 コンテンツへスキップ
コンテンツへスキップ 

はじめに 射出成形のサイクルは大きな問題だ。どれだけの仕事をこなし、どれだけの収益を上げるかに影響する。だから、製造工程では、仕事を早く終わらせたいが、パーツの出来も良くしたい。この記事では、主に射出成形業界における射出成形のサイクルタイムを短縮する方法について説明します。

射出成形のサイクルタイムとは?
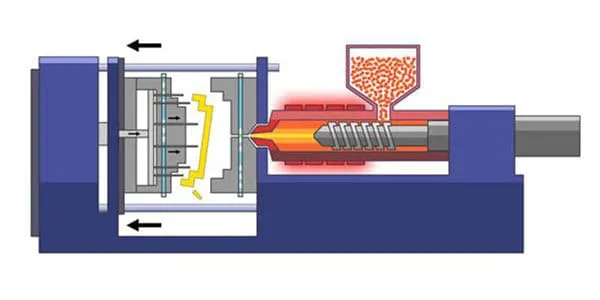
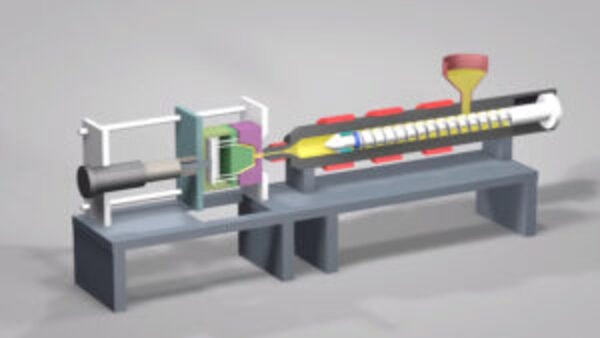
成形サイクルとは、成形が完了するまでの合計時間のことである。 射出成形 射出成形機でプラスチック部品を成形する。1回の成形サイクルでは、射出成形機の射出ユニットと型締ユニットの可動部は、設定された順序で1回動きます。
射出成形サイクルの構成要素
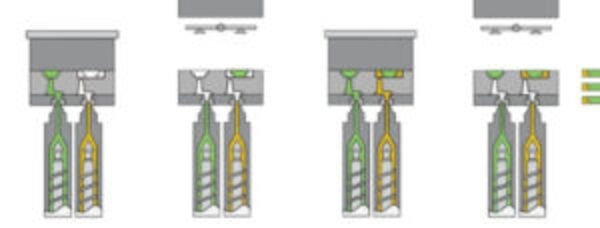
射出サイクルは、射出(金型への充填)時間、保持時間、冷却・供給(予備可塑化を含む)時間、型開き(製品の取り出し)時間、補助作業(離型剤の塗布、インサートの配置など)、型閉じ時間で構成される。

成形サイクル全体では、冷却時間と射出時間が最も重要であり、製品の性能と品質に決定的な影響を与える。射出サイクルは射出成形に影響を与える重要な工程要因である。一般的に、成形サイクルを構成する要素には次のようなものがある。
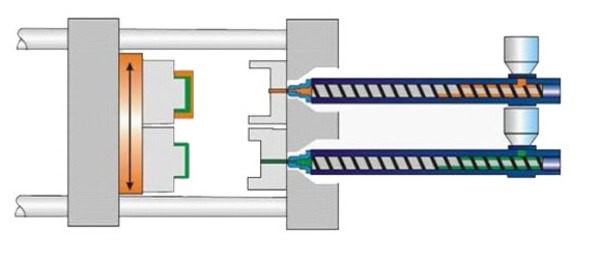
閉店時間
金型が閉じるまでの時間です。型開閉時間は、射出成形機の型開ストロークと型閉速度によって決まる。

金型には質量があるため、型閉速度を速く設定しすぎると、型閉時の運動エネルギーによって金型が損傷する可能性があるため、制動を考慮する必要がある。
充填時間
充填時間とは、溶融樹脂がランナーを通って金型に入った後、キャビティに充填されるまでの時間である。
充填時間は射出速度に依存する。 射出成形 実際の用途では、射出スクリューまたはピストンの移動速度と射出シリンダーの直径に依存し、射出量/時間=射出速度(cm3/秒))。
また、溶融樹脂の粘度にも影響されます。充填時間が短いと樹脂の充填速度が速すぎて、樹脂が燃えたりガスが発生したりすることがあります。逆に充填時間が長すぎると、成形品の表面に明らかなフローマークやウエルドラインが発生することがあります。
保持時間
保持時間とは、金型にプラスチックを充填した後、ゲートが凍りつくまで圧力をかけ続けなければならない時間のことです。保持時間が長すぎると、金型から部品を取り出すのに苦労することになる。
冷却時間
冷却時間とは、保圧が終わった後、成形品、ランナー、スプルーがある程度冷えて固まるまでの時間のことです。

通常、冷却工程の時間は成形サイクルの中で最も長い。金型の最も厚い部分が冷却時間を決定します。これは成形品だけでなく、ランナーやスプルーにも当てはまります。
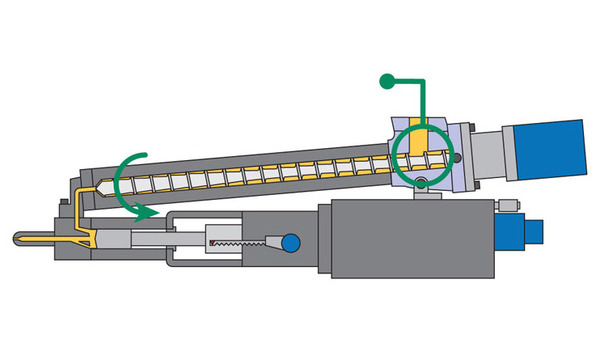
可塑化時間
プラスチックを溶かす時間を可塑化時間という。通常、可塑化時間は冷却時間と同時に行い、冷却時間よりも短くします。可塑化時間を短くするためにスクリューの回転数を必要以上に上げると、プラスチックに空気がこもったり、焦げたりすることがあります。

型開き時間
金型が開くまでの時間です。型開閉時間は、射出成形機の型閉ストロークと型開速度に依存します。また、キャビティから部品を離型する際に、キズや離型不良を避けるために、最初は型開速度を遅くする必要があることもあります。

除去時間
金型から成形品を取り出すのにかかる時間。これには、部品を押し出すのにかかる時間と、ロボットが部品をつかむのにかかる時間が含まれる。
成形サイクルを短縮する主な方法
高速自動成形金型を使用する主な理由は、射出成形サイクルを限界まで短縮することである。 射出成形 成形機の可塑化能力を向上させ、プラスチック部品の品質を向上させ、人手を節約し、生産効率を向上させる。成形サイクルを短縮する主な方法は以下の通りである。

注射時間の短縮
注射の時間:射出時間:射出時間には、供給時間と保持時間が含まれる。供給時間とは、可塑化された溶融材料を金型に押し込むためにスクリューが素早く前進する時間を指す。金型キャビティを満たすのに必要な時間は、通常3~5秒である。
溶融粘度が高く、冷却速度が速いプラスチック部品には、溶融物の供給時間を短縮するために高速射出を使用する必要があります。滞留時間とは、スクリューが前進して射出した後の滞留時間、すなわちキャビティに入る溶融材料のコンフォーマル冷却流路と射出圧力の供給時間を指す。
この射出時間の間、時間の割合は比較的大きく、通常約20~120秒である。プラスチック部品の形状が単純で、形状が小さく、保持時間が短い。プラスチック部品が大きく、肉厚が大きければ、保持時間は長くなる。
射出時間を短くするには、射出圧力を高くして溶融充填時間を短くする必要がある。そのためには、ポイントゲートやサイドゲートなど、断面積の小さいゲートを使用する必要がある。
これらのゲートは断面積が小さいため、固化した材料が通過する際、高いせん断速度と高速摩擦による新たな熱を発生させ、溶融材料の流動性を高め、材料をキャビティ内に素早く充填させる。
そのためには、ランナーをできるだけ短くする必要がある。ランナーレスまたはホットランナーゲートシステムを使用すれば、ノズルの前端をゲートに直接接触させることができ、流動抵抗が大幅に減少し、射出時間の短縮に一層有利となる。
成形品のすべての部分を適温に保つ。射出工程では、ランナーや金型本体の放熱により、溶融プラスチックが末端に達すると、その温度は徐々に低下し、末端キャビティが不完全になります。
ウエルドマークを避けるためには、ウエルドマークが発生しやすい部分の金型温度を少し高くする必要がある。

このため、局部加熱方式を採用したり、循環水路の密度を利用して熱のバランスをとる、つまり循環水路の出口を工程終了時に設定(水路出口の水温を入口より高く)して鋳型温度のバランスを調整し、鋳造終了時の溶融材料の流動性を確保することもある。
必要な排気装置とオーバーフロー装置を設置する。高速成形の場合、射出圧力が高く、溶融プラスチックがキャビティ内に素早く充満するため、キャビティ内の空気を素早く時間内に排出できなければ、プラスチック部品の品質に影響を与え、射出不良の原因となる。そのため、設計時に十分に考慮する必要がある。
必要に応じて排気溝を設ける。一般に、各工程のパーティング面および終了面には、適切な排気溝と必要なオーバーフロー装置を設ける。
メルトの冷却・凝固時間の短縮
冷却時間:冷却時間とは、溶融物を射出した後、プラスチック部品が冷えて固化するまでの時間のことである。冷却時間は、プラスチック部品の厚さ、材料特性、金型温度に関係する。

一般に、プラスチック部品が脱型時に変形しない限り、冷却時間は短ければ短いほどよい。プラスチック部品の冷却時間は通常30秒から120秒の間である。
射出工程において、溶融物の冷却固化時間は大きな割合を占める。したがって、金型の冷却効率を向上させ、冷却・凝固時間を短縮することは、成形サイクルを短縮する最も効果的な方法の一つである。

金型全体の冷却効率を高める一般的に金型本体の冷却は、循環水回路の水が熱を奪うことで金型冷却を実現している。
良好な冷却回路を設定した後、最も重要な問題は、冷却水の流量を増やし、冷却水の出口と入口の温度差を小さくするようにすることであり、特に自動高速成形金型では、出口と入口の温度差を3℃以内に制御する必要がある。

冷却水路の並列接続方式はより効果的で、特に水道水を使用する夏には、特別な冷却水冷却送出装置を設置する必要がある。その機能は、金型本体水路の出口から流出する水が一定の温度を持つことである。
冷却装置で冷却した後、水は特殊な水ポンプで水路の入口に流れ込み、冷却効率を向上させ、水を節約するためにリサイクルすることができる。
冷却水回路を樹脂成形品にできるだけ近づけ、側壁に段差形状や粗い糸状の流れ止め構造を加工する。この時、冷却水流は戻る際に段差部に衝突し、コアから熱を得る。
熱を奪った冷却水は段差部で飛散し、流入する冷却水と衝突するため、冷却水と炉心体との接触面積が増え、冷却効果が高まる。
コアの希望形状が細身の場合、コアの体積が小さいため、成形中に温度が上昇しやすく、放熱や冷却が容易でないため、成形サイクルに大きな影響を与え、冷却装置を設ける必要がある。
ただし、内部から冷却水路を設けることができない場合は、熱伝導率の良いベリリウム銅合金を選択することができる。
高速自動成形金型をバランスよく冷却するために、ある部分において局部冷却と局部加熱が必要になることがある。自動高速成形の過程において、ランナーの冷却問題は無視できない。
鋳造成形にコールドランナーシステムを使用する場合、メインランナーとブランチランナーが比較的大きいため、冷却時間が比較的長くなり、同時に成形サイクルも長くなります。そのため、湯道に冷却回路を設ける必要がある。

補助時間の短縮
補助時間とは、成形サイクルのうち、射出保圧と冷却固化工程を除いた時間、つまり型開きから型閉じまでの時間である。
この間に、プラスチック部品と鋳造された凝縮水は脱型され、自動的に金型から脱落し、金型本体の成形領域にあるゴミは取り除かれ、可動部品は型閉め工程でリセットされる。

これらが占める時間の割合は大きくないが、自動高速成形の工程では一秒一秒を争う。補助時間を短縮するため、型閉め前に圧縮空気を吹き付けて自動的にゴミを取り除く方法がよく使われる。
高速射出成形機の使用
について 射出成形 射出成形機には、プラスチックの溶解、射出成形、型開き、型閉じ、脱型という工程がある。射出成形機自体の機能は、射出成形サイクルタイムに影響を与える主な理由の一つである。高速射出成形機は、速度の面で多くの利点を持っています。

金型の構造をシンプルで加工しやすいものにすること、言い換えれば、金型の設計をできるだけ簡単にすることです。ほとんどの金型はさまざまな設計が可能で、脱型の方法もたくさんある。金型設計を単純化すれば、射出成形のサイクルタイムを短縮できる。
優れた放熱システムを使用する。
金型を冷水で冷やす。射出成形工程で時間を浪費するだけでなく、冷却は射出成形のサイクルタイムを多く占めます。そのため、低温の冷却水を使用し、冷却システムに素早く冷却水を通すことで、射出成形工程のサイクルタイムを短縮することができます。
結論
まとめると、射出成形サイクルを短縮する主な方法は、射出時間を短縮すること、溶融冷却固化時間を短縮すること、溶融冷却固化時間を短縮すること、高速射出成形機を使用すること、良好な放熱システムを使用することである。

これにより、プラスチック部品の製造コストを削減することができる。そして 射出成形 同じエネルギー消費で、より多くの製品を同時に生産することができる。







