 コンテンツへスキップ
コンテンツへスキップ 

はじめに プラスチック射出成形は、多くのプラスチック部品や製品を製造するために不可欠な、どこにでもある製造工程です。 気まぐれなおもちゃから精密な自動車部品まで、その影響力はさまざまな業界に響き渡り、現代の製造業の輪郭を形作っている。このブログ記事では、プラスチック射出成形の複雑さをナビゲートし、その方法論、多彩な用途、固有の利点を紐解いていきます。

プラスチック射出成形を理解する
プラスチック射出成形 プラスチック樹脂のペレットを溶かすことから始まり、それを高圧で金型のキャビティに注入する。プラスチックが冷えて固まると、金型が開いて最終製品が姿を現す。このサイクルを何度も繰り返すことで、同一の部品を正確に大量生産することができる。
プラスチック射出成形材料の選択
様々なプラスチック材料は、射出成形において異なる成形効果を示す。一般的に、射出成形に使用されるプラスチック材料には、次のようなものがある:

ポリエチレン(PE)
ポリエチレンは、卓越した耐寒性、耐食性、加工性、成形性で知られる汎用性の高い熱可塑性プラスチックです。これらの特性により、ポリエチレンは射出成形に広く利用され、様々な日用品、プラスチックバレル、容器、その他の製品を生産しています。

ポリプロピレン(PP)
ポリプロピレンは、高温耐性、耐薬品性、優れた流動性で知られ、頻繁に使用される熱可塑性プラスチックである。これらの特性により、ポリプロピレンは以下の用途に広く利用されている。 射出成形 自動車部品、飲料ボトルキャップ、医療機器などを製造する。

ポリカーボネート(PC)
ポリカーボネートは、卓越した透明性、耐寒性、堅牢な機械的強度で知られる高性能プラスチックです。これらの特質により、自動車部品、ディスプレイケース、電気ハウジングなどの射出成形用途によく使用されています。

プラスチック射出成形の主なステップ
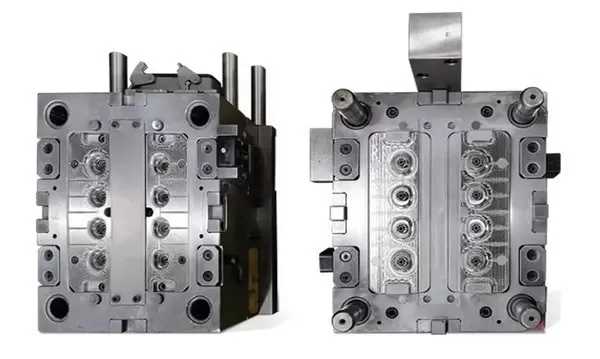
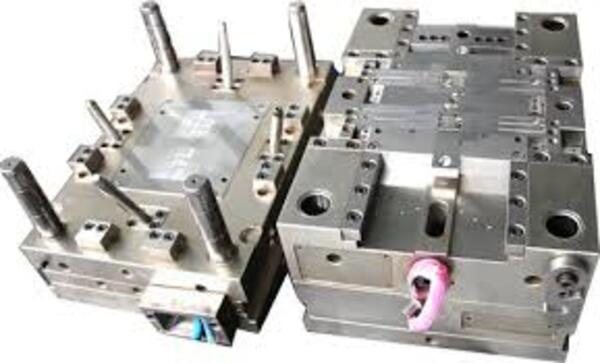
金型製作
プラスチック射出成形の最初のステップは金型を作ることである。通常、金型は鋼鉄製で、CNC機械加工、フライス盤、ボール盤、放電加工機などを使って作られる。完成した金型は、デバッグの過程で何度もテストされ、最適な性能を発揮するまで絶えず調整が必要とされる。
原材料の選択
プラスチック射出成形で使用される原料は、一般的にプラスチック粒子で構成されている。様々な原材料を使用することで、多様な特性を持つ製品を製造することができる。最終製品の品質は、原材料の特性に直接影響されるため、射出成形プロセスにおける材料選択の重要性が浮き彫りになっています。

材料の追加、暖房
選択した原料をホッパーに入れ、電源を入れてホッパーと製品の両方のヒーターを始動させる。原料を溶かし、必要な温度に到達させる。加熱中は、最終製品の品質に悪影響を与えないよう、温度を理想的な範囲に保つよう注意してください。
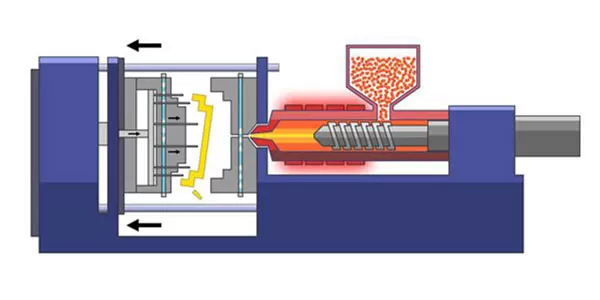
注射
原料が必要な融点に達すると、溶融プラスチックは射出機を通して金型キャビティに射出される。最終製品の品質を保証するためには、射出速度、圧力、温度、その他の関連パラメーターを注意深く監視することが不可欠である。

冷却と脱型
射出完了後、冷却工程に入る。金型内の水循環システムを利用して、製品を急速に冷却し、固化させる。冷却工程の時間は、製品の大きさや使用する材料によって異なりますが、通常数秒から数分です。冷却後、金型を取り外し、製品を脱型します。

トリミングと塗装
脱型後、製品にバリやへこみなどの問題が発生し、トリミングが必要になることがあります。トリミング工程に続いて、スプレー塗装などのさらなる改良を行うことで、製品の美観と保護性の両方を高めることができます。

プラスチック射出成形は、プラスチック製品から自動車部品に至るまで、さまざまな分野で応用されている高度な製造技術である。技術の絶え間ない進歩に伴い、射出成形機は市場のニーズに合わせ、生産効率を高めるために頻繁にアップグレードが行われています。

プラスチック射出成形後加工
後処理と整形プロセス
後加工と成形加工は、製造後のプラスチック成形品の材料構造を修正し、成形するために様々な方法を使用します。一般的な後加工・成形加工には以下のようなものがある:

冷却と成形:冷却・成形とは、ポリマー材料(ポリエチレン、ポリプロピレンなど)を冷却し、目的の形状や構造にするための製造後の処理を指す。この工程では、製品を成形した後、冷却水に浸して硬化を促進し、目的の形状を得る。

冷却と成形:冷却と成形とは、成形後のポリマー材料(ポリエチレンやポリプロピレンなど)を所望の形状や構造にするための後処理のことである。冷却固化を促進するため、成形品を冷却水に浸す。

圧縮成形は、ホットプレス処理とも呼ばれ、金型を用いて製品に圧力と熱を加え、所望の形状と構造を実現する。このプロセスでは、プラスチック製品を加熱装置に入れて軟化させ、その後、圧力をかけて圧縮して成形します。

後処理に関する実践的なヒントとアドバイス
適切な成形処理方法を慎重に選択すべきである。冷却成形は薄肉製品に最適で、加熱成形はフィルムやシートに適している。一方、圧縮成形は、固形物や厚肉の製品に最適である。製品の性質や製造時の仕様に応じて、適切な成形方法を選択することが重要である。

スタイリングの施術時間と温度に注意すること
スタイリング処理時間と温度は、望ましいスタイリング効果を得るための重要な要素です。不十分な処理時間や不適切な温度レベルでは、形が不十分になることがあり、過度の処理時間や高温では、プラスチック製品の変形や損傷につながることがあります。従って、プラスチック材料の特性や加工の必要性に基づいて、スタイリング処理時間と温度を注意深くコントロールすることが不可欠です。

成形加工では、適切な成形型と圧力を選択することが重要です。金型の設計は製品の形状やサイズの要件に合わせる必要があり、加える圧力は最適な結果を得るために適切でなければなりません。

成形後の冷却にご注意ください:成形工程が終了したら、製品の内部応力を増加させる可能性のある過度の冷却を防ぐために、プラスチック製品を十分に冷却する必要があります。この内部応力は、製品の品質や寿命に影響を与える可能性があります。

プラスチック射出成形の用途
あらゆる産業の相手先商標製品製造業者(OEM)にとって、プラスチック部品は製品設計と生産において必要不可欠であり、費用対効果に優れている。通常、目的の製品を作るためには、コスト、重量、耐久性が最も低い材料を探すのが最善です。 プラスチック射出成形 は、医療機器、自動車部品、家電製品などの製品開発に欠かせない、汎用性の高い製造プロセスである。

実際、プラスチックは部品を50%軽量化し、スクラップを少なくし、より複雑な形状や幾何学的形状を形成することができる。プラスチック射出成形は、主にカスタム水栓plumbing.Thereのためのプラスチック部品を含む様々な産業で広く使用されている金属、セラミック、またはコンクリート材料は、主に工業や住宅の配管に使用されていた時間があった。
今日では、銅や亜鉛メッキ鋼を含む金属パイプがまだ一般的に使用されているが、プラスチックパイプ部品は、優れた品質と、耐腐食性、低熱伝導性、化学物質への無反応、コストと重量の削減を含む多くの貴重な特性を持っていることが判明した。

家電製品
家電製造業もまた、製品製造のためにプラスチック部品の大量生産、高再現性製造を好む業界である。ギア、プーリー、ポンプ、ラック、トレイなどの部品は、冷蔵庫、食器洗い機、台所用品などに使われ、耐久性と価値を高めているプラスチック部品の一例である。

家電製造業は、様々な製品に使用されるプラスチック部品を大量に繰り返し生産することで繁栄する産業である。ギア、プーリー、ポンプ、ラック、トレイなどは、冷蔵庫、食器洗い機、キッチン用品などに使用される部品の一例である。これらの部品は、家電製品の耐久性と価値を高めている。

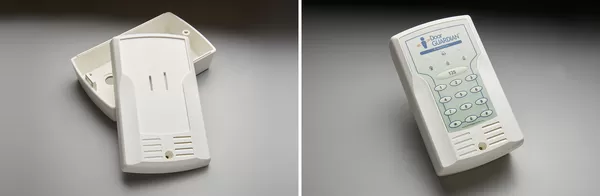
エレクトロニクス
電子機器といえば、電線や金属が真っ先に思い浮かぶかもしれない。しかし、耐腐食性プラスチックの使用は、電子部品の性能を高める上で重要な役割を果たします。プラスチックは、他の素材に比べて安全性や絶縁性の面で優れた利点を備えています。

テレビ、コンピュータのマウス、その他さまざまな機器に使われている部品には、頻繁に、製造工程で製造された部品が使われている。 プラスチック射出成形 プロセスである。エレクトロニクス分野におけるプラスチック部品の主な特性には、劣化のない高い耐電圧性と温度耐性、優れた絶縁特性、堅牢な絶縁耐力、優れた熱特性、設計適応性、コストと重量の削減などがあります。

電子機器用の部品を作る際には、プラスチック射出成形の費用対効果と設計の柔軟性を考慮することが不可欠です。プラスチックは、部品重量を最大50%削減し、複雑な形状の成形を可能にし、多くの場合リサイクル可能な最小限の廃棄物を発生させるという利点を提供します。

ここで挙げた業界の例は、射出成形部品の利点を活用できる無数の用途のスナップショットに過ぎません。再現性、一貫性、手頃な価格、信頼性を必要とする中量から大量生産の熱可塑性プラスチック部品にとって、射出成形は理想的なソリューションとして際立っています。

プラスチック射出成形の利点
プラスチック射出成形の利点は、安定した品質、コスト効率、迅速な大量生産です。また、射出成形部品は安定性に優れ、廃材をリサイクルできるため、廃棄物の削減にも貢献します。
一貫性を保証:すべての部品は同一の金型を使って生産されるため、すべての部品で均一なサイズが保証されます。

ほぼ同じ部品を作る
すべての部品は1つの金型から作られるため、複雑な形状を持つ部品でも均一性が保たれます。
コスト削減
射出成形は、生産量が増えるにつれて1個あたりのコストを下げることができる。初期の設備と材料がセットアップされれば、製造に必要な労力や時間は最小限で済みます。この方法は、プラスチック製造において最も費用対効果が高く、毎日数百から数千の部品を生産することができます。

生産スピードの向上
CNC機械加工や3Dプリンターなど、個々の部品に大掛かりな作業が必要な他の製造技術とは異なり、射出成形では、金型に材料を注入し、冷却して目的の部品を形成する(ただし、特定の部品は、その用途に応じて二次加工が必要になる場合がある)。
さらに、金型キャビテーション(1つの金型内の空の形状の量)を組み込むことで、スループットをさらに向上させることができる。しかし、この方法は金型が製作された後にのみ有効であることを肝に銘じておく必要がある。金型の製作は、新しく成形される部品のリードタイムを長くする。

有益な相性
オーバーモールディングやインサート成形のように、射出成形のある種のタイプは、複数の材料を組み込んで一体化した部品を製造する能力を持っている。射出成形に適している熱可塑性プラスチック、熱硬化性樹脂、エラストマーは18,000種類以上あると言われており、これらの素材が組み合わされた部品を簡単に作ることができます。

複雑な部品をコスト効率よく製造する能力:プラスチックを金型に注入することで、複雑な部品を最小限の労力と時間で大量生産することができる。

素材の柔軟性
射出成形では、さまざまな種類のプラスチックや添加剤を使用できるため、希望する特性を持つ材料を見つけやすい。

安定性
射出成形部品は等方性であるため、堅固で耐久性のある部品となり、特定の3Dプリント部品よりも優れています。この耐久性により、寿命が長くなり、交換の頻度が減ります。
素材のリサイクル性
射出成形は、廃棄された材料の再利用を可能にすることで、廃棄物の発生を最小限に抑え、新しい材料を購入する必要性を減らすことで、持続可能性を促進する。

プラスチック射出成形品の欠点
成形サイクルの延長
プラスチック射出成形 金型製作や射出成形など、いくつかの工程を含むため、工程サイクルが長くなる。特に複雑な製品の場合、射出成形を何度も繰り返す必要があり、成形サイクルが長期化する。このような長期的なアプローチは、急を要する製品要求を持つ顧客の要求に合致していないことは明らかである。

高コスト
プラスチック射出成形では、金型の試作や金型作成が何度も必要になり、加工費がかさむ。特に、小ロットのカスタマイズ製品では、コストが上昇する。さらに、射出成形機と金型に関連する費用は大きく、中小企業の成長をさらに制約している。
環境汚染
プラスチック射出成形は、金型の試作や金型製作が多く、加工費がかさむ。特に小ロットのカスタマイズ製品では顕著で、コストが高騰する。さらに、射出成形機と金型のコストが高いため、中小企業の成長の阻害要因となっている。

製品性能の限界
プラスチック射出成形品は、高強度、耐熱性、耐食性に限界があります。また、外観上の制約から複雑な形状の成形にも課題がある。プラスチック射出成形は、一般的な加工方法であるにもかかわらず、欠点もあります。したがって、プラスチック製品の加工方法を選択する際には、具体的な要件を慎重に見極めることが重要です。

結論
プラスチック射出成形は、様々な産業や用途に対応する多用途で効率的な製造プロセスである。プラスチック射出成形は、高品質で複雑なプラスチック部品を大量に生産することができるため、現代の製造業の基礎となっています。消費財、自動車部品、医療機器など、プラスチック射出成形は革新的な生産技術の代表格である。








