 コンテンツへスキップ
コンテンツへスキップ 

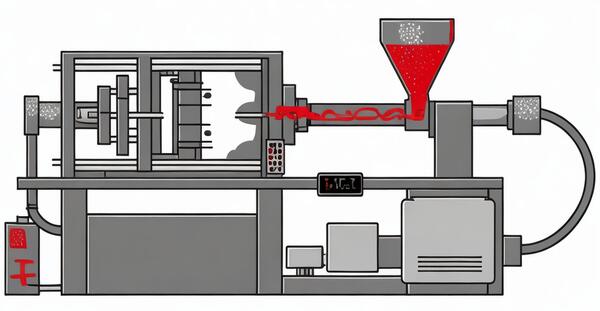
はじめに射出成形は、最終的に組み合わせる必要のある複数の部品を持つプラスチック製品を作る最も一般的な方法である。部品を組み合わせるということは、それらが正しくフィットし、一緒にとどまることを確認することを意味します。
ここで公差の出番となる。パーツとパーツの間にどれだけのスペースが必要なのか、あるいはパーツのサイズが適切かどうかを確認しなければ、パーツは正しく組み合わされません。
射出成形 金型は高価なので、公差は厄介なものです。だから、公差をコントロールする方法を知っておく必要がある。
この記事では、何が公差に影響するのか、そして製造のための設計(DFM)、材料選択、工具設計、工程管理を用いて公差をコントロールする方法について説明する。
射出成形部品の公差はなぜ重要か?
どんなラピッドプロトタイピング工程でも、ばらつきの大きさはその精度に左右される。射出成形はかなり正確だが、それでも多少のばらつきはある。

このようなばらつきがあるため、パーツを組み上げた直後に機能させるためには、許容される偏差の範囲を把握することが重要になる。
複数の射出成形部品を持つ製品を組み立てる場合、プラスチック成形の公差に注意を払う必要があります。

例えば、2つのプラスチック成型部品をボルトで接続するとしよう。両方の部品に穴を開けなければならない。
穴の位置や大きさを間違えると、組み立てるときに問題が生じたり、機能が損なわれたりする。だから、両方の部品が正しく機能するためには、位置公差が必要なんだ。
簡単に言えば、射出成形の公差を制御し最適化することは、最悪の事態を想定するようなものです。製品が最もうまく機能するように、許容できる偏差の範囲を見つけ出すことです。
射出成形の公差を左右する要因とは?
パーツデザイン
反り、過度の収縮、部品のミスアライメントを抑える最も重要な方法のひとつは、部品を設計する際にDFMの原則を用いることです。
これは、設計プロセスの早い段階で射出成形サービスと協力することで、設計段階でのコストのかかる再設計を防ぐことができます。
肉厚; 肉厚が変化する部品は、収縮が不均一になる可能性がある。厚い部分を避けることができない場合、均一な肉厚を維持するためにコアリングを使用する必要があります。不均一な肉厚は、部品の歪みの原因となり、公差やフィット感に影響を与える可能性があります。
可能であれば、リブやガセットを使って強度を高めるのがベストだ。
ドラフト角度; 抜き勾配の角度は、部品が工具から簡単に出てくるようにするために非常に重要です。
この角度が適切でないと、部品が抜けるときに引っかかったり、削れたり、完成品がゆがんだりします。ドラフトの角度は、パーツのデザインや表面仕上げによって、0.5°から3°まで可能です。
lボスの特徴; ボスは、複数のプラスチック部品を組み立てる際に、ファスナーを入れるためによく使われる。ボスが厚すぎると、部品にくぼみが残ることがある。
リブでサイドウォールに接続されていない場合、大きく変形する可能性がある。こうなると、これらの部品の組み立てはほとんど不可能になる。
素材の選択
射出成形プラスチックは、さまざまな樹脂から作ることができる。どの樹脂を選ぶかは、何を作るかによります。
樹脂はそれぞれ収縮する量が違います。金型を設計する際には、この収縮を考慮する必要があります。通常は、材料が収縮する割合分だけ金型を大きくします。
複数の種類の素材で何かを作る場合、収縮率が異なることを想定して設計しなければならない。

公差を正しく設計しないと、合わない部品ができてしまいます。これは射出成形における大きな間違いであり、大きなコストがかかる。
射出成形の公差は、主に材料の収縮と部品の形状によって決まる。
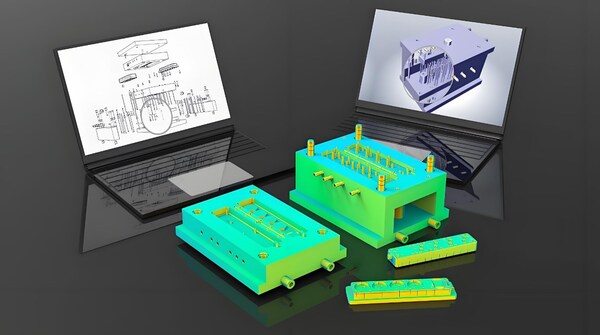
工具を設計・製作する前に、材料の選択を最終決定する必要があります。工具の設計は、選択する材料に大きく依存します。

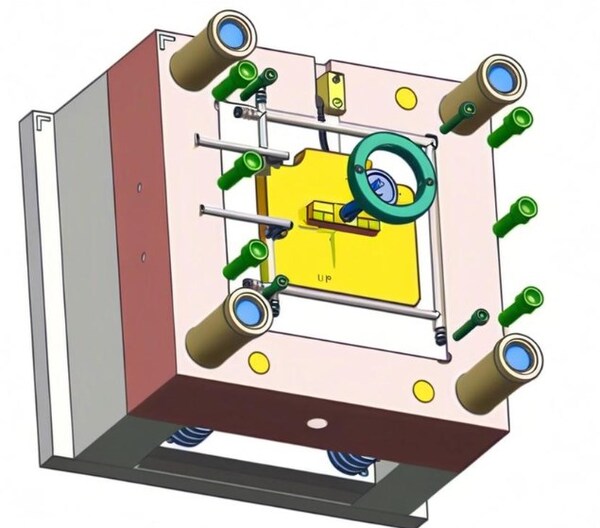
ツールデザイン
材料を選ぶとき、通常は材料の収縮を考慮して工具を大きくします。しかし、収縮率はすべての方向で同じではありません。例えば、厚い部品と薄い部品では冷える速度が違います。
そのため、薄肉と厚肉が混在する複雑な部品の場合、冷却速度が異なることになる。
その結果、部品がゆがんだり沈んだりして、射出成形の公差や適合性が台無しになることがある。そのため、金型メーカーは金型の特徴を設計する際に、これらのことを考慮します。
道具を冷やす; パーツを均等に収縮させるには、工具を冷やすことが重要です。工具が正しく冷却されないと、部品は不均一に収縮し、適切なサイズになりません。適切なサイズにするために、金型に水ラインを入れることができます。
金型公差は射出成形において大きな問題である。なぜなら、金型が公差から外れていると、その金型から出てくるすべての部品に、収縮による誤差に加えてその誤差が加わるからである。
CNC加工では通常、工具の公差は厳密に管理・監視されているため、公差外の工具が原因で部品が公差外になることはほとんどありません。
さらに、これらの工具は一般的に "スチール・セーフ "である。つまり、工具を製作する際に、重要な寸法や特徴を追加のフライス加工で調整することができる。
ある部品の仕上がり寸法が公差内に収まらない場合、材料を追加することで、機械加工によって工具を微調整することができる。
例えば、ある部品の公差の厳しい穴の特徴には、公差の広い側になるように設計されたコアピンを持つ工具があるかもしれません。穴の調整が必要な場合は、穴を細くするために薄く加工される。
エジェクターピンの位置; エジェクターピンは、金型が開く際に金型を押し出す。サイクルタイムを最短にするためには、これをできるだけ早く行う必要がある。
エジェクターピンが理想的でない場所に配置されると、部品に損傷を与える可能性があります。材料によっては、工具から離れるときに完全な剛性を持っていないものもあり、不均一な突き出しは、深刻な反りや寸法の不一致を引き起こす可能性があります。
ゲートの位置 ゲートは樹脂が工具に入るところ。入れる場所を間違えると、見た目が悪くなります。
また、金型への充填が均等でないと、部品の反りや収縮が不均一になります。複雑な部品は、均等に充填し、これらの問題を避けるために、複数のゲートを必要とすることがよくあります。
プロセス制御
部品の射出成形公差を最適化するために、前もってすべての設計作業と材料検討を行ったとしても、最初のサンプルが納品されたときに部品が公差から外れている可能性はあります。
上記の方法をすべて実行したら、公差遵守を向上させるための次のステップは、プロセスを調整することである。
温度、圧力、保持時間の制御は、部品の品質を向上させるための最も一般的な方法である。
いったん理想的な条件が決まれば、金型は部品間の寸法のばらつきがほとんどない安定した部品を作ることができる。
多くの特徴を持つ部品がある場合、工具に圧力と温度のセンサーを付けて、部品を作っている間にそれらを測定できるようにするのは良い考えです。
そうすることで、工程をコントロールし、公差を確実に維持することができます。ツール内の圧力と温度を常に一定に保つことができれば、公差を維持できる可能性が高くなります。
複雑で多機能な部品がある場合、製造プロセス中にこれらのパラメータを測定し、リアルタイムのフィードバックとプロセス制御を行うために、工具に圧力センサーと温度センサーを取り付けると便利です。
工具内の圧力と温度を常に一定に保つことは、公差を一定に保つために大いに役立つ。
射出成形の公差を最適化するには?
最適化のために 射出成形 公差を調整することで、製造のための設計、適切な射出成形材料の使用、射出成形金型の設計の調整、および工程管理を使用して、製品設計を最適化することができます。
このセクションでは、プラスチック射出成形の現実的な公差を達成できるように、各カテゴリーを取り上げます。
設計段階
メーカーが射出成形を使用する場合、射出成形部品の公差に影響する加工中の反り、部品の過度の収縮、部品のミスアライメントなどの問題に直面する。
これに対抗するため、設計者は各製品設計が製造のための設計(DFM)に従っていることを確認する。
優れたDfMを得るには、設計プロセスの早い段階で、射出成形の経験が豊富な優れたラピッドプロトタイピングサービス(ラピッドダイレクトなど)に依頼する必要がある。
パーツのデザインについて考えるべき4つのことを紹介しよう。
全体サイズ
作るものが大きければ大きいほど、公差を気にしなければならない。プラスチック射出成形で大きなものを作ると、反ったり縮んだりすることがある。だから、サイズについて考えなければなりません。
壁厚
収縮とは、冷却段階におけるプラスチック部品の収縮のことである。収縮は射出成形工程に不可欠なプロセスであり、肉厚、温度などの要因によって制御される。
反り、陥没、ひび割れ、歪みといった外観上の欠陥を減らしたいのであれば、安定した収縮率が必要だ。

安定した収縮率を得るためには、肉厚を均一にする必要があります。ここでは、均一な肉厚を得る方法を紹介する:
鋭利な内角、長い非支持スパン、不十分な設計のボスを持つ部品を設計しないでください。壁を補強する必要がある場合は、リブを使用する。
内角にRをつけると、反りを抑えることができる。適切な材料を使用し、肉厚を考慮する。厚肉は冷却を遅らせ、収縮を増大させ、反りの原因になるので使用しないこと。

ドラフト角度
抜き勾配は射出成形の設計において大きな意味を持つ。部品が取り出しやすいということは、摩擦が少なく、摩耗が少なく、表面がきれいであるということです。

射出成形をするときに抜き勾配の角度を考えないと、収縮が起こり、射出しようとしたときに部品が引っかかってしまう(ナイロンのようなプラスチック素材は、0でも十分に機能する)。
抜き勾配は度/インチ/mmで測定されますが、製品設計に組み込むための標準的な射出成形公差規則はありません。
しかし、いくつかの経験則があります。抜き勾配の角度は10~20がよい。深さ1インチには10を加える。軽いテクスチャーには30、重いテクスチャーには50以上を使用し、すべての垂直面には0.50を使用する。

ボス
ボスは製品設計の大きな部分を占め、部品を組み合わせる際につなぎ合わせるために使用される。
ボスをデザインする際に考えなければならない重要なことがいくつかある。ひとつは、ボスの壁が厚すぎてはいけないということ。ボスを厚く設計すると、こうなります:
ボスに芯を入れないと、ボイドやヒケができる。これはサイクルタイムを長くします。また、締め付けの際にプラスチックのひび割れが生じます。
さらに、ボスに芯を入れる(つまり、最も近い側壁に接続する)べきである。そうすることで、部品にかかる荷重がさらに分散され、部品の冷却性と材料の流れが改善されます。
厳しい射出公差に適した材料の選択
射出成形の公差に関して言えば、材料の選択は大きな問題である。なぜなら、材料は均一に収縮するからである(すなわち、射出成形材料は密度の変化により冷却段階で収縮する)。
収縮率は、肉厚、温度、部位、材料の種類などの要因によって異なります。材料の選択に関しては、以下の要素を参考にしてください:
プラスチック組成: ABSはポリエチレンよりも密度が低いため、収縮が少ない。

分子量: 高分子量樹脂は粘度が高く圧力損失が高いため、収縮が大きくなる。
添加物: 低熱膨張フィラーを加えることで、収縮を抑えることができる。
樹脂によって収縮率は異なる。ですから、材料を選ぶときや射出成形金型を設計するときには、このことを念頭に置いておく必要があります。
これにより、射出成形部品の公差を乱す外観上の欠陥を減らすことができます。反り、陥没、ひび割れ、歪みなどです。

金型用具を念頭に置く
適切な材料を選ぶとき、金型設計者は材料の収縮を考慮して金型サイズを大きくするように言うでしょう。材料によって収縮率が異なるのは、厚みが不均一だからです。これを最小限に抑えるには、金型を設計する際に以下の点に留意してください。
工具冷却
射出成形において冷却は大きな問題である。良い部品と悪い部品の違いを生み出すものです。射出後、高温になったプラスチックを冷却するプロセスだ。
冷却が均一でないと、収縮、ヒケ、突き出しの問題、反りなど、部品の外観や公差、機能に影響を及ぼすあらゆる問題が発生するからだ。

均等に冷却するためには、金型内の適切な場所に冷却ラインを設置する必要があります。また、射出圧力、樹脂粘度、充填時間などにも注意する必要がある。
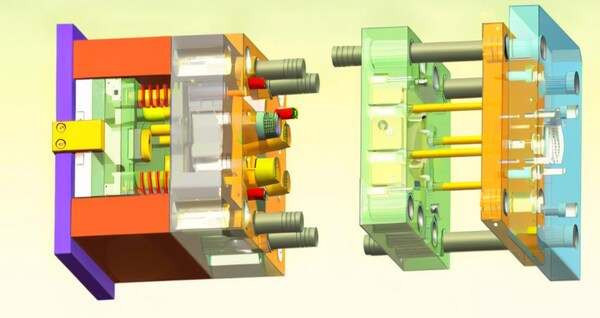
工具公差
射出成形金型は通常、CNC機械加工で作られる。これにより、厳しい公差が可能になり、金型が加熱・冷却されても正確さを保つことができる。
公差があれば、精度を落とすことなく部品が正しく冷却されます。しかし、金型を作るときに公差を管理しないと、反り、収縮、陥没などの大きな欠陥が生じる可能性があります。
イジェクターピンの位置
エジェクターピンとは、射出成形金型において、最終製品を金型から押し出すための機能である。ピンの形状はさまざまで(平らなものが望ましい)、製品を押し出すために一定の力が加えられる。
そのため、エジェクターピンが誤った位置にあると、完成品に不要な凹みが生じることがあります。さらに、剛性のない素材や不均一に冷却される素材では、エジェクターピンが未完成品にひび割れを生じさせ、複数の外観上の欠陥や物理的な歪みが生じる可能性がある。

ゲート位置
ゲートはプラスチックが金型に入るところです。部品が一番厚くなるところにゲートを入れます。こうすることで、部品が沈んだり穴が開いたりすることがなくなります。また、プラスチックが流れやすくなります。
部品の厚みが最も厚いところにゲートを置き、部品がすべて埋まるようにする。ピンや芯のようなものの横にゲートを置かないでください。

ゲートがランナーの見え方やパーツの見え方を台無しにしてはいけない。ゲートは正しい位置になければなりません。ゲートが間違った位置にあると、パーツは正しく充填されません。そうすると、パーツがゆがんだり縮んだりして、見た目が悪くなります。
反復可能な工程管理の実行
製造工程には、製造される部品に影響を与える可能性のあるものがたくさんある。工程管理とは、部品が想定されたとおりに仕上がるように、それらのすべてが正しく設定されていることを確認する方法である。
金型に組み込まれた圧力センサーや温度センサーは、優れた工程管理を実現する上で大きな役割を果たすことが多い。

これらのことをコントロールし、毎回同じようにできるようになれば、金型ツールは適切なサイズで、あまり変化のない部品を作ることができるようになる。
プラスチック樹脂は通常、熱膨張係数が高く、温度が変わると寸法が変化しやすい。
そのため、公差の厳しい部品は、しばしば同じ温度で測定し、同じサイズを保ち、正しく機能することを確認する必要がある。

射出成形の許容公差とは?
真のスタンダードを得るために 射出成形 公差は、プラスチック射出成形の公差をプラスチック金型の設計に入れることができます。ここでは、プラスチック射出成形で使用される主要なプラスチックの一般的なものを示します:
寸法公差 +/- mm
精度は本当に難しいものです。そのため、設計者は(+/-)記号を使って測定範囲を示すのです。どの材料も、サイズが大きくなるにつれて許容範囲が異なってきます。上の表は、射出成形に使われる主なプラスチックの寸法公差を示しています。
真直度/平坦度公差
反りは、プラスチックが流れ方向と流れ方向で収縮率が異なるために起こります。部品の異なる部分が異なる肉厚を持ち、異なる収縮をするために起こる可能性があります。

金型の設計を変えたり、ゲートの位置を工夫したり、工程をうまくコントロールすることで、反りを最小限に抑えることはできます。ただ、反りは100%を取り除くのが難しいので、プラスチック側で現実的な許容範囲を持つ必要があるかもしれません。
開口許容差 +/- mm
穴が大きければ大きいほど、心配しなければならないことが増える。上の写真は、穴の大きさによって、どの程度心配しなければならないかを示しています。
ブラインドホール深さ公差 +/- mm
ブラインド・ホールとは、インサート・コアを使用して被削材に開ける穴のことで、被削材を貫通していない。

ブラインドホールは一端が固定され、保持されるため、強いメルトフローの力を受けて変形しやすくなります。上の表は、使用できるさまざまな公差を示しています。
同心度/楕円度公差 +/- mm
これは肉厚(外径と内径の差)を計算することです。上の写真は、この公差を得るためのさまざまな公差とコストの違いを示しています。
結論
射出成形の工程では常に多少のばらつきがあるため、パーツを組み合わせたときに機能するように、許容される偏差の範囲を持っておく必要があります。
複数の射出成形部品で製品を組み立てる場合、射出成形の公差が非常に重要になるのはそのためです。
射出成形の公差を管理し、最適化することで、製品が最高の性能を発揮できる許容偏差の範囲を把握することができます。
この射出成形公差ガイドラインは、あなたのプロジェクトに本当に役立つ最も一般的な方法を簡素化するのに役立ちます。射出成形のプロジェクトがあれば、お気軽にZetar Moldにお問い合わせください。
要約すると 射出成形 公差は、製品を効率的かつコスト効率よく製造するために重要です。
必要な公差を把握し、適切な材料と工程を選択し、金型設計とパラメーターを調整することによって、これを行う。







