 コンテンツへスキップ
コンテンツへスキップ 

はじめに
射出成形部品を設計する際には、部品の機能性や完成時の見た目に影響を与える多くの要素を考慮する必要があります。シンクマーク、フローライン、反りなど、成形時に発生する可能性のある問題は多くあります。そのため、優れた結果を得るために、射出成形向けの部品設計ガイドラインを理解することが非常に重要です。

この記事では、最高のプラスチック部品を作るための究極の射出成形設計ルールをご紹介します。また、工程管理の詳細、金型設計の重要なガイドライン、よくある設計上の問題を回避するためのヒントもお伝えします。
射出成形デザイン
射出成形は、プラスチックを溶かして金型に注入し、部品を作る工程です。金型と作るパーツのデザインは、それがうまく機能するかどうかにとって本当に重要です。射出成形で設計が重要な理由をいくつか挙げてみよう。

製造の複雑さを判断する
デザインを見た後、製品デザイナーやエンジニアは、製品を作るときにうまくいかないかもしれないことをすべて考えることができる。設計が何をすべきかを教えてくれるので、製品を作るときに何をすべきかを推測する必要がなくなるのだ。
製造可能性の確保
新しいプラスチック部品の設計や製造工程を始めるとき、設計した部品が製造可能かどうか、はっきりとはわかりません。射出成形の設計は、その部品を作ろうとしている方法がうまくいくかどうかを見極めるのに役立ちます。部品が金型にはまり込んでしまうような製造上の問題が発生するかどうかもわかります。

部品の故障を防ぐ
射出成形部品を適切に設計しないと、部品は正しく機能しません。射出成形の欠陥やその他の機械的故障により、部品が本来の役割を果たさない可能性があります。射出成形設計ガイドラインは、適切な成形パラメータを選択し、部品が機能しなくなる大きな問題を回避するのに役立ちます。
射出成形部品の設計に関する考察
射出成形は複雑な工程であり、生産を成功させるためには慎重な設計が必要である。工程が始まると、設計に起因するミスは大幅な遅れと出費につながります。したがって、このようなミスを避けるためには、適切な射出成形設計ガイドラインに従うことが不可欠です。ここでは、射出成形部品を設計する際に留意すべき主な事項をご紹介します。

チャンバー壁厚
これは、射出成形部品を設計する際に考えなければならない大きなことの一つです。肉厚は、部品の見た目、機能、コストなど、多くのことに影響します。ですから、部品がどのように機能する必要があるかに基づいて、適切な肉厚を割り出す必要があります。その部品がどれだけの応力に耐えられるか、どれだけの寿命が必要かを考え、あなたができる最も薄い肉厚を割り出す必要があります。
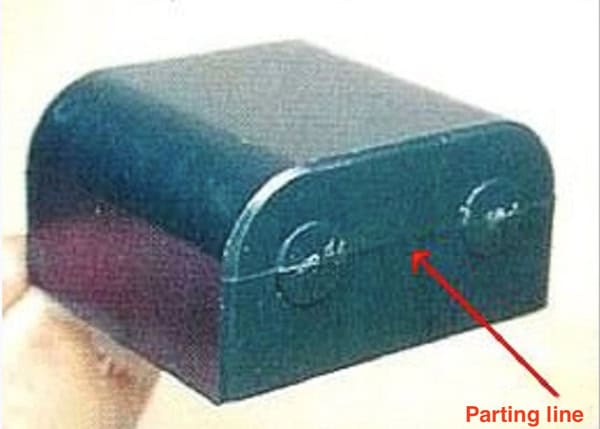
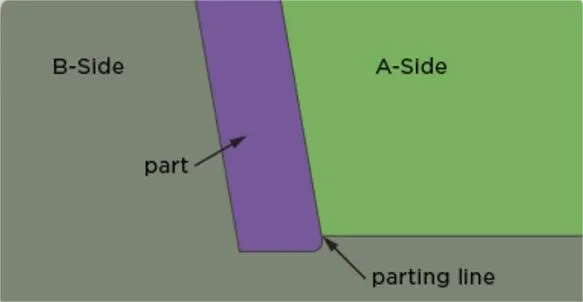
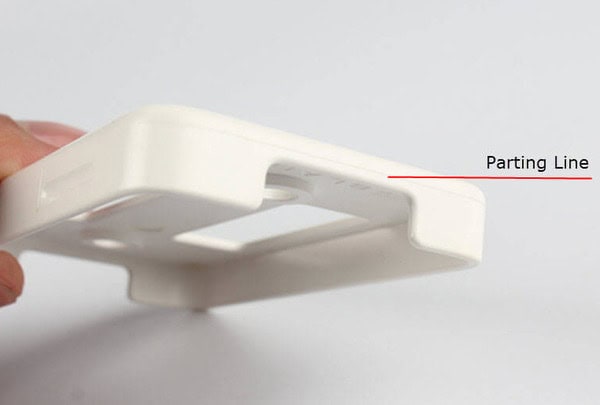
パーティングライン
パーティング・ラインは、最終製品を作るために金型の2つの半分が合わさる部分です。パーティングラインの設計にミスマッチやミスアライメントがあると、成形品にバリ欠陥が発生することがあります。そのため、このような欠陥を最小限に抑えるためには、パーティングラインをシンプルで直線的に設計することが重要です。
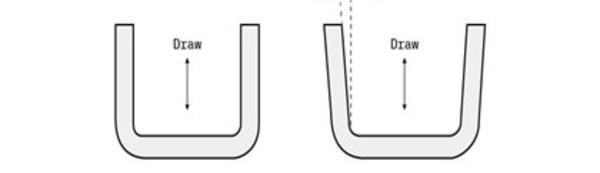
ドラフト角度
抜き勾配とは、射出成形された部品が損傷を受けることなく金型から容易に取り出せるようにするための、部品表面の角度のことである。必要な抜き勾配は、肉厚、材料の収縮率、後加工の仕上げの必要性などの要因によって異なります。
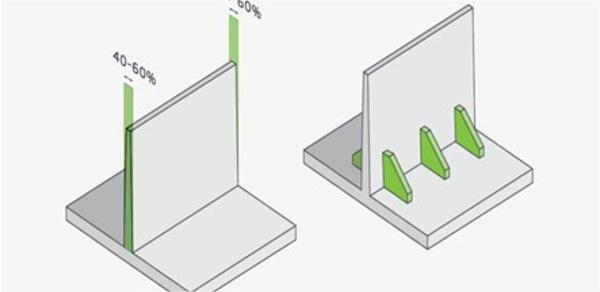
リブとボス
リブは、2つの壁が90度の角度で接する部分の壁を強化するために使用される。部品の強度を高め、重量を支えるのに役立つ。ボスは、他の部品を取り付けたり、並べたりするために使用される部品上の隆起部分です。また、ネジ穴やスロットのような部分の強度を高める。

ゲートの位置とタイプ
射出成形におけるゲートは、プラスチック部品に直結し、キャビティ内への溶融プラスチック樹脂の流れを制御する非常に重要な部品である。ゲートの大きさ、形、位置は完成品に大きな影響を与える。強度や見た目に影響します。
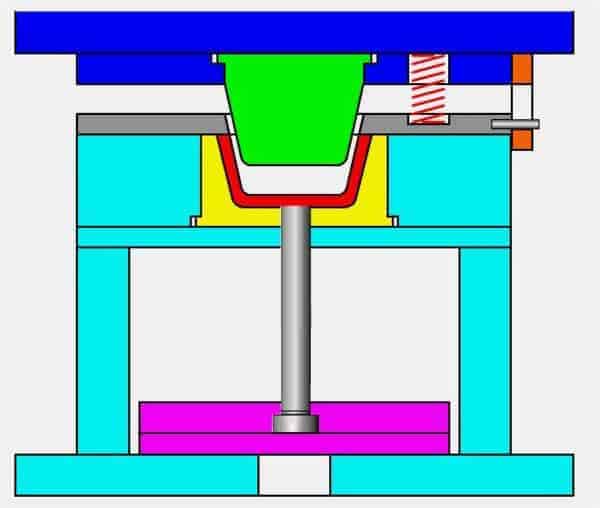
エジェクターピン
これは射出成形のセットアップにおいて大きな意味を持つ。成形品が十分に冷えた後、金型から押し出すのに役立ちます。成形品に跡が残ることがよくあります。そのため、ピンが動く方向に対して垂直な平面で設計する必要があります。

アンダーカットとスレッド
アンダーカットやスレッドは、プラスチック部品を一つの引き出しで金型から取り出すことを困難にする、くぼんだまたは張り出した形状です。部品が一つの引き出しで取り出せることを確認することが重要です。これにより、射出成形のコストを低く抑えることができます。したがって、射出成形部品を設計する際には、スレッドやアンダーカットを避けることが望ましいです。

フィレ
射出成形をより良いものにするためには、鋭利なコーナーやエッジではなく、丸みを帯びた形状にしたいものです。鋭利なエッジは、充填に大きな圧力を必要とするため、成形品にダメージを与えたり、射出時に欠陥の原因となったりします。内角や外角が丸みを帯びていると、プラスチックの流れがよくなり、応力やひび割れを減らすことができます。

表面仕上げ
プラスチック部品には、質感、外観、手触りに影響するさまざまな表面仕上げがあります。適切な仕上げを選択することは、必要な工具や材料を決定するため、設計段階で重要です。粗い仕上げは、より多くのドラフトを必要とし、材料の選択に影響を与えます。また、希望する仕上げを実現するために、金型表面の準備が必要になることもあります。金型表面の欠陥は成形品に現れます。

素材の選択
射出成形で物を作る場合、使用できるプラスチックの種類はたくさんある。プラスチックの種類にはそれぞれ特別な物理的、機械的特性があります。あなたが選ぶプラスチックの種類は、あなたが望む世界で部品がどのように機能するかに影響します。射出成形用のプラスチックを選ぶときに考える主なことは、プラスチックの収縮率、フィット感、そしてコストです。

射出成形金型設計ガイド
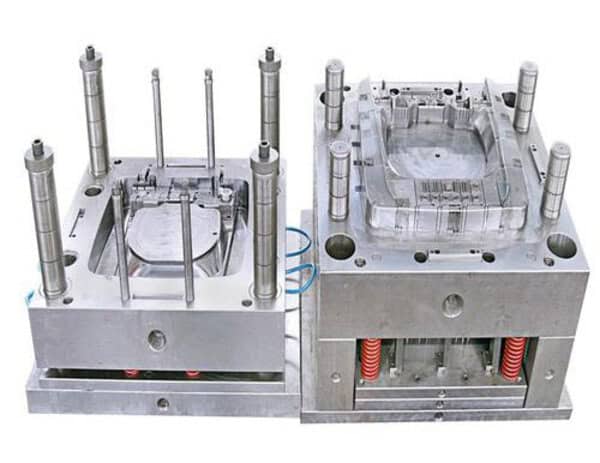
射出成形金型の設計と製造は、プラスチック部品の製造において大きな意味を持つ。金型は、目的とするプラスチック部品の形状を定義するのに役立ちます。そのため、射出成形をスムーズに行うためには、すべての金型部品が適切な状態でなければなりません。
金型ベースとキャビティのレイアウト
金型は丈夫で耐久性があり、メンテナンスが容易で、修理やメンテナンスのために分解したり組み立てたりするのが簡単でなければならない。金型は、キャビティとコアが正しく並ぶように精密に作られなければならない。また、金型ベースのキャビティレイアウトは、メンテナンスや修理の際に中空やコアのインサートに簡単に手が届くようになっていなければなりません。そうすることで、不良を減らし、より良い部品を作ることができるのです。

冷却システム設計
冷却システムは 射出成形金型設計において非常に重要です。それは金型キャビティとプラスチック材料の温度を制御します。冷却は、プラスチックを固化させ、収縮を制御するのに役立つため重要です。
ランナーとゲートのデザイン
ランナーとゲートシステムは、金型キャビティへの溶融プラスチックの流れを制御します。ゲートはキャビティへのプラスチックの入り口であり、ランナーシステムはプラスチックをゲートまで誘導します。ゲートとランナーシステムの設計は、成形プロセスの効率と完成品の品質に影響します。
排出システムの設計
エジェクターシステムは、完成した部品を金型から取り出すためのものです。エジェクターシステムを設計する際には、部品の形状、アンダーカットの数、強度などを考慮する必要があります。パーツを取り出すときに、パーツがぐちゃぐちゃにならないように、エジェクターピンやスリーブ、油圧式エジェクターシステムを使用することができます。
金型材質と表面処理
金型に使用する材料は、その寿命と完成品の品質に影響します。最高の性能を得るためには、金型材料は高い溶融温度、良好な熱伝導性、優れた耐摩耗性を持つ必要があります。適切な材料を選ぶことで、サイクルタイムを短縮し、金型の寿命を延ばし、部品の欠陥のリスクを減らすことができます。

Zetar Moldは、射出成形金型サービスでお客様の成形プロセスと成形部品をより良くするために最高です。お客様の射出成形プロジェクトのために完全なDFM分析を行い、金型と部品の設計をより良いものにします。これにより、時間とコストを節約し、より良い製品を得ることができます。
射出成形プロセス 品質管理 プラスチック部品
射出成形は、プラスチック部品を製造する非常に精密で効率的な方法です。しかし、優れたプラスチック部品を作るためには、プロセスを非常にうまく制御する必要があります。

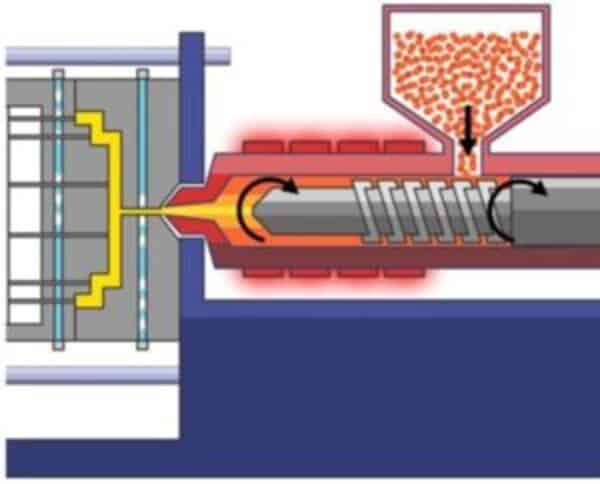
射出成形プロセスの概要
射出成形とは、プラスチックを溶かし、それを金型内で圧力をかけて固め、形を作る工程である。この工程は連続的なサイクルで行われ、多くのステップがある。プラスチック樹脂が加熱された後、金型に適切な圧力がかかるとゲートが開きます。そして、溶けたプラスチックが金型に注入される。
溶融樹脂がバレルの端に達すると、ゲートが閉じる。その後、金型の2つの半分が同時に閉じ、クランプ圧力によって一緒に保持されます。保持圧の段階が終わると、スクリューが引き戻され、部品は金型内で冷却されます。部品が冷えた後、金型が開き、エジェクターピンまたはエジェクタープレートが部品を押し出します。こうして完成した部品は、仕上げの準備が整う。

プロセスパラメータと最適化
射出成形の工程管理には、最良の結果を得るために複数のパラメータを監視し、調整することが含まれます。ここでは、考慮すべき重要なパラメータをいくつか紹介します:
射出圧力と射出速度:これらのパラメータは、溶融プラスチックが金型キャビティを充填する速度を決定します。射出圧力は、金型キャビティを完全に満たすのに十分高くなければなりません。しかし、高すぎても引火や部品の歪みの原因となります。材料は、劣化することなく、可能な限り短時間でキャビティに充填できなければならない。
射出温度:射出温度は、プラスチックの流れや粘度に影響する。プラスチックは融点まで加熱し、射出成形中は一定の温度に保つ必要があります。金型キャビティ内のさまざまな場所に熱電対を設置して、温度をチェックし、コントロールすることができます。
保持圧力と時間:保持圧力は、材料が射出装置に逆流しないようにする。保持時間は、プラスチックが完全に冷えて固まるのを待つ。時間は、壁の厚さや部品の複雑さによって異なります。
冷却時間:冷却時間は、材料の熱特性と部品の肉厚に基づ く。熱電対も冷却時間のモニターに役立ちます。冷却チャネルのレイアウトを変更したり、サイズを大きくすることで、時間を調整できます。

射出:射出システムは、部品や金型への損傷を避けるために、スムーズで安定した射出を保証する必要があります。射出力は、部品のサイズや複雑さにもよります。
品質管理と検査は、成形された部品が良好であることを確認するために行われる。工程能力調査、外観検査、寸法検査、機能検査など、人によって行うことはさまざまです。これらの検査は、何が問題なのか、どうすればより良くなるのかを解明するのに役立ちます。
射出成形設計の一般的な問題と解決策

射出成形で物を作ると、時にうまくいかないことがある。このような問題によって、ものがうまく機能しなくなることがある。時には、ものの作り方のせいで問題が起こることもある。
射出成形設計の典型的な問題とその解決方法
シンクマークと反り
シンクマークは、その欠陥である。 射出成形 成形品の平らな面に小さなへこみとして現れるもの。ヒケは通常、成形品内部の材料が収縮し、材料が外側から内側に沈み込むことによって生じます。

原因溶融温度または金型温度が高すぎる、保圧または射出圧力が低すぎる、金型構造設計の欠陥、保圧または冷却時間と圧力が十分でない。
解決策ゆっくりと長時間かけて冷やし、ストレスを与えないようにする。プラスチックが金型内を一方向に流れるように、壁の厚さを同じにする。十分な圧力と時間をかけて、部品の外側近くを冷やす。金型や材料をより冷たくする。

フラッシュとパーツのスティッキング
フラッシュ、スプラッター、またはバリとは、余分な成形材料がパーツの端に細い線として現れることです。通常、材料があるべき場所から流れ出てしまうことで起こります。フラッシュは些細な欠陥ですが、パーツの機能を狂わせると大きな問題になります。

原因排気システムの設計と管理が悪い、型締力が足りない、金型設計の問題や成形条件が悪い、射出圧力や金型温度が高すぎる、離型剤が足りない、冷却時間が足りない。
解決策金型の設計を見直し、溶融材料がスムーズに流れ、通気性が良くなるようにすること、金型に適切な離型剤を塗ること、使用する材料に適した射出圧力、金型温度、冷却時間を使用すること。

ショートショットとバーンマーク
ショートショットとは、プラスチックが金型に完全に充填されないことです。これは、金型から取り出した部品が完全でないことを意味します。ショートショットは、パーツの見た目を悪くし、正しく機能しないので、大きな問題です。

バーンマークとは、成形品の表面や端にできる黒色や錆色の跡のことです。通常、成形品の完全性には影響しませんが、成形品を焦がし、劣化を引き起こすと大きな問題となります。
原因射出圧力の不足、溶融プラスチックの自由な流れを妨げるエアポケットの発生、極端に粘度の高い材料の使用、ゲートおよびランナーシステムの設計不良、極端に高い溶融温度。

解決策通気性を良くするためにベントを広げる、あるいはベントを増やす、材料の冷却が速く一定しないのを避けるために適切な金型温度を使用する、閉じ込められた空気のリスクを減らすために射出速度を遅くする、射出速度と圧力を上げる、あるいは流れを良くするために薄い基材を使用する。
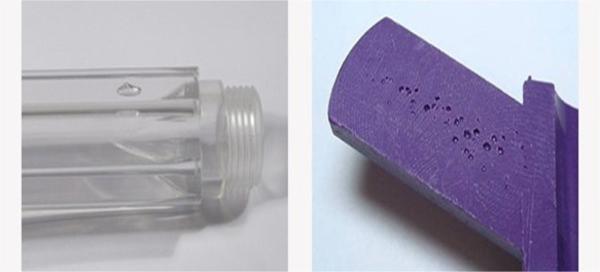
エアポケットとボイド
エアポケット欠陥は、射出成形における最も深刻な欠陥のひとつです。エアポケット欠陥は、成形品に閉じ込められた空気や気泡として現れます。これらの閉じ込められた気泡は、構造上の欠陥や美観上の欠陥を引き起こす可能性があります。また、金型内の最初の空気が高温になり、十分に強く圧縮されると、爆発して成形品と金型を破壊することがあります。
原因金型内の通気不良、キャビティへの不均一な充填、閉じ込められた空気の圧縮と発火、不十分な成形圧力、密度の大幅な変化によりボイドが発生しやすい材料。
解決策金型温度を上げる、ランナーシステムとゲートの位置を再設計または変更する、気泡の形成を防ぐために粘度の低い材料を使用する、閉じ込められた空気の圧縮と発火を防ぐためにサイクル時間を制限する、射出圧力を上げる、キャビティ内の閉じ込められた空気を効果的に排気する。

パーティングラインのミスマッチとたわみ
パーティング・ラインの不一致とは、金型の2つの半分が正しく並んでいない状態のことです。成形品のパーティングラインに沿って、目に見える継ぎ目や隙間ができます。たわみとは、成形品が冷却中に反ったり曲がったりすることです。これらの欠陥はいずれも、成形品が要求仕様を満たさなくなる可能性がある。つまり、スクラップが増え、生産性が低下する。
原因型締力の不均一、金型部品の大きさの変化、射出圧力と温度が高すぎる、金型が熱くなると大きくなる、部品が冷えるまでの時間が足りない。
解決策金型が正しくクランプされ、正しく並べられていることを確認すること、金型を常に同じ温度に保つこと、材料に合った射出成形設定を使用すること、成形後に部品を加熱して応力を取り除くこと。
高品質の射出成形部品を入手する方法
良いプラスチック部品が欲しければ、良いプラスチック部品会社と仕事をする必要がある。Zetar Moldは良いプラスチック部品会社です。私たちは良いプラスチック部品を作ります。私たちは良い人材と良い機械を持っています。私たちは良いプラスチック部品を作ります。
Zetar Moldは、射出成形金型とプラスチック部品の品質を向上させるための様々な材料と仕上げサービスであなたをカバーしました。私たちの経験豊富な技術者は、あなたの金型設計を最適化する方法についてのアドバイスを提供し、あなたのプラスチック部品のための適切な材料と表面仕上げをお勧めすることができます。

射出成形プロジェクトが複雑であることを私たちは知っています。そのため、当社では合理化された見積もりプロセスを採用し、製造開始前に設計コンセプトを確認するためのDFM分析レポートを提供しています。
当社の経験豊富なエンジニアリングチームが、製造プロセス全体を通してお客様をサポートいたします。今すぐデザインファイルを送信して、即座に見積もりを取得し、次の作業を開始します。 射出成形 の旅に出る。

結論
射出成形は、さまざまな産業向けに高品質のカスタムプラスチック部品を製造できる、多用途で効率的な技術です。しかし、射出成形の設計ガイドラインに従わなければ、このプロセスは不完全です。射出成形の設計ガイドラインに従わなければ、この工程は完成しません。

この記事で説明する射出成形の設計ルールは、工程を最適化し、費用対効果の高い生産を保証し、サイクルタイムを短縮するのに役立ちます。設計ミスは高くつきます。射出成形の設計については、今すぐZetar Moldにお問い合わせください。より良い結果を出すためのお手伝いをさせていただきます。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





