 コンテンツへスキップ
コンテンツへスキップ 

はじめに 成形工程、特に射出工程での加熱、射出、冷却の設備制御プロセスには多くの変数があります。例えば:バレル温度、油圧システム流量、油圧圧力、作動油温度、クランプ力、周囲温度、湿度、設備摩耗など。
生産工程では、射出成形機の工程パラメーターは変わっていないが、生産されるプラスチック製品の品質は変わる。では、どうすれば生産されるプラスチック製品の品質が変わらないようにできるのでしょうか?本稿は主にこの疑問に答え、射出成形工程を最適化する技術をまとめたものである。
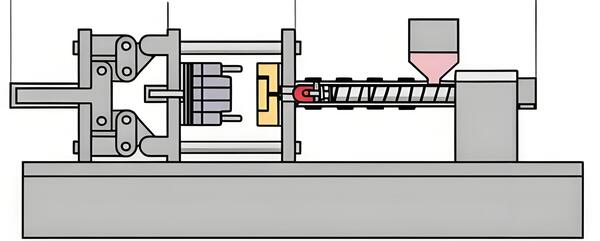
射出成形プロセスとは?
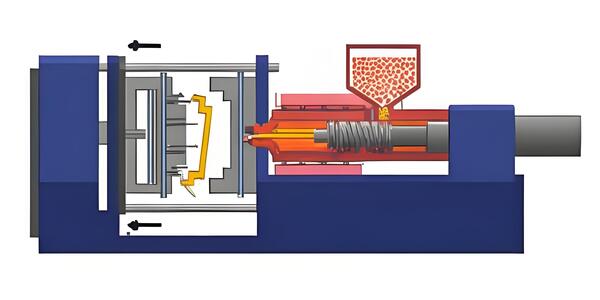
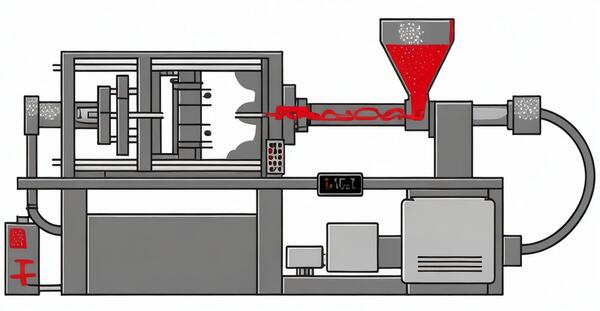
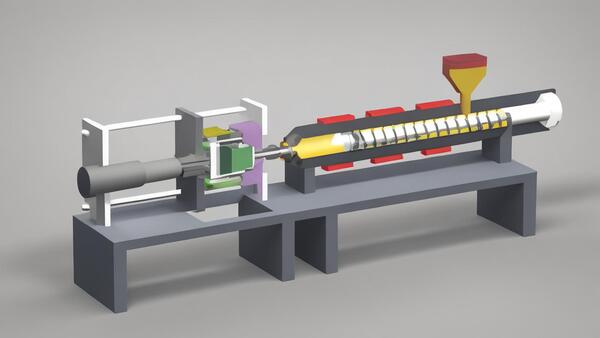
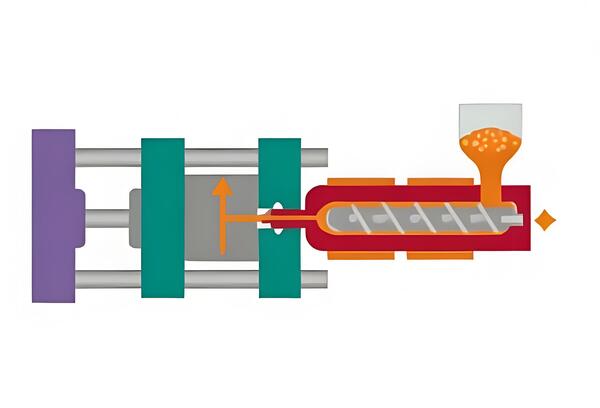
射出成形とは、溶融した原料を加圧、射出、冷却、分離することにより、一定の形状の半完成品を作る工程である。
射出成形パラメータの最適化
We always talk about optimizing the injection molding process, but what does that mean? What parameters do we need to improve to achieve the best optimization? Here are 10 key parameters that need to be adjusted in injection molding to produce consistent, high-quality plastic parts.
射出速度
プラスチックを注入する速度は、製品がどのように充填され、冷却されるかに影響します。注入速度が速すぎると、製品の表面が焦げたり、ゆがんだり、その他の品質上の問題が生じます。注入速度が遅すぎると、製品が最後まで充填されません。ですから、製品のサイズや素材、その他のことを考慮して、適切な射出速度を選ぶ必要があります。
シュート圧力
射出圧力とは、射出成形機が射出工程で溶融プラスチックに加える射出圧力のことです。射出圧力が高すぎると製品が変形する。射出圧力が低すぎると、製品の表面が荒れてしまいます。したがって、射出圧力を最適化し、製品の品質を確保するために適切な射出圧力範囲を見つける必要があります。
金型温度
金型の温度は、製品の冷却速度や収縮率に影響する。温度が高すぎると、製品は収縮しすぎる。温度が低すぎると、製品の表面に欠陥が生じます。ですから、材料の融点や製品の大きさなどに基づいて、金型に適した温度を見極める必要があります。

温度管理
プラスチックまたは溶融温度:プラスチックを均一に溶かすためには、プラスチックの温度を正確にコントロールすることが重要です。材料によって必要な温度は異なり、適切な温度範囲を維持することで、不完全な溶融や熱劣化などの問題を防ぐことができる。
金型温度:金型の温度管理は、部品の結晶化度、収縮率、サイクルタイムに影響します。金型を推奨温度に保つことで、樹脂が適切な機械的特性を持つようになります。

冷却時間
冷却時間とは、材料が注入・充填された後、部品が金型内に留まる時間のことです。反りがなく、均一に固まるように、適切に冷却する必要があります。また、パーツを作るのにかかる時間にも影響します。

プラスチック素材の選択
The type of plastic you use can have a big effect on how the injection molding process goes. Different plastics have different melting points, shrinkage rates, and flow properties. Picking the right plastic for what you’re trying to make is super important if you want your part to turn out the way you want it to.

スクリュー回転数と背圧
スクリューの回転速度:射出成形機のスクリューの回転速度は、材料全体のせん断力に影響する。スクリューの回転速度は、材料の種類と添加物の含有量に基づいて選択する必要があります。適切なスクリュー速度によって、スクリューの回転とスクリューの形状によってもたらされるせん断の適正量が保証されます。
背圧:スクリューに適切な背圧をかけることは、溶けたプラスチックを混ぜ合わせ、なじませるために重要です。また、泡立ちを止め、部品をより良いものにするのにも役立ちます。
射出成形機のキャリブレーション
射出成形機を正確なものにしたければ、定期的にキャリブレーションを行う必要がある。つまり、成形機の圧力、温度、タイミングの設定を調整する必要があります。

金型の設計とメンテナンス
適切なベント、ランナー、冷却チャンネルを備えた優れた金型設計は、最適化プロセスの大きな助けとなります。摩耗、腐食、損傷などの問題が部品の品質に影響しないようにするには、定期的な金型のメンテナンスが重要です。

監視・制御システム
CoPilot® のような高度な監視および制御システムを使用することで、リアルタイムでさまざまなことを追跡できます。これにより、問題を素早くキャッチし、素早く修正することができるため、射出成形の品質を向上させ続けることができます。
射出成形プロセスの最適化ステップ
粘度曲線
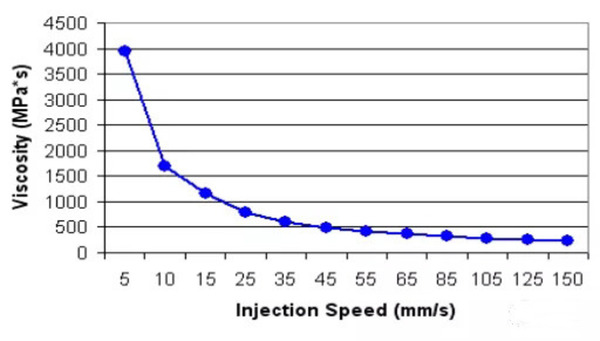
粘度曲線を作るのは、ちょっとしたことで溶融粘度が大きく変化しないような射出速度を選ぶためです。各金型間の差をできるだけ小さくして、毎回同じ良いパーツを作れるようにしたいのです。
粘度曲線を見ると、射出速度が55mm/sを超えると、溶融物の粘度がかなり安定していることがわかる。ですから、射出速度を65mm/sに設定すれば、安定した充填段階が得られます。パラメーター自体の小さな変化で、溶融物の粘度が大きく変化することはありません。
もちろん、ゲートハレーションを抑えるなど、この最適化された速度を使えない特殊なケースもある。この場合、もちろん見栄えが優先されるが、ゲートハレーションを抑えるためにゲートを通過する速度を低速からスタートし、その後、この最適化された速度まで素早く上昇させるといったように、この最適化された速度を射出曲線の基準として使うべきである。
フローバランステスト
この試験は、2個以上のキャビティがあるようなマルチキャビティ金型にのみ必要です。その目的は、異なる充填段階における各キャビティ間の最大偏差パーセンテージをチェックすることである。充填のアンバランスは、製品の品質要件によって許容できる場合と許容できない場合がある。この情報は、外観成形ウィンドウ(ステップ4)が完了した後に決定するのが最適です。
製品を手で持ってみて、成形窓が大きければ、製品の寸法が許容範囲内かどうかをチェックする。そうであれば、充填のアンバランスは問題ない。

成形窓が小さく、最初に充填されるキャビティにバリがあり、他のキャビティにはショートショットやヒケがある場合、充填のアンバランスがなぜ起こっているのかを調べる。
通常、充填が不均衡になる主な理由は4つある:ランナーサイズの違い、ゲートサイズの違い、排気サイズの違い、冷却の違い。しかし、この理由は、機械が始動したばかりの時にはほとんど影響しないことが多い。もう一つの状況は、特に8穴コールドランナー金型の場合、せん断によるアンバランスです。
圧力降下テスト
圧力降下試験は、充填中に異なるポイントでどれだけの圧力が失われるかを見るために行われる。これには通常、マシンノズル、垂直ランナー、メインランナー、セカンダリーランナー、ゲート、充填エンドが含まれます。
成形機の最大圧力を成形に使用しないでください。例えば、成形機の最大圧力が180Barの場合、充填に必要な最大圧力は180Barに達してはならない。もし届いてしまうと、スクリューが設定射出速度を達成するためにはもっと圧力が必要なのに、圧力制限のために届かないということになります。これを "圧力制限 "と呼ぶ。
通常、射出工程では機械の最大圧力の90%を超えないようにします。圧力降下曲線を見て、「圧力制限」領域に入っていたり、機械の圧力の90%を超えている場合は、圧力曲線の急な部分を見つけて、そこで圧力降下を減らすようにしてください。

例えば、右の写真では、ランナーを横切る圧力降下が非常に高いため、ランナーを通してプラスチックを押すのに、大きな力が必要です。ランナーの直径を大きくすれば、圧力を下げることができる。
アピアランス・モールディング・ウィンドウ
化粧品プロセスウィンドウは非常に重要な試験である。通常、この化粧品プロセスウィンドウは、充填圧力と材料温度(非晶質材料)、充填圧力と金型温度(結晶質材料)で構成されています。
化粧品のプロセスウィンドウは、許容可能なパーツを得ながら、プロセスを調整する余地がどの程度あるかを教えてくれる。理想的な状況は、プロセスウィンドウが大きいことです。プロセスウィンドウが小さいと、外観上の欠陥ができやすくなります。
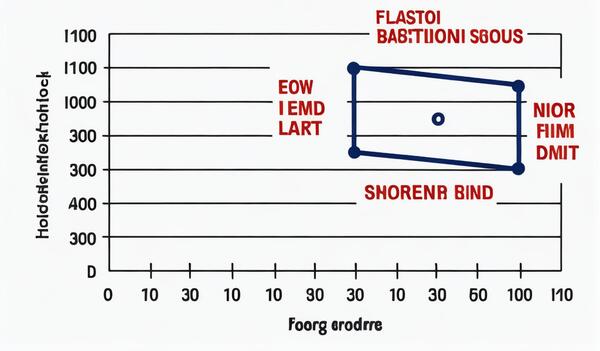
例えば、上の写真では、プロセスウィンドウが小さいと、プロセス自体が変動するため、ショートショットやフラッシュが発生しやすくなる。ロバストなプロセスとは、プロセスウィンドウを大きくして、プロセス自体の揺らぎを補正することです。
また、外観成形ウィンドウには、サイズ調整やDOEテストによるその後の金型トライアルで使用できる、材料温度/金型温度と保持圧力の上限と下限も表示されます。
ゲート凍結テスト
コールド・ランナー金型またはセミ・コールド・ランナー(ホットからコールド)の場合、金型間の再現性を確保するために、ゲートが完全に冷却されるまで保持圧力を継続する必要があります。
カーブが生成されたら、製品重量の上昇が止まってから時間を選びます。上の図では、7秒後に製品重量の上昇が止まっているので、安全のため、またプロセス自体の変動を考慮し、ホールドタイムを8秒に設定する。
この間、ゲートは凍結しているはずであり、コールドランナーだけが短時間保持され、製品はすでに冷却され始めているからである。したがって、同じサイクル時間を確保するためには、冷却時間から1秒を差し引く必要がある。
金型温度マップ
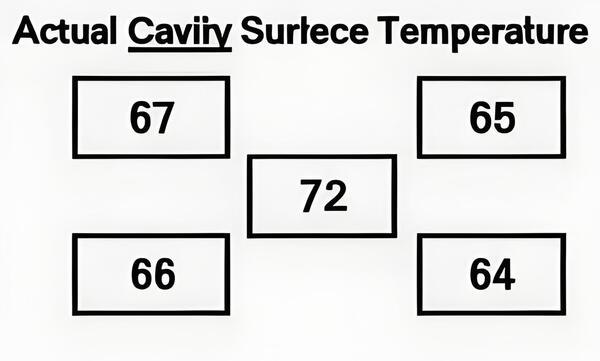
金型温度マップの目的は、製品が排出された後の金型表面の瞬間的な温度分布を記録することである。冷却水回路が機能しているかどうか、あるいは「ホットスポット」があるかどうかを確認するために使用できる。

また、この情報は後で問題を解決するために使用することができます。例えば、製品の大きさが一定でない場合、金型表面の温度が以前と同じかどうかを確認するために使用することができます。温度を測定するには、接触式高温計を使用する必要があります。
金型温度は、初めて機械を起動させたり停止させたりすると、徐々に上昇して安定した状態になります。そのため、金型温度が安定してから(少なくとも10回以上)金型温度を測定する必要があります。

上図は、さまざまな金型に使用できる5つの枠を示しています。例えば、4キャビティの金型をテストする場合、各キャビティの同じ場所の測定値を4つの角の枠に記録し、真ん中の枠は空にしておきます。キャビティが1つの金型をテストする場合は、5つすべてを使用して異なる測定スポットを表します。
射出成形プロセスを最適化するためのヒント
射出成形工程の「最適化」とはどういうことでしょうか?一般的には、工程の流れをよくよく見て、最も価値のある効果的な方法で工程目標を達成しているかどうかを確認する必要があるということです。ここでは、そのための5つのヒントをご紹介します。
製造サンプルによる品質管理
品質管理は、成形品の製造プロセス全体にとって重要な部分である。品質管理は多くの場合、製造後に行われる。しかし、サンプル部品の品質管理は異なります。サンプル部品は、成形品の最適化を追求する上で重要な役割を果たします。 射出成形 プロセスだ。
完全な生産テストと最適化のリスクを排除することができる。また、より制御された環境で、プロセスや機械の性能をよりよく理解することができます。
少量バッチを生産することで、部品の品質、ショット量、実際の樹脂バッチの溶融温度などをチェックし、プロセス全体がどのようになっているかを確認することができます。サンプルを作り、品質管理のチェックをしっかり行うことで得られる結果は、多くの場合、費やした時間と費用に見合うものです。
カビの検査と評価
成形プロセスを最適化するもう一つの方法は、使用する材料で金型をテストすることです。非常に多くの異なる樹脂や配合があるため、粘度、溶融温度、金型温度などのわずかな違いが積み重なって、成形工程に累積的な変動やばらつきが生じ、その結果、部品が廃棄されたり、工程が非効率になったりすることがある。

金型試験で重要なのは、ショートショット試験、充填率とパターン、圧力プロファイル評価などである。
金型と成形工程のテストと調整
金型試験とサンプル部品の品質管理から得られる有用な情報があれば、微調整を行うことができ、プロセスの最適化と効率化で大きな利益を得ることができます。

例えば、ショートショットの問題や充填時間が一定しない場合は、金型の設計やレイアウトを調整して、それらの問題に最適化することができます。金型温度が一定していなかったり、許容範囲外であったりする場合は、最適な加熱・冷却時間を得るように調整することができます。
プロセスパラメータと性能範囲
機械から金型、樹脂に至るまで、射出成形プロセスのあらゆる部品には許容できる性能範囲があります。テストから得られた実際の結果を使って、工程部品に小さな(あるいは大きな)変更を加えると、その結果が積み重なり、利益、結果、そして顧客に提供できる価値に大きな影響を与えるようになります。

与えられた実験計画法のプロセスを作成する、あるいはそれに従う
繰り返しが可能な工程は、良好な成形品率をもたらし、トラブルシューティングが容易で、工程がどのように機能するかについて可能な限り多くの知見を与えてくれます。射出成形プロセスを最適化するためのテストを行う際にも、繰り返し性は重要なポイントです。
その他、射出成形プロセスを最適化するためのヒントとしては、プラスチック温度を材料サプライヤーが推奨する範囲内に管理すること、できるだけ早く、できるだけ少ないセグメントで充填すること、充填と収縮を分離すること、充填終了時に製品の95~99%だけを充填することなどがある。

充填速度を適切に遅くしてプラスチック分子の配向を抑える;充填段階で十分な圧力を確保する;充填時間を記録して一定に保つ;充填終了時に収縮に切り替える;収縮の圧力と時間をコントロールする。
ゲートが閉まるまで圧力が維持されていることを確認する。冷却速度と時間を制御する。冷却水路に乱流があることを確認する。冷却水の入口温度と出口温度を制御する。自動調整制御技術を使用しない。

可塑化プロセスを、サイクルを上げずにできるだけ遅くする。背圧を細分化しない。材料特性が変化した場合、温度調整で補正するのではなく、主に充填速度の調整で補正する。
「実験的デザイン」とは、計画的、構造的、記録的な方法でテストを行うことを意味する。こうすることで、違反やその他の問題が見つかった場合、その原因を簡単に突き止めることができる。

結論
結論から言うと、射出成形は、速く、正確で、再現性のある一般的な加工方法である。しかし、常に問題がある。ほとんどすべての射出成形工場で、射出が不安定になるなどの問題があり、製品には必ず欠陥がある。

プラスチックはそれぞれ特性があり、加工設備も複雑であるため、射出成形は比較的複雑である。射出成形における原料、金型、工程パラメーターなどの要素を合理的に制御・調整することは、射出成形を行う上で非常に重要である。 射出成形 これは射出成形の生産を最適化する。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







