 コンテンツへスキップ
コンテンツへスキップ 

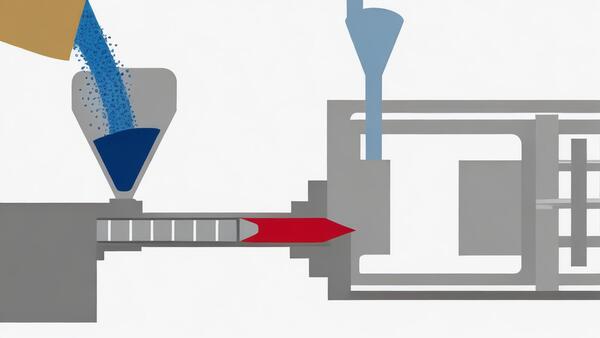
はじめに 背圧は可塑化圧とも呼ばれ、射出成形工程で連続射出圧を維持するために使用される力である。主に、溶融材料が連続的にバレルに入るときに発生します。
の圧力 射出成形 が発生し、スクリューの回転数を後方に押し下げる。背圧は、スクリューの後方への動きに対する反力である。スクリューの後退速度を遅くして、溶融材料が均一にバレルに注入され、完全に充填されるようにすることができます。
背圧の適切な調整と使用は、溶融温度を均一にし、溶融材料をコンパクトにし、より良いプラスチック製品を生産することができます。では、どのように射出成形機の背圧を調整するのか、どのような背圧が適切なのか、Zeatr Mold射出成形が一つ一つお答えします。
背圧はどのように形成されるのか?
溶融プラスチックが可塑化すると、溶融材料はバレルの前端(計量室内)に移動し続け、徐々にスクリューを押し戻す圧力を形成する。

スクリューが速く後退しすぎるのを防ぎ、溶融材料が均一に圧縮されるようにするには、スクリューに逆圧が必要である。このスクリューの後退を止める逆圧を背圧と呼ぶ。
背圧は可塑化圧とも呼ばれる。射出シリンダーの戻り油絞り弁を調整することでコントロールします。

背圧弁は予備可塑化スクリュー射出成形機の射出シリンダーの後部に設置され、スクリュー回転後退時に射出シリンダー油の排出速度を調整する。そのため、シリンダー保持圧力;フルモータのスクリュー後退速度(抵抗)は、ACサーボ弁によって制御される。
背圧調整位置はどこですか?
射出成形機の背圧弁は通常、溶融弁の隣に設置される。また、予備可塑化スクリュー射出成形機の射出シリンダーの後部にも背圧弁が設置されています。背圧は、射出シリンダーの戻り油絞り弁を調整することによって制御されます。

背圧が低すぎるとどのような問題が起こるか?
背圧が低すぎると、スクリューの引き戻しが速すぎて、バレル前端に流れ込む溶融材料の密度が小さくなり(相対的に緩くなり)、閉じ込められた空気が多くなる。
可塑化の品質が悪くなり、射出量が不安定になり、製品の重量やサイズが大きく変わってしまう。

製品の表面に収縮、ガス花、冷たい材料の線、不均一な光沢やその他の悪い現象が発生します。製品は気泡が発生しやすく、製品の周辺部や骨の位置は、接着剤不足になりやすいです。
背圧が高すぎるとどのような問題が起こるか?
バレル前端の溶融圧力が高すぎ、材料温度が高くなり、粘度が低下する。スクリュー溝内での溶融物の逆流やバレルとスクリュー間の漏れ流が増加し、可塑化効率(単位時間当たりに可塑化される材料の量)が低下する。

熱を嫌うプラスチック(PVC、POMなど)や着色剤の場合、溶融物の温度が上がり、バレル内で加熱されるまでの時間が長くなり、熱で分解し始めたり、着色剤が変色し始めたりして、製品の表面の色・光沢が悪くなってしまう。
背圧が高すぎると、スクリューの後退が遅くなり、予備塑性の戻り時間が長くなるため、サイクルタイムが長くなり、生産効率が低下する。

背圧が高すぎると溶融圧力が高くなり、射出後にノズルが垂れる。次に射出を行うと、スプルー流路内の冷えた材料がスプルーを塞いだり、製品に冷えた材料の斑点が現れたりする。
ビールを成型する際、ノズルから過剰な背圧のために接着剤が漏れることが多く、原料を浪費し、ノズル付近の加熱リングが焼損する。

予備成形機構とスクリュー・バレルの機械的摩耗が増加する。
背圧の調整方法は?
射出成形機を生産する時、背圧の調整値は固定ではなく、通常3-15kg/cmである。原料の性質と製品の構造品質に加えて、背圧の調整も生産工程全体を通して行わなければならない。

生産において、ノズルから糊が漏れたり、垂れたり、溶融物が過度に分解したり、製品が変色したり、戻り材が遅すぎる場合は、背圧を適切に下げることを検討する。
ガスフラワーが少ない、色が混ざっている、収縮している、製品のサイズや重量が大きく変化しているなどの現象が製品表面に見られたら、背圧を上げる必要があります。そのため、生産状況や自分の生産経験に応じて背圧を調整する必要があります。ここでは、背圧の調整方法を説明します。 射出成形 背圧。
最低背圧値の設定
背圧の調整を始める前に、背圧を最小値に調整してください。射出成形機の背圧を最小値に調整し、射出のために金型を開きます。製品に明らかな欠陥がなければ、最低背圧で十分であることを意味します。
徐々に背圧を上げる
最低背圧から背圧を上げ続けると、射出される製品の数はどんどん増えていきます。製品表面に凹みやバリなどの欠陥がないか注意し、製品表面が平滑になるまで背圧を調整する。

製品の性能テスト
背圧の調整が終わったら、作る製品の性能をテストします。引っ張り強度、耐摩耗性、耐圧性などをテストしたい。製品が思い通りの性能を発揮すれば、背圧の調整は完了です。
背圧設定値の変更
背圧を調整する際は、低い値から徐々に上げていきます。最適な状態になるまで、調整するたびに製品の品質変化を観察してください。背圧を調整する際は、製品の品質に影響を与えないよう、一度に調整しすぎないようにしてください。

射出成形を行う場合、背圧の変化をリアルタイムで観察し、適宜調整する必要があります。通常、背圧は設定値より少し低めに設定し、排気の原理を守るようにします。背圧の値が高すぎると、部品の表面にしわや損傷などの欠陥が生じる可能性があります。
ものづくりをしていると、プラスチックの温度、金型の温度、室温が常に変化するので、背圧を調整し続けなければなりません。ものづくりを始める前に、作るものごとに最適な背圧がわかるチャートを作っておくといい。そうすれば、その表を見て、どの程度の背圧に設定すればいいかがわかる。

まず、射出成形機のヒューマンマシンインターフェイスで背圧制御の関連設定インターフェイスを見つけ、設定する必要があります。設定する時、まず必要な背圧を把握し、部品の形状や材料の特性から総合的に検討すればよい。
射出成形機の反応速度を調整する
もうひとつの重要なステップは、反応速度の調整です。背圧の設定を変更すると、マシンが実際にどのように作動するかに若干の遅れが生じますが、これは背圧の安定性と精度に直接影響します。そこで、制御システムの応答速度を調整することで、この遅延を減らす必要があります。

射出成形品に応じて背圧を調整する
製品の欠陥に応じて背圧を調整する:製品にバリ、気孔、反り、表面仕上げ不足などの欠陥がある場合、背圧を調整することで解決できます。一般的に、背圧の値を大きくすれば表面欠陥が解決し、背圧の値を小さくすれば内部欠陥が解決する。
射出成形品の特性や要求に応じて、背圧の大きさを調整します:一般的に言って、射出成形機の背圧が大きければ大きいほど、射出成形品の品質がよくなる。

しかし、過剰な背圧は生産効率の低下や原材料の浪費につながる。そのため、射出成形品の状況に応じて、背圧の大きさを適切に調整する必要があります。
射出成形機の背圧を調整する
射出成形機の背圧が高ければ高いほど、背圧は高くなります。そこで、射出成形機の背圧を調整することで、射出成形機の背圧を調整することができます。

射出成形機の背圧速度を変える。射出成形機の背圧速度が速ければ速いほど、背圧は高くなります。そこで、射出成形機の背圧速度を変えることで、射出成形機の背圧を調整することができます。
プラスチックに応じて背圧サイズを決定する
背圧の大きさは、プラスチックの種類によって選びます:プラスチックの種類によって必要な背圧は異なります。一般的に、融点の低いプラスチックは背圧が低く、融点の高いプラスチックは背圧が高くなります。

そのため、射出成形では、使用するプラスチックの種類に応じて背圧を調整する必要があります。
ここでは、使用するプラスチックの種類と色に応じた背圧の設定方法を説明します:プラスチックの種類や色によって、必要な背圧は異なります。

背圧の値を正しく設定しないと、部品に収縮や反りなどの問題が生じます。一般的に、透明な素材や光沢のある素材は背圧が高く、透明でない素材やマットな素材は背圧が低くなります。
金型温度の調整
金型温度は背圧の大きさに影響する重要な要因の一つです。背圧を調整する場合、まず金型温度を調整し、調整した背圧の効果に基づいて対応する修正を行うことができます。

射出成形機の圧力設定を調整する
射出成形機の圧力設定も背圧の大きさに影響します。一般的に、圧力設定が高いほど背圧は高くなり、圧力設定が低いほど背圧は低くなります。

背圧を調整する場合は、まず、背圧の設定値を調整します。 射出成形 また、射出成形の圧力設定は、射出装置と圧力の設定から始めるのが一般的です。また、射出成形の圧力設定は、一般的に射出装置と圧力設定から始めます。
背圧を適切に調整するメリットとは?
バレル内の溶融材料を圧縮し、密度を高め、射出量、製品重量、サイズの安定性を向上させることができる。

溶融材料中のガスを「絞り出す」ことができ、製品表面のガス花と内部気泡を減少させ、光沢の均一性を向上させる。スクリューの後退速度を遅くして、バレル内の溶融材料を完全に可塑化し、カラーパウダー、マスターバッチと溶融材料の混合均一性を高め、製品の「混合色」の現象を避けることができます。
スクリューの後退速度を遅くして、バレル内の溶融材料を完全に可塑化し、カラーパウダー、マスターバッチ、溶融材料の混合の均一性を高め、製品の「混合色」の現象を避ける。

背圧を適切に高めることで、製品表面の収縮と製品周囲の接着剤の流れを改善することができる。
溶融材料の温度を上昇させることができ、溶融材料の可塑化品質を向上させ、金型に充填する際に溶融材料の流動性を向上させ、製品の表面に冷たい接着剤の跡がない。

バレル内のガスを抜き、製品表面のガス花や気泡を減らすのがよい。スクリューの後退速度を遅くして、バレル内の溶融材料を完全に可塑化する;
製品表面の収縮を改善するために背圧を適切に増加させる(シーケンシャルバルブゲートのない金型や製品に適用)。

溶けたものを温め、溶けたものをより溶かしやすくし、溶けたものが型に入ったときに流れやすくすることができる。
結論
つまり、射出成形機の背圧を正しく調整することで、射出成形の品質と生産効率を向上させ、スクラップ率と生産コストを削減することができる。

そのため 射出成形 製造工程では、特定の状況に応じて調整し、最高の射出成形効果を達成するために最適な背圧調整方法を見つける必要があります。






