 コンテンツへスキップ
コンテンツへスキップ 

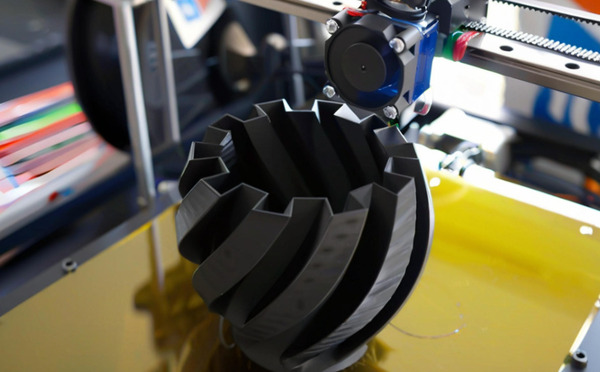
はじめに射出成形はあらゆるところで行われている。実際、今日、世界のほとんどのプラスチック製品は、射出成形によって作られている。 射出成形.大規模生産には最適だが、従来のCNC加工金型は高価で、少量生産には時間がかかる。

プロトタイピングや少量生産(10~1000個の部品など)を行う場合、3Dプリント射出成形金型は時間とコストを節約する素晴らしい方法です。また、製造プロセスをより柔軟にすることができます。金型設計をテストし、簡単に変更し、従来のCNC機械加工よりもはるかに速く、はるかに安く設計を繰り返すことができます。
このガイドでは、DIY射出成形の方法を紹介し、プラスチック射出成形に3Dプリント金型を使用するために必要なすべてのツールとヒントを提供します。
DIY射出成形に必要なものは?
高性能デスクトップSLA 3Dプリンタ
デスクトップSLA 3Dプリンタは、シャープな特徴と滑らかな表面仕上げを持つ金型を作成できる高性能マシンです。SLA 3Dプリンタは、プラスチック金型を作る以外にも使用できます。SLA3Dプリンタは、プロトタイピングや、製品を開発する際に必要なその他の作業にも最適です。

価格だ: SLAプリンターは、熱可塑性材料を使ったプロトタイピング用の溶融積層造形(FDM)プリンターやHPナイロン・マルチジェット・フュージョン(MJF)プリンターよりも高価ですが、細部までよく仕上がります。
プリントサイズ コンシューマー向け3Dプリンターは、小さな部品や小ロットを作るために作られている。大きな3Dプリンターのミニバージョンのようなものだ。平均的なプリントサイズは中程度で、通常は145 x 145 x 175 mmです。

材料: プリンターは小さくても、たくさんの材料がある。透明、ソリッド、デンタル、フレキシブルパーツ用の樹脂がある。デスクトップ3Dプリンターで最も一般的な素材は、ポリカーボネート(PC)、アクリロニトリル・ブタジエン・スチレン(ABS)、エラストマー・ポリウレタン(EPU)樹脂です。市場にはもっと安い材料もたくさんある。500mlで約15ユーロだ。
解決: デスクトップ3Dプリンターの解像度は通常、価格帯の割にはかなり良く、レイヤーの厚さは約25~200ミクロンです。しかし、何度も使っているうちに悪くなることもある。

体重だ: 卓上型樹脂SLAプリンターは重量が10kg未満で、超ポータブル。
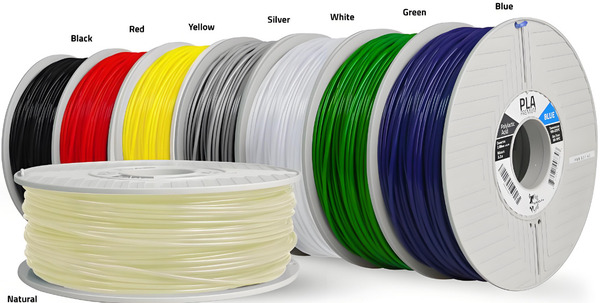
3Dプリンティング材料
射出成形時に金型にかかる温度や圧力に耐えられる3Dプリンティング材料。主なものには以下のようなものがある:
リジッド10K樹脂は、より幅広い形状と射出成形工程に対応できる超強力、高ガラス充填材料です。HDTは218℃@0.45MPa、引張弾性率は10,000MPaで、高強度、超硬度、耐熱性に優れています。

高温樹脂は、238℃@0.45MPaの熱変形温度を持ち、射出成形に適しています。脆いですが、成形温度が高く、冷却時間が短い材料にお勧めです。
グレー・プロ樹脂は、高温樹脂や硬質樹脂よりも熱伝導率が低いため、冷却に時間がかかりますが、柔らかく、何百サイクルもの摩耗に耐えることができます。
卓上型射出成形機
卓上射出成形は、プラスチックを含む様々な材料を恒久的に成形するために、様々な生産サイクルで一般的に使用されている機械的プロセスです。このページでは、射出成形とは何か、射出成形が一般的に使用される場所、プラスチック部品やオブジェクトの生産、金型製造、プラスチック材料の精密成形について説明します。
射出成形機には様々なタイプがある。主な機械の種類は、油圧式、電動式、ハイブリッド式(電動式と油圧式の組み合わせ)がありますが、卓上射出成形機は一般的に電動式です。

卓上型射出成形機は、溶融材料(通常はプラスチックまたは金属)を金型に押し込むように設計されている。この金型には、材料を押し込むためのキャビティと、部品を最終形状に成形して固定するための固定具が含まれている。一台の成形機で、金型は単一キャビティと複数キャビティがあり、一工程で一つまたは複数の製品を作ることができる。
さらに、マルチキャビティ金型には、同一または独自のキャビティを含めることができるため、作成される製品は同一または個別のものとなります。各金型は耐用年数中に100万個以上の部品を作るように設計されているため、頑丈で公差が小さいことが求められます。

デスクトップかどうか 射出成形 マシンがあなたにとって有用かどうかは、ユースケースやユーザーのニーズによって異なります。家庭のDIY愛好家や小規模なスタジオでは、複雑な部品やモデルを作るための、安価で迅速かつ使いやすい方法を提供することができる。
射出成形のDIY
CADで金型を設計する
まず、金型インサートを設計するために、お気に入りのCADソフトウェア・ツールを選びます。金型枠のキャビティ図面を使って金型インサートを設計することができます。
コアの半分と作りたい3DデザインをCADツールに取り込みます。
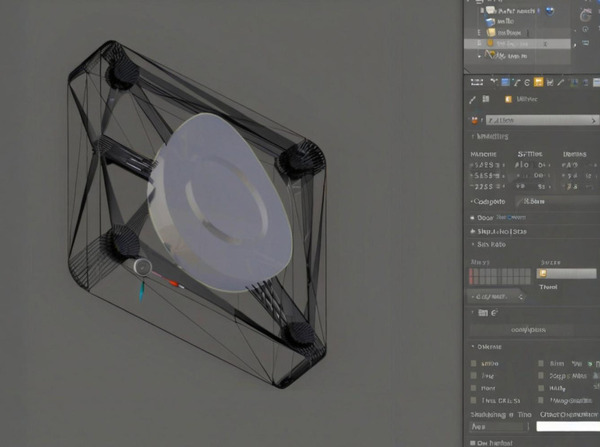
Blenderで、シーンエクスプローラーの目のアイコンを使って金型の半分をブロックします。ワークスペースを好きなように設定したら、モールドの両半分をオブジェクトメニューの「ワイヤー」ドロータイプに設定します。
これで金型の位置を決めることができます。射出プロセスでは、オブジェクトが溶融プラスチックの注入口と完全に交差していることを確認します。透視図と正投影図を切り替えて、この作業を簡単にするには、正投影図を使用します。
現在の金型コアを非表示にし、反対側の非表示を解除します。このプロセスを繰り返し、オブジェクトがコアのもう半分のインレットと完全に交差するようにします。オブジェクトが並んだら、BlenderのBoolean Difference関数を使って、交差する2つのオブジェクトの面積を差し引くことができます。

オブジェクトの前半分を選択し、モディファイアメニューからブーリアンオプションを選択します。カットするオブジェクトを選択し、「差分」演算が選択されていることを確認します。オペレータを適用し、反対側も同じようにします。
これで金型を印刷する準備ができました。Blenderエクスポーターの "Selection Only "ボックスにチェックを入れて、各半分をエクスポートします。
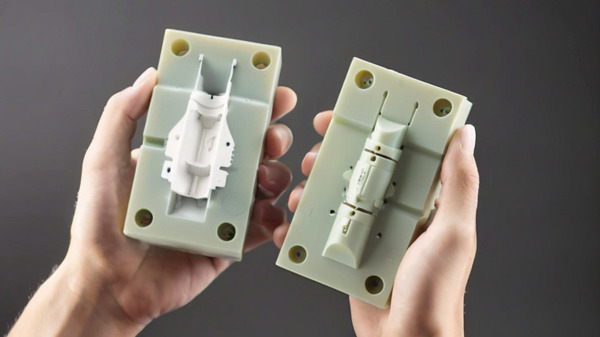
3Dプリンティング金型
金型を3Dプリントするには、射出成形プロセスで金型の温度と圧力に対応できる材料を選ぶ必要がある。
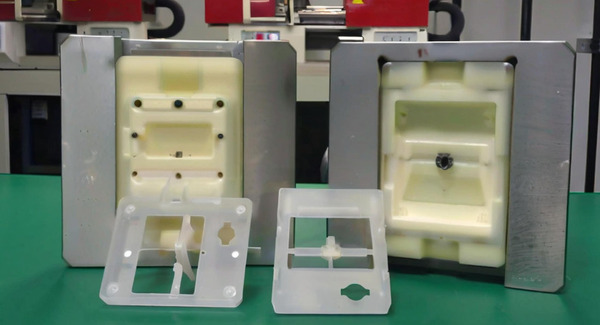
金型製造工程では、アルミニウム製の金型枠を鋼鉄製の金型と組み合わせ、ドリルプレスを使用して金型半体を加工し、液体樹脂中の気泡を効果的に除去する。
当社独自のテストと顧客事例に基づいて、最も人気のある3Dプリント樹脂のリストを作成しました。
光硬化性樹脂: 光硬化樹脂は、3Dプリンティングで最も人気のある樹脂の1つです。紫外線で素早く硬化します。この樹脂は素早く硬化し、細部まで優れた性能を発揮します。光硬化樹脂は、詳細なモデル、芸術作品、高品質の機械部品を作るのに適しています。

複合樹脂: コンポジットレジンは、2種類以上の樹脂材料を混ぜて作ります。この樹脂は、強さや硬さをさまざまな割合で調整できるので、柔らかいものから硬いものまで作ることができます。また、複合樹脂は耐薬品性や耐熱性にも優れています。
シリコーン樹脂: シリコーン樹脂は、高強度、高硬度、高温安定性、優れた機械特性を持つ高機能樹脂材料です。また、耐候性や気密性にも優れているため、高級自動車部品や航空宇宙分野の部品によく使用されています。

熱可塑性樹脂: 熱可塑性樹脂は、高温で塑性変形する樹脂材料である。耐熱性、耐食性に優れ、加工も可能です。
感光性樹脂とは、3Dプリンターで物を作るときに使うもので、光を使って樹脂を固める。光を当てると固体になる液体だ。さまざまな化学物質からできていますが、主なものはポリマー、光重合開始剤、希釈剤です。

3Dプリンターで使用できる感光性樹脂には、一般樹脂、硬質樹脂、インベストメントキャスト樹脂、軟質樹脂、弾性樹脂、高温樹脂、生体適合樹脂、セラミック樹脂、昼光樹脂の9種類がある。
Formlabs 3Dプリンター用のプリント準備ソフトウェアであるPreFormでプリントをセットアップするのにかかる時間はほんの数秒です。金型デザインにプリント用のサポート構造が必要な場合は、キャビティが上を向くようにPreFormで金型の半分を配置してください。こうすることで、後処理が簡単になり、成形品の表面が高品質になります。
ジオメトリとサイズによっては、ビルド・プラットフォーム上に複数の金型を一度にプリントして、プリントの効率を上げることができる。
射出成形プラスチック部品
金型を設計し、3Dプリントした後は、卓上プラスチック射出成形機で部品を射出成形することができます。
射出成形にはたくさんの材料があります。ここでは、最も一般的な射出成形材料のいくつかを紹介します。

アクリル; ポリメタクリル酸メチルとしても知られるアクリルは、軽量で機械的強度に優れ、透明度の高い熱可塑性プラスチックである。延性はないが、欠けには強い。
ABS; ABSは、射出成形材料として最も認知されている材料のひとつである。優れた強度と靭性、耐衝撃性、酸、塩基、油に対する耐薬品性を持っています。完全に不透明で、様々な色で射出成形することができます。何よりも、このリストの他のプラスチック射出成形材料に比べて非常に安価です。

ナイロンだ; ナイロンは素晴らしい素材だ。丈夫で熱に強く、摩擦や摩耗に強い。天然素材ですが、ラボで作ることもできます。研究室で作られたものは射出成形に最適です。さらに、振動を吸収する性質があるので、騒音を止めるものを作るのにも適しています。
PCだ; PCは超強靭で、欠けにくく、衝撃に強い。シースルーです。さらに、広い温度範囲にわたって機械的特性と外観を保つという優れた特性を備えています。そのため、高温環境でも優れた性能を発揮します。

POM; POMは本当に精密でなければならないものには最適です。硬くて堅いので、形があまり変わりません。また、滑りやすく滑らかなので、よく擦れ合うものにも適しています。低温にも対応できます。
PPだ; PPは私たちの身の回りにあるもので、特に食品容器の形でキッチンキャビネットの中にある。プラスチック射出成形用としてFDAに認可された最も一般的なプラスチックのひとつです。硬く、耐熱性、耐薬品性に優れ、何度もリサイクルできます。これらの特質により、加工が容易である。

追伸; PSは数少ない脆い射出成形材料の一つである。特に軽量で、湿気や化学反応に強く、金型内で冷えると均一に収縮するため、家庭用プラスチック射出成形に非常に適している。
PEだ; PEは、密度の異なる高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、ポリエチレンテレフタレート(PET)の3種類に大別される。一般にPEグレードは延性があり、衝撃強度と耐クリープ性(変形することなく長時間機械的負荷に耐えられる)に優れている。また、化学反応にも強い。

TPE ; TPEは他のものとは違う 射出成形 プラスチックとゴムの混合素材だからだ。両方の長所を兼ね備えている。柔軟性があり、たくさん伸ばすことができ、丈夫で、リサイクルできる。その上、ゴムの代用品に比べ安価なのが最大の魅力だ。
TPU ; TPUもゴムとプラスチックの混合物で、ポリウレタン成分に非常に望ましい性質がある。非常に硬く、圧縮強度、耐摩耗性、耐薬品性に非常に優れています。さらに、これらの特性は極端な温度でもあまり変化しません。

選ぶ前に、その機械に何をさせたいのか、何ができるのかを考えてください。そして、機械の指示に従って部品を作る。
特にTPUやTPEのような柔軟な素材では、注入するものにもよりますが、金型にパーツが付着すると、パーツを取り出そうとしたときに金型が劣化してしまうことがあります。離型剤を使用することは、金型からパーツを切り離すのに最適な方法です。シリコーン離型剤は、Formlabsグレープロ樹脂、高温樹脂、硬質10K樹脂に使用できます。

DIY射出成形に挑戦するデザイナーのためのヒント
金型を設計する際には、印刷が可能かどうか、成形が可能かどうかを考えてください。
DIYの正確な方法 射出成形 は、必要なデザインや量によって異なりますが、以下のヒントやコツは成功率を高めるのに役立ちます。完成部品の印刷スジを目立たなくするには、レイヤーの高さを小さくして(デフォルトの100ではなく、1レイヤーあたり50または25ミクロン)プラスチック金型を印刷します。この場合、印刷時間が長くなることに注意してください。

抜き方向に垂直な面に2~5度の抜き勾配をつけると、パーツを取り出しやすくなり、金型が傷つきにくくなる。割れた平面を目の細かいサンドペーパーで磨いて、バリ(バリ)を取り除くことができます。ウォーターバスを使うと、パーツを早く冷やすことができ、反りを抑えることができます。エンボスや彫刻の細部は、表面から少なくとも1mm離す。

アルミフレームを設計する場合は、フォームの背面に0.125mmの厚みを追加して圧縮し、完全な密閉性を確保する。
結論
3Dプリントと射出成形は宿命の敵のように語られることが多いですが、必ずしも二者択一ではありません。プロトタイピングと少量生産は、部品に直接3Dプリントする方法であれ、3Dプリントされた金型を使って射出成形する方法であれ、企業がより早く、よりコスト効率よく、より少ないリスクで市場に参入するのに役立つ素晴らしい方法です。







