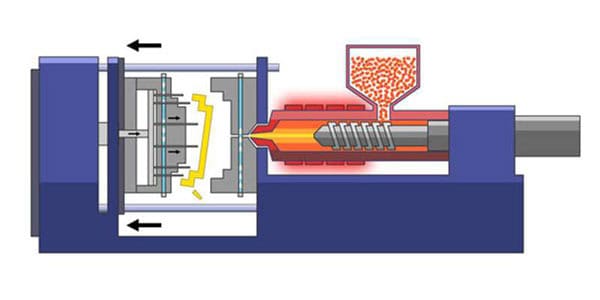
スクリューは油圧または電気モーターで制御され、射出量、スクリュー速度、圧力をより適切に制御できる。
その後、液体材料は金型に注入され、穴を埋め、金型によって決定された正確な形状と細部になります。完璧な充填は、プロセス全体の圧力と温度を制御することによって達成され、これにより欠陥の可能性が最小限に抑えられ、各穴の一貫性と品質が保証されます。射出パラメータは、材料、部品形状、生産スケジュールに基づいて設定されます。これらのパラメーターには、射出速度、真空度、充填・保持圧力、冷却時間などが含まれます。

冷却と凝固
次に、溶けた材料を型に流し込み、そこで冷えて固まる。望ましい特性を実現し、ひび割れを防ぐには、冷却プロセスをできるだけ速く、均一に行う必要があります。金型には熱伝導を助ける溝や溝があるため、材料は急速に冷えて固まります。
冷却時間は、部品の形状、材料の種類、金型設計などの変数に基づいてカスタマイズされます。冷却が正しく行われないと、部品が反ったり、収縮したり、内部応力が発生したりして、部品の品質や性能に影響を及ぼす可能性があるため、冷却は重要です。金型の温度制御には、冷却速度を安定させ、均一な加工を実現するために、水または油の熱循環システムが使用されます。
コンフォーマル冷却のような新しい冷却技術は、アディティブ・マニュファクチャリングを使用して部品の形状に合った冷却チャネルを作成し、加工時間を短縮しながら熱伝達と性能を向上させます。設計者はソフトウェアを使用することで、冷却システムの最適化、熱伝達、温度マップをモデル化し、ホットスポットや冷却が必要な領域を特定することができます。

排出とトリミング
部品が必要な程度まで強化されると、金型が開き、新しく形成された部品がキャビティから取り出される。例えばエジェクターピンやプレートを備えた機械では、形状を変形させたり表面状態を損なったりすることなく、部品をその位置から外すことができる。
そのため、部品から余分なものやフラッシュを切り落とすなど、余分なことをする必要があるかもしれない。トリミングやマシニングとも呼ばれるカッティングは、パーツを作るための最後の作業です。パーツを正しいサイズと形状にするために、パーツを切ったり成形したりします。部品を切断する機械は、切削、研削、ブラストを使用して作業を行います。これにより、作業にかかる時間が大幅に短縮され、作業をする人も必要なくなる。

品質管理と仕上げ
最後に、成形工程では、最終段階と仕上げ作業を通じて、多くの品質検査を行います。パーツの寸法、構造的完全性、全体的な外観が正しいことを確認するために検査を行います。三次元測定機(CMM)や光学スキャナーは、私たちが品質をチェックし、仕様や基準を満たしていることを確認するために使用するハイテク計測機器の一例です。
寸法検査とは、部品の重要な部分を測定することです。表面の粗さも測定します。統計的工程管理(SPC)とは、物事がどのように進んでいるかを追跡し、良い部品を作っているかどうかを確認することです。また、X線や超音波を使って部品の内部を観察し、異常がないかを確認することもできます。

外観の条件を満たさない部品は、サンドブラストやその他の表面処理を施すことができます。また、塗装や組み立てなど、部品をより良く機能させるための最終的な作業も行います。特殊な作業が必要な場合は、機械加工、溶接、接着などのサブアセンブリー作業を行い、部品や機能を追加することもあります。私たちには品質管理手順があり、条件要件を満たしていることを確認し、私たちが製造したものに顧客が満足していることを確認しています。

射出成形プロセスに影響を与える要因
温度管理
1.バレル温度
この工程では温度制御が非常に重要で、制御しなければならないパラメーターはバレル温度、ノズル温度、金型温度の3つである。最初の2つの温度は主にプラスチックの流動と結晶化に影響を与えるが、後者は冷却と流動をコントロールできるため最も重要である。プラスチックの種類によって流動温度は異なり、同じ種類のプラスチックでもグレードや供給元によって流動温度や分解温度は異なる。その結果、樹脂の化学的性質が変化することがあり、これは平均分子量と分子量分布に関係している。ハンドツールのバレルの温度は射出成形機の種類によって異なるので、バレルの選択も異なる。

2.ノズル温度
通常、ノズルの温度はバレルの最高温度よりそれほど低くないことが多い。これにより、溶融材料がノズルから垂れるのを防ぐことができる。"垂れ流し "とも呼ばれる。溶けた材料がすぐに凍ってノズルや部品を詰まらせることがないよう、溶融ノズルの温度は低すぎない方がよい。
3.金型温度
金型の温度は、部品の特性や外観に影響を与える最も重要な要素である。金型の高温と低温は、結晶性の有無、金型のサイズと設計、部品の特性、その他の工程条件(溶融温度、射出速度と圧力、サイクルタイムなど)など、さまざまな要因に影響される。

圧力制御
射出成形 圧力には可塑化圧力と射出圧力があり、どちらも可塑化と製品の品質に直接影響する。
1.可塑化圧力
(逆圧)射出ノズルを持つスクリューマシンでは、スクリューの可塑化圧力によって目盛りのスクリュー径が大きくなる。システム内の力は油圧システムのリリーフバルブによって制御されます。つまり、可塑化圧力が駆動力と同じレベルにとどまる場合、可塑化圧力を上げると溶融物の温度は上がりますが、可塑化速度は低下します。一方、可塑化圧力を高くすると、通常、温度と色が均一であるだけでなく、溶融物中に閉じ込められた可能性のあるガスがないプラスチック製品が製造される。ほとんどの場合、圧力は、良好な製品品質を作り出し、維持できる可能な限り低い値に設定される。実際には、可塑化圧力は選択されるプラスチックの種類によって決まりますが、20kg/cm²に達することはほとんどありません。

2.射出圧力
現在、ほとんどすべての射出成形機は、塑性圧力と射出圧力(油圧から回路によって変換)に同じ圧力を使用しています。射出圧力は、バレルからキャビティへの溶融物の流れによって引き起こされる抵抗を克服し、一定の速度で充填される金型、および圧縮される溶融物である。

成形サイクル
射出成形において、1つの工程を完了させるのにかかる時間を成形サイクルまたは成形サイクルと呼ぶ。金型を通して鋳造する工程は、労働生産性と設備稼働率に直結する。したがって、生産工程では、最高の品質レベルを維持しながら、成形段階の長さを短くする必要があります。射出時間と冷却時間は、成形サイクルにおける重要な段階である。 射出成形プロセスこれは製品の品質に最も直接的な影響を与える。充填時間は充填率(時間の逆数)に正比例する。生産現場では、材料の充填時間は通常3~5秒である。

キャビティ内のプラスチックに圧力がかかっている時間を充填時間という。これは非常に重要で、射出時間全体の大きな割合を占める。通常20秒から120秒(極端な場合、厚い部品では5分から10分)です。射出機のノズル内で溶融物が固化した後の製品の最終的な大きさは、この充填時間によって決まります。金型の充填時間は、金型や材料の温度、ゲートと呼ばれる供給部とランナーの幅などの条件に基づいて計算されます。メインランナーとゲートの大きさ、工程条件により、製品の収縮率が最も小さい圧力を標準とします。冷却時間は、製品の厚さ、プラスチックの熱的・結晶的性質、金型温度によって異なる。最も重要なことは、型開き中に製品が変化しないようにすることです。通常は30秒から120秒程度です。冷却時間が長すぎると、時間の無駄になる。生産効率が悪くなるだけでなく、複雑で薄い部品を取り出すのが難しく、脱型応力を発生させずに取り出すのが難しい場合もある。また、成形時間の形は、材料加工がいかに途切れず機械中心であるか、成形工程と充填工程がいかに一体化されているかに左右される時もある。
射出成形技術の動向
将来、射出成形はよりフレキシブルになり、今までと変わらない。世界的に環境問題が極まれば極まるほど、グリーン製造業が製造業の新しいトレンドになる可能性は高くなる。CNC機械加工と射出成形技術は、原材料を買ったり、生産過程で廃棄物を出したりしないが、将来のグリーン製造業ではより大きな役割を果たすだろう。また、自動化技術の発展も、以下のような成長によって促進されるだろう。 射出成形技術より良く、より失敗の少ないものになるだろう。

結論
射出成形は、複数の段階を含む高度に発達したプロセスである。各段階は、高品質の完成部品や製品を製造する上で重要である。設計からプロトタイプの製造、そして最終製品をリリースする前の検査に至るまで、各段階の順序を理解することは、メーカーが生産方法を改善し、品質を管理し、最高の製品を製造する上で極めて重要です。射出成形の未来は、他の技術や、より効率的で正確で汎用性の高い新しい材料や技術の使用によって形作られつつある。







