 コンテンツへスキップ
コンテンツへスキップ 

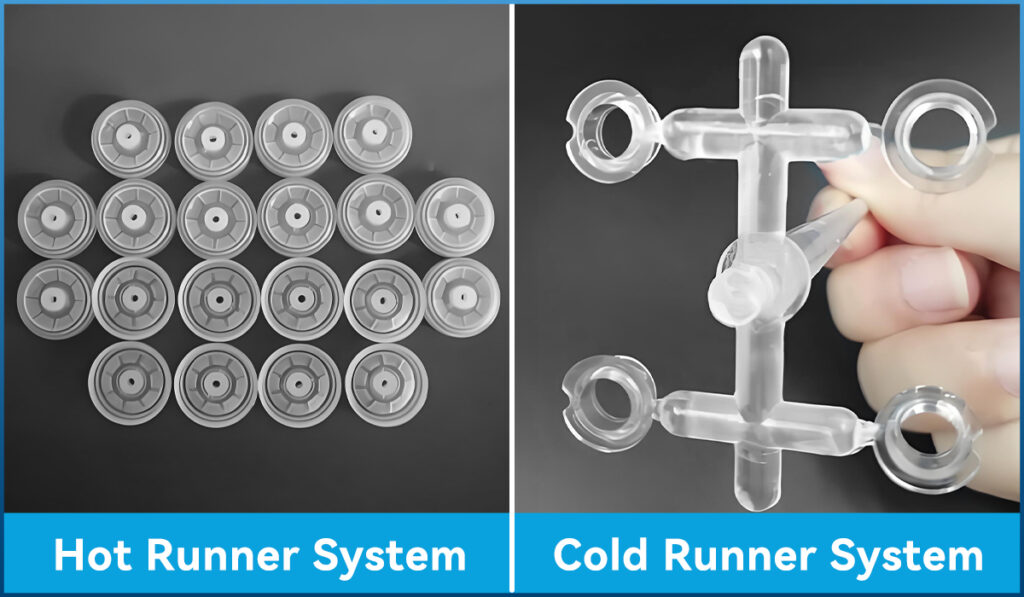
ホットランナー VS.コールドランナーシステム
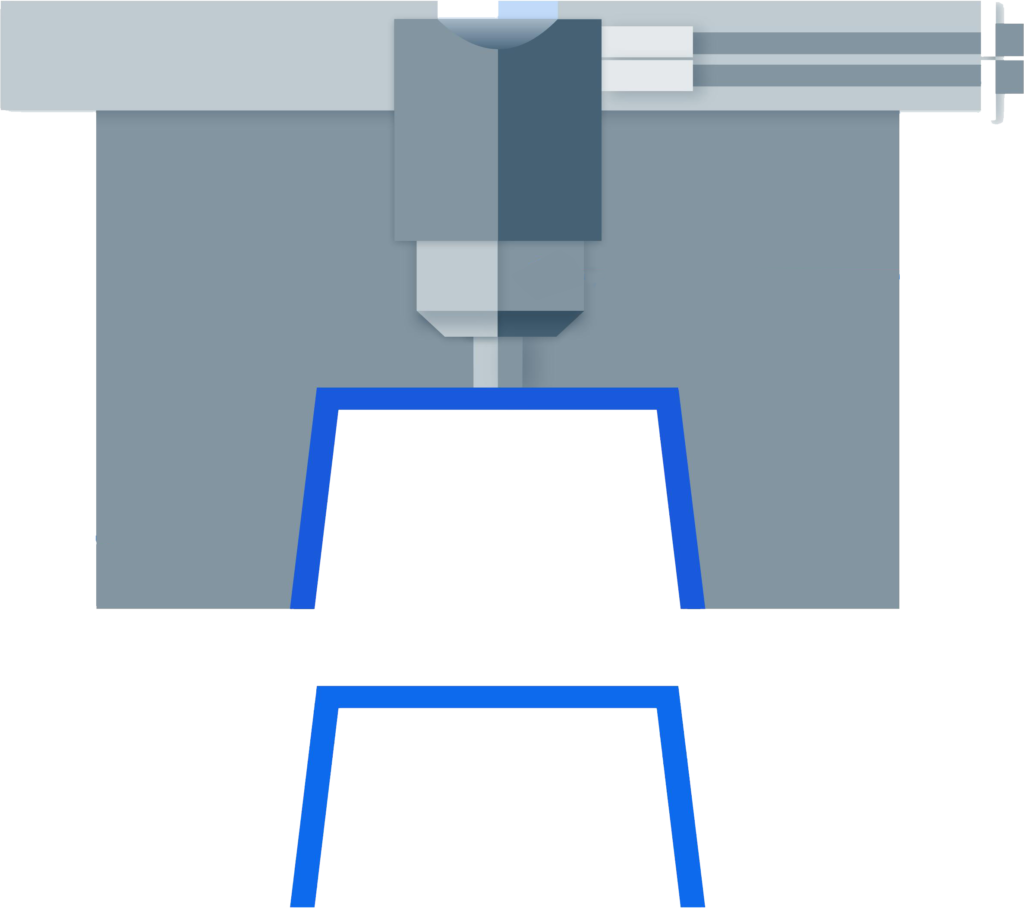
ホットランナー金型は、ランナー内のプラスチックを高温に保つため、溶融状態を維持し、再利用することができる、
削減 廃棄物。コールド・ランナー金型では、ランナーが冷えて固化し、廃棄物が発生します。
であります 射出成形金型には、主に次の2つのタイプがある。 ホットランナーとコールド
ランナーシステム。
ホットランナー射出成形金型

コールドランナー射出成形金型

ホットランナー射出成形金型について知っておくべきすべて
ホットランナー射出成形金型とは?
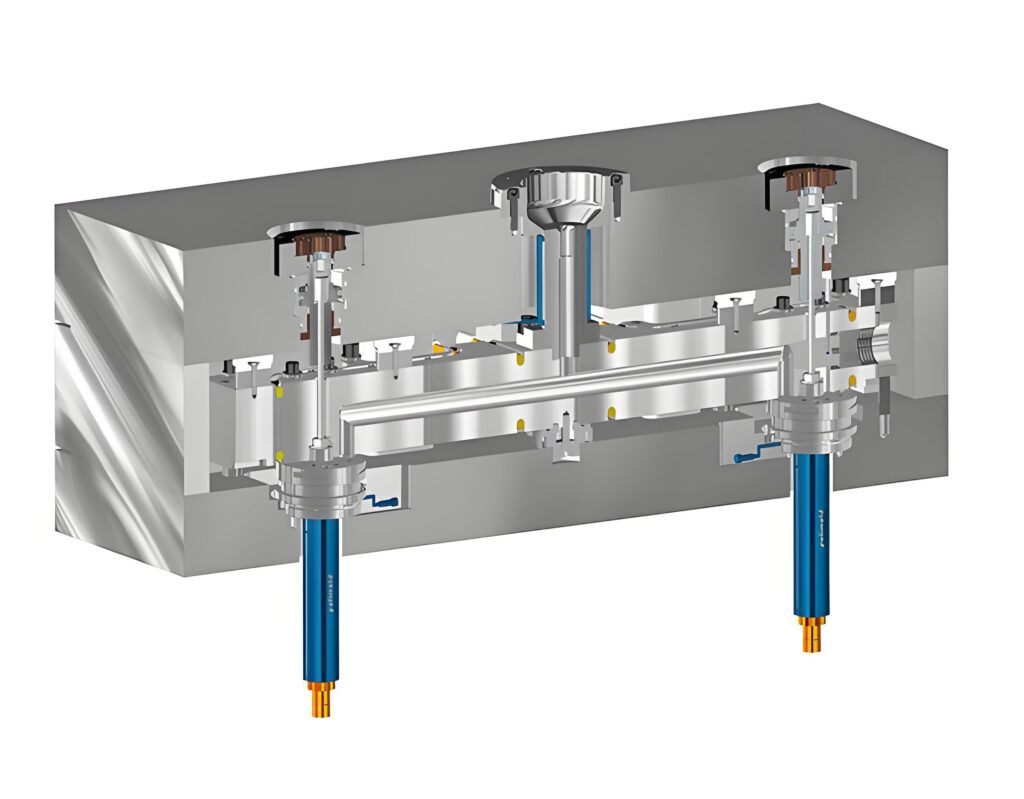
ホットランナーシステムは、射出成形金型に使用され、溶融したプラスチックペレットを金型キャビティに射出するための加熱部品システムである。ホットランナー金型は、従来の金型や3プレート金型のランナーとゲートを加熱する新しい構造で、成形サイクルごとにランナーとゲートを取り外す必要がありません。
ホットランナー技術は、自動車、医療、消費財、航空宇宙など多くの産業で使用されている。特に、ボトルキャップや電子機器の筐体のように、精密かつ効率的でなければならないものを作るのに適している。
ホット・ランナーは、ランナーやゲートのプラスチックを加熱することで、溶けた状態を維持する。ヒーティングロッドやヒーティングリングは、ランナーの近くや中心に配置されます。射出機のノズルからゲートまでのランナー全体が高温に保たれるため、プラスチックは溶けたままです。射出成形機を止めるとき、固形物を取り除くためにランナーを開ける必要はありません。再び機械を動かすときは、ランナーを適切な温度に加熱するだけでいい。そのため、ホット・ランナー・プロセスをホット・マニホールド・システムやノー・ランナー金型と呼ぶ人もいる。
ホットランナーシステムの種類は?
ホットランナーシステムは、プラスチック射出成形の必需品である。金型に入るプラスチックを高温に保つのだ。ホットランナーシステムにはいくつかの種類があります。主にプラスチックが金型に入る方法によって分類されます。ここでは、主なホットランナーシステムの種類をご紹介します:
1.バルブゲートホットランナーシステム:
このシステムは、空気圧または油圧制御のバルブピンを使用して、金型キャビティへの溶融プラスチックの流れを正確に制御し、ゲートマークをなくし、表面品質を向上させます。マルチキャビティ金型や高精度製品に最適です。このシステムは複雑でコストが高く、メンテナンスも必要ですが、表面光沢の高い製品、自動車部品、その他の精密部品の生産に優れています。
2.ノズルゲートホットランナーシステム:
溶融プラスチックをノズルから金型キャビティに直接射出する方式で、小物から中物部品に適している。ゲート痕が目立ちやすいが、シンプルな設計でコストが低く、メンテナンスも容易であるため、外観を重視しない製品に適している。
3.マルチポイントホットランナーシステム:
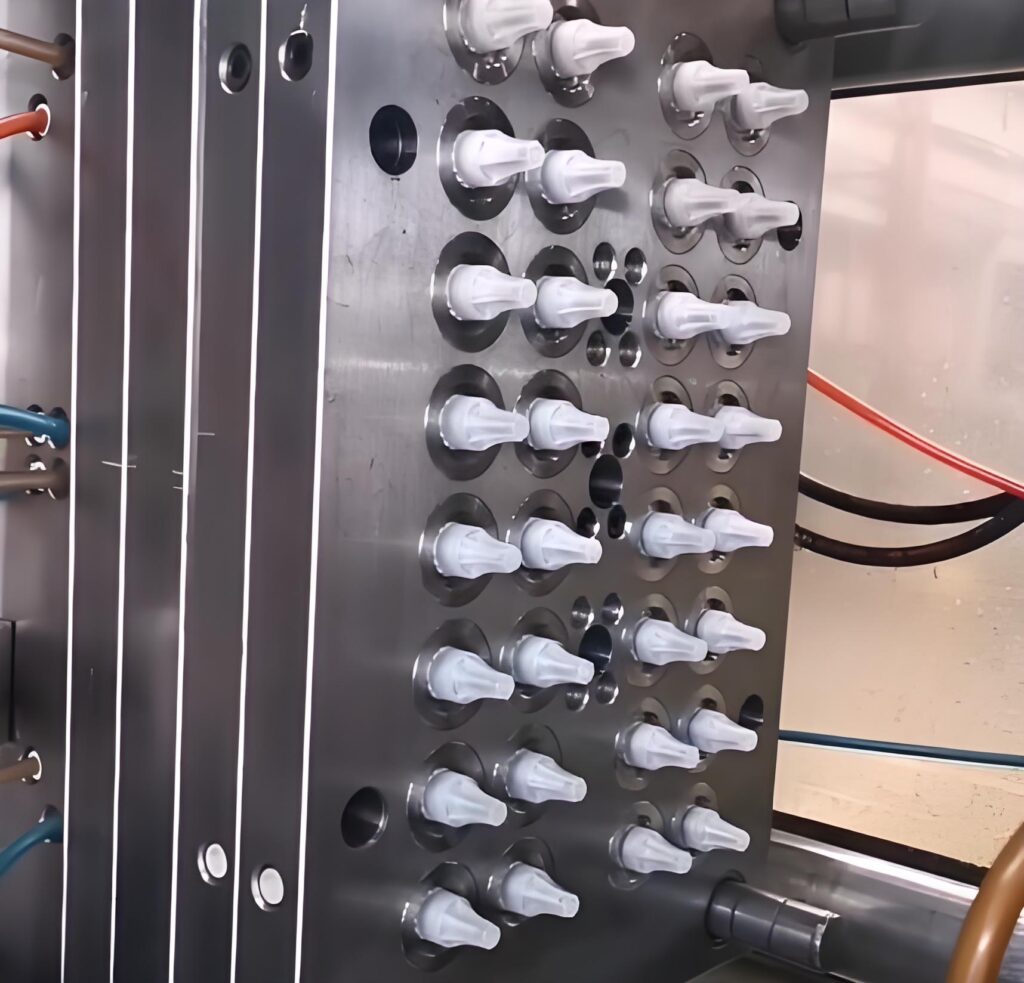
複数のゲートから複数のキャビティにプラスチックを射出するシステムで、複数部品の同時生産が可能。生産効率が大幅に向上するため、大量生産で複雑な部品に適している。しかし、複雑で高価であり、厳密な温度管理が必要である。
4.シングルポイントホットランナーシステム:
このシステムは、1つのゲートから1つのキャビティにプラスチックを射出するため、1キャビティの金型に最適です。シンプルな設計で低コスト、操作やメンテナンスも簡単だが、大型部品や多数個取りの金型には効率が悪い。通常、小型から中型の部品に使用される。
5.共射出ホットランナーシステム:
このシステムは、2つの異なるプラスチック材料を同時に射出することができ、多材料または多色製品に適しています。複雑で高価ですが、製品の機能性とデザインの柔軟性を高め、2色射出成形や多材質部品によく使われます。
6.セミホットランナーシステム:
ホットランナーとコールドランナーの利点を組み合わせたシステムで、ある部分はホットランナーで、ある部分はコールドランナーで成形する。ある程度の成形精度を保ちながら、コスト削減が可能ですが、高精度な製品にはあまり効果がありません。中程度の複雑さの金型や製品に適している。
7.絶縁ランナーシステム:
このシステムは、厚いランナー溝を使ってプラスチックを高温に保ち、直接加熱する代わりに断熱材に頼る。特定の熱可塑性プラスチック、特に熱伝導の悪いものに適している。制御性は低く、使用できる素材も多くないが、熱伝導性の悪い素材を使った特殊な製品には最適だ。
ホットランナーとコールドランナーの射出成形の違いは何ですか?
ホットランナーとコールドランナーは、プラスチック部品の射出成形に使用される2つの主要なシステムです。両者の主な違いは、プラスチック材料を金型キャビティに射出する方法です。
1.ホットランナーシステム:
ホットランナーシステムでは、プラスチック材料は加熱されたランナーシステムを通してキャビティに直接注入されます。このシステムは、通常150~200℃(302~392°F)の一定の温度を維持し、材料がキャビティ内を均一に流れ、充填されるようにします。
利点がある:
材料の無駄を削減:ホットランナーシステムは冷却ランナーを必要としないため、材料の無駄が少なく、コスト削減につながる。
部品品質の向上:ホットランナーシステムは、射出工程をより良く制御するため、欠陥の少ないより良い部品が得られます。
生産効率の向上:ホットランナーシステムは、コールドランナーシステムよりも速く、効率的に部品を生産することができる。
デメリット
初期費用が高い:ホットランナーシステムはコールドランナーシステムよりも複雑であるため、コストが高くなる。
メンテナンス費用の増加:ホットランナーシステムは、詰まりを防ぎ、正常に作動し続けるために、定期的な清掃とメンテナンスが必要である。つまり、メンテナンスに多くの費用がかかる。
2.コールドランナーシステム:
コールド・ランナー・システムは、加熱されていないランナーを通してキャビティ内にプラスチックを射出し、ランナーの中でプラスチックが冷却される。
利点がある:
初期コストの低減:コールドランナーシステムはシンプルで安価に製造できる。
メンテナンスコストの削減:コールドランナーシステムは目詰まりしにくいため、メンテナンスが少なく、清掃も簡単です。
デメリット
材料の無駄が増える:冷却されたランナーに含まれる材料は除去されるか、リサイクルされなければならない。
部品の品質低下:部品の品質低下:流量制限や射出圧力の不均一性により、コールドランナーシステムで製造された部品は品質が低下し、欠陥が多くなる可能性がある。

3.アプリケーション:
ホットランナー
大規模生産に適している。
複雑で公差の厳しい部品に最適。
射出工程の精密な制御を必要とする製品。
コールドランナー
小ロット生産に適している。
公差が緩い単純な部品に最適。
射出工程の精密な制御を必要としない製品。
ホットランナー射出成形を選ぶ理由
プラスチック製品を作るなら、ホットランナー射出成形が適している。より速く、よりプラスチックを節約し、より良い部品を作ることができる。ホットランナー射出成形を使うべき理由は以下の通りだ:
1.廃棄物の削減:
ホットランナーシステムは、コールドランナーの無駄を出さないので、ランナーから出る材料の無駄をなくすことができます。これは生産コストを下げるだけでなく、特に多くのパーツを製造している場合、廃棄物の量を減らすことができます。
2.部品品質の向上:
ホットランナーシステムは、射出工程の温度と圧力をより正確に制御することができ、部品をより安定させ、ヒケや反りなどの表面欠陥を減らし、機械的特性を向上させます。これは特に複数個取りの金型に適しており、すべてのパーツを高品質に仕上げることができます。
3.生産効率の向上:
ホットランナー金型は、プラスチックが溶けたままなので、余分なランナーを冷やす必要がなく、より速く成形できます。さらに、ランナー部分をすべて処理する必要もありません。また、ホットランナー金型は射出成形機の往復を少なくするので、より速く部品を作ることができます。
4.表面仕上げと機械的特性の向上:
ホットランナーシステムは、溶融プラスチックを金型に直接射出するため、パーツの表面がきれいに仕上がり、見栄えや作業性が向上します。特に、薄くて曲がってしまうような部品には最適です。
5.金型メンテナンスコストの低減:
ホットランナー金型は可動部品が少なく設計されているため、目詰まりの可能性が低く、メンテナンスも少なくて済む。ホットランナー金型は初期費用は高くなりますが、長期的なメンテナンス費用は低く、長持ちします。
6.設計の柔軟性と生産の一貫性:
ホットランナーシステムは、より複雑な金型設計をサポートし、様々な形状やサイズの製品を生産するのに適しており、同時に各キャビティ内の一貫したプラスチックフローを確保することで、部品の一貫性と生産品質を向上させます。
7.人件費の削減:
ホットランナー・インジェクションの製造工程は高度に自動化されているため、コールドランナーの処理や後処理のための手作業は必要ない。これにより、人件費が大幅に削減される。
8.より低いエネルギー消費:
ホットランナー金型は射出工程でより効率的で、熱損失を減らし、低い射出圧力を必要とするため、エネルギーを節約できる。
9.様々な材料や製品に適しています:
ホットランナー金型は、複雑で微細な製品を幅広く製造できるため、多業種にわたる大規模生産に適しています。特に薄肉部品や複雑な部品の製造に有利です。

ホットランナー射出成形金型の使用が不適切な場合とは?
ホットランナー射出成形金型は、最初にプラスチックを冷却することなく、金型キャビティに溶融プラスチックを注入するように設計されています。いくつかの利点がありますが、ホットランナー射出成形金型を使用することが最良のアイデアではないかもしれない状況があります。ここでは、いくつかのシナリオを再考することをお勧めします:
1.ホットランナー射出成形金型の使用に適さないシナリオ:
初期投資と生産量が少ない:
ホットランナーシステムは通常、コールドランナーシステムよりも高価である。製造する部品の数が少なければ、ホットランナーシステムのコストが高くても、それに見合うだけの価値はないかもしれません。
ホットランナー金型の経験不足:
ホットランナーシステムは、コールドランナーシステムよりも操作と保守が複雑である。新規ユーザーはこの技術を使いこなすことが難しく、不適切な操作によってダウンタイムが長くなり、経済的損失につながる可能性がある。
加工中の不安定な温度管理:
ホットランナーシステムは正確な温度制御を必要とする。装置が不適切であったり、設定が不適切であったりすると、一貫した温度制御を維持できない可能性があります。その結果、部品の品質が低下し、スクラップ率が増加する可能性があります。
大型または複雑な部品の製造:
ホット・ランナーは通常、中型から小型の部品に適している。大型の部品や複雑な部品には、コールド・ランナー・システムの方が良いかもしれません。
少量生産:
ホットランナーシステムは、コールドランナーシステムよりも高価で、メンテナンスとキャリブレーションが必要です。部品点数が多くない場合は、コールドランナーシステムの方が適しているかもしれません。
精密アプリケーション:
医療機器、航空宇宙、自動車など、精度が重要な産業では、生産工程が厳格な品質基準を満たす必要があります。このような用途では、コールドランナーシステムが一貫した予測可能な結果をもたらす可能性が高くなります。
高精度公差部品:
ホットランナーシステムは熱膨張と熱収縮の影響を受け、部品に公差偏差が生じることがあります。厳しい公差が要求される場合は、製品の一貫性を確保するためにコールドランナーシステムの使用を検討することをお勧めします。
複雑な金型設計:
ホット・ランナー・システムがうまく機能するには、特定の金型設計が必要です。金型設計が複雑であったり、ゲートが多い場合は、コールドランナーシステムの方が良いかもしれません。
頻繁な素材や色の変更:
生産中に材料や色を頻繁に変えなければならない場合、ホットランナーシステムが古い材料を保持し、汚染したり色を変えたりする可能性があります。また、ホットランナーシステムの洗浄には費用がかかり、時間もかかります。

2.ホットランナー射出成形金型に適さない材料:
感熱プラスチック:
これらの材料は高温で分解や劣化を起こしやすく、成形時の品質問題につながる。一般的な感熱性プラスチックには以下のようなものがある:
PVC(ポリ塩化ビニル):高温で分解しやすく、有毒ガスが発生し危険。
POM(ポリオキシメチレン):高温で分解しやすく、製品の品質が悪くなる。
PU(ポリウレタン):高温に弱く、気泡や劣化の原因になる。
PCT-G:熱に弱い材料であり、高温で劣化する可能性がある。ホットランナーシステムでは長時間の溶融状態が要求されることが多く、ホットランナー内での滞留時間が長くなりすぎて劣化や変色を引き起こし、最終製品の性能や外観に影響を与える可能性がある。
揮発性物質を含む材料:
材料によっては、長時間の加熱中にホットランナー内に揮発性成分が蓄積し、閉塞やカビ汚染の原因となるものがあります。一般的な材料は以下の通り:
ABS(アクリロニトリル-ブタジエン-スチレン共重合体):高温で揮発する可能性があり、成形結果に影響を与える。
強化プラスチック(ガラス繊維強化素材など):強化プラスチック(ガラス繊維強化材):高温は樹脂の分解を早め、揮発性物質を蓄積させ、金型の寿命や品質に影響を与える可能性があります。
結晶材料:
結晶性材料は、温度ウィンドウが非常に狭いため、ホットランナーで加工するには厄介だ。そのため、流動と冷却の制御が難しく、欠陥の原因となる。一般的な結晶性材料には次のようなものがある:
PBT(ポリブチレンテレフタレート):流動性が悪く、均一に冷却できないため、結晶化欠陥が発生する。
PA(ナイロン):PA(ナイロン):均一に結晶化させるのが難しいので、表面品質や機械的特性が悪くなる。
充填材:
フィラー(ガラス繊維、ミネラルフィラーなど)を含む材料は、加熱・流動中にホットランナー内に堆積し、閉塞や金型の摩耗につながる可能性があります。例えば、以下のようなものがある:
ガラス繊維強化プラスチック:ガラス繊維強化プラスチック:高温で析出や閉塞を起こしやすい。
炭素繊維強化素材:高温は金型の摩耗を悪化させ、金型の寿命に影響する。
高粘度材料:
高粘度の材料は、ホットランナーで使うには厄介だ。流れが悪いので、複雑な空洞にうまく充填できない。そのため、ショートショットや不完全な部品につながる。一般的な高粘度材料には次のようなものがある:
PC(ポリカーボネート):粘度が高く流動性が悪いため、キャビティへの充填に手間がかかる。
PMMA(Polymethyl Methacrylate/Acrylic):PMMA(ポリメチルメタクリレート/アクリル):粘度が高く、高温に長時間さらされるため、成形不良の原因となる。
吸湿性材料:
PAやPCのような一部の素材は、ホットランナーの中で湿気を吸収することがあります。湿度をうまくコントロールしないと、これらの素材をホットランナーに使用した場合、多くの問題を引き起こす可能性がある。
リサイクル素材:
リサイクルされたプラスチックは、何度も処理されたことで少し劣化している可能性があり、流動性が悪くなったり、ホットランナーシステムで再加熱したときに劣化が進んだりして、成形に問題が生じる可能性がある。
高温材料:
高温で処理する必要がある材料によっては、ホットランナーシステムに適さない場合がある。このような場合には、コールドランナーシステムの方が必要な温度を維持するのに適している場合がある。

ホットランナー射出成形金型設計と選択ガイド
ホットランナー射出成形金型システムは、現代の製造業、特に熱可塑性プラスチックからものを作るということに関しては、非常に重要である。これらのシステムをどのように設計し、選択するかは、どれだけのコストをかけ、どれだけの製品を、どれだけのスピードで作ることができるかに大きく影響します。
1.ホットランナー射出成形金型を設計するには?
ホットランナーシステムを最大限に活用するためには、適切なホットランナーシステムを選ぶことが超重要である。ここでは、適切なシステムを選ぼうとするときに考えるべきことをいくつか紹介しよう:
射出圧力:
多くの人は、ホットランナー内のプラスチック溶融物は常に高温であるため、コールドランナーよりも圧力損失が低いと考えています。実際には、ホット・ランナーの方が流路が長いため、特に流動性の悪い材料(PCやPOMなど)を加工する場合には圧力損失が大きくなります。従って、流路の長い大型部品や流動性の悪い樹脂の場合は、事前に金型流動解析を行い、正確な設計データを取ることをお勧めします。
加熱方法:
ホットランナーシステムを加熱する方法は主に2つある:
内部加熱:ヒーターをメルトチャンネルの内側に設置し、材料を加熱する。
外部加熱:外部加熱:材料を外側から加熱することで、溶融物が流れやすくなる。この方法は、熱に敏感な素材に適しており、溶融物の剪断方法をよりコントロールできる。
ゲートタイプ:
異なるタイプのゲートは、異なる材料と部品の要件に適しています。考慮すべき要素には、ゲートのマーク、ゲートの位置、熱可塑性材料(結晶性または非結晶性)などがあります。材料に合ったゲートタイプを選択することで、製品の品質と充填効率を確保することができます。
標準ホットランナーシステムとカスタムホットランナーシステム:
可能な限り、標準的なホットランナーシステムを使用する。これらのシステムは、標準サイズのノズル、ランナープレート、ゲートインサートを使用し、安価で納期が短いだけでなく、交換可能な部品によりメンテナンスも容易です。カスタムシステムは、より高価ではあるが、特定のニーズに基づいた個別のソリューションを提供することができる。
プラスチック樹脂の適合性:
樹脂によって必要なホットランナーシステムは異なる:
ガラス繊維強化素材(ガラス繊維強化ナイロンのような)の場合、摩耗に対応できるゲートインサートが必要です。
劣化しやすい素材(PVCなど)の場合、デッドスポットを避けるために外部加熱システムを使用する必要があります。
流れが悪い樹脂(PCなど)には、ノズルやランナーの断面を大きくして流れを良くする必要があります。
ランナーサイズ:
最高の性能を得るためには、フローインデックス、射出時間、溶融温度など、樹脂の特性に基づいて溶融流路のサイズを計算する必要があります。ランナーのサイズが適切でないと、部品が完全に充填されなかったり、劣化したりする可能性があります。圧力損失、滞留時間、せん断速度などにも注目する必要があります。
マルチゾーン温度コントロール:
大型または複雑なホットランナーシステム、特に熱に敏感な材料を処理する場合は、マルチゾーン温度制御システムが必要です。マルチゾーン温度制御システムは、異なるエリアの温度を調整することで、不良品を減らし、熱を均等に分散させることができます。
冷却システム
冷却設計は部品の品質を良くするために重要です。特にゲート部の冷却が良好であれば、部品の反りや寸法の不安定を防ぐことができます。

2.正しいホットランナー射出成形金型を選ぶには?
射出成形に適したホットランナーシステムを選ぶことは、生産を最大限に活用し、良い部品を作り、コストを削減したいのであれば、非常に重要です。ここでは、ホットランナーシステムを選ぶ際に考えるべきことをいくつか紹介します:
要件を定義する:
プラスチック材料の種類、部品の形状、生産量など、プロジェクトの具体的な要件を明確に説明すること。
金型材料の選択:
スチール、アルミニウム、セラミックなど、予算や用途に合った素材の使用を検討してください。
ホットランナーシステムの評価
プラスチックや部品のデザインに合ったシステムを選びましょう。
冷却システム
冷却設計が温度を安定させ、アプリケーションのニーズを満たせることを確認してください。
メンテナンスの必要性
ダウンタイムを最小限に抑えるため、メンテナンスと清掃が簡単な金型を選ぶ。
予算査定:
予算に応じて性能とコストのバランスを取る。
納品スケジュール:
金型の生産サイクルとプロジェクトのスケジュール要件を考慮する。
金型の性能:
要求される性能と品質を満たす部品を生産できる金型を選択する。
生産量のスケーラビリティ:
金型がさまざまな生産量のニーズに対応できることを確認してください。
カスタムオプション:
特定の要件を満たすために、必要に応じてカスタマイズサービスを提供している金型を選択します。
保証とサポート:
長期的な信頼性を確保するために、保証と技術サポートを提供するサプライヤーを選択する。
経験豊富なメーカーを選ぶ:
豊富な生産経験を持ち、包括的なメンテナンス・サービスを提供できるメーカーと協力する。

ホットランナー射出成形金型のメンテナンスとサービス方法とは?
ホットランナー射出成形金型が最高の性能を発揮し、ダウンタイムを最小限に抑え、可能な限り長持ちさせるためには、金型のメンテナンスと整備が必要です。
1.定期メンテナンスの主な手順
クリーニング 金型、特にホットランナーシステムを定期的に清掃し、柔らかいブラシと中性洗剤を使用して汚れを防ぎ、適切な熱伝達を確保する。
潤滑: 金型の可動部(ホットランナーノズルなど)に注油し、摩耗を減らして金型の寿命を延ばす。
温度制御: ホットランナーシステムと金型が適切な温度になっていることを確認するため、温度制御システムから目を離さないでください。
摩耗検査: 金型部品、特に損傷や腐食が生じやすい部品は、漏れや亀裂などがないか定期的に点検する。
ホットランナーシステムの検査: ノズル温度、圧力、流量を含め、ホットランナーシステムが適切に作動していることを確認してください。
2.メンテナンス頻度とサービス間隔:
1,000~2,000ショットごと: よく清掃し、金型とホットランナーシステムをチェックする。
5,000~10,000ショットごと: ホットランナーノズルを交換し、金型内を清掃する。
20,000~50,000ショットごと: 摩耗した部品の交換、外側の清掃、温度制御システムの点検など、完全なメンテナンスを行う。
3.メンテナンスタスクの概要
ノズルの交換: ノズルが磨耗したり、流量が減ったり、温度が変になったら交換する。
カビのクリーニング: 金型の内側と外側、特にホットランナーシステムを清掃するには、金型専用の洗浄剤を使用する。
温度制御システムのメンテナンス: 温度調節システムが正しく機能するかチェックし、調整する。
金型のアライメント: 適合不良による問題を避けるため、金型のアライメントを頻繁にチェックすること。
圧力試験: ホットランナーシステムの圧力テストを行い、漏れがなく正常に作動することを確認する。
4.その他の実用的なヒント
メンテナンスログ 実施したすべてのメンテナンスについて、実施日、実施内容、発見事項などのログを残しておく。
オペレーター・トレーニング: オペレーターに、金型の手入れや運転方法を知ってもらう。
定期的なメンテナンスのスケジュール: サプライズがないように、スケジュールを決めてそれを守ること。
メーカーの推奨に従ってください: 金型メーカーのマニュアルに書いてあるとおりにすること。
5.ホットランナー射出成形金型のメンテナンスにおける課題:
複雑な幾何学 高キャビティ金型の中には、細い溝を持つ派手なデザインのものもあり、洗浄が難しく、特別な洗浄方法が必要な場合もある。
材料の感受性: プラスチック材料の中には、加工中に分解するものがあり、金型やホットランナーシステムの洗浄頻度や洗浄方法に影響を与えるものがあります。


射出成形金型の種類は?
主なポイント – 射出成形金型には、単一キャビティ、複数キャビティ、ファミリー金型、積層金型、オーバーモールド金型など、いくつかの主要なタイプがあり、それぞれが異なる生産量や部品要件に最適化されています。 – 単一キャビティ金型は、

青いリムの黒いタイヤが2つ、灰色の表面の上に、1つは直立し、もう1つは横たわっています。
主なポイント – 3Dプリンティングにより、金属鋳造用金型やパターンを数週間ではなく数日で迅速に作成可能となり、試作品のリードタイムを50~80%短縮できます。 – 一般的な3Dプリンティング手法

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

