 コンテンツへスキップ
コンテンツへスキップ 

射出成形は多用途で効率的な製造プロセスであり、さまざまなプラスチック部品やコンポーネントを製造するのに適した方法となっている。しかし、射出成形以外にもいくつかの製造方法があるため、射出成形の利点と欠点を理解することが重要である。プラスチックは主要な工業材料であるため、現代世界の工業生産において重要な役割を果たしている。プラスチック成形には、さまざまな工程があるが 射出成形 が最も広く使われている。製造工程に関して言えば、射出成形には他とは異なるいくつかの特徴がある。
このブログ記事では、射出成形の詳細と、ブロー成形、押出成形、圧縮成形、熱成形、3D印刷など、成形のための他のいくつかの一般的な製造工程に対する優位性について説明します。
射出成形を理解する
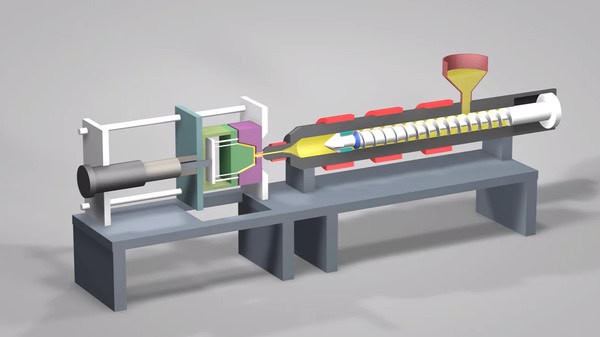
溶かした材料を金型のキャビティに注入し、そこで冷えて固まって目的の形状にする工程を射出成形と呼ぶ。ほとんどの場合、熱可塑性プラスチックで行われるが、金属や他の材料を使用することもできる。その工程は、原料をバレルに装填し、溶けるまで加熱し、溶けた材料を高圧で金型に射出することから始まる。
射出成形の最大の利点は、複雑で入り組んだ形状を高い精度で作り出せることだ。金型を使用することで、思い描くあらゆる形状を作り出すことができます。射出成形は、複雑なテクスチャー、アンダーカット、複雑な形状など、選択できるデザインの自由度が高い。
射出成形の利点
コスト効率
射出成形は、特に大量生産では安価だ。もちろん、最初の金型費用は3D印刷やCNC機械加工などの他の方法よりも高いが、数量が増えるにつれて、単位当たりのコストは雁字搦めのように下がっていく。その上、射出成形は迅速で自動化されたプロセスであり、その結果、人件費を削減することができる。

高い生産率
射出成形 は、本当に短時間で部品を作ることができるプロセスであるため、短時間で多くの部品を生産することができる。そのため、納期が迫り、注文が多い業界には最適です。射出成形は、3Dプリンティングのような、多くの部品を作る場合に時間がかかる方法よりもはるかに優れています。
デザインの柔軟性
このプロセスの最大の利点は、設計の柔軟性にある。どんな形、サイズ、特徴の金型でも作ることができるので、複雑な部品も簡単に作ることができます。射出成形では、さまざまなディテールを作成したり、異なる肉厚を使用したり、異なる質感を持たせたりすることができるため、デザインを現実にすることができます。

一貫性と品質
射出成形は、一貫性と品質の点で大量生産に適した技術です。どの成形品も隣の成形品とほとんど同じであるため、全工程で均一性が確立され、信頼性が保証されます。このような高いレベルの精度は、自動車産業や医療機器産業など、製品の品質を重視する分野にとって非常に重要です。
素材の多様性
射出成形のプロセスでは、さまざまな種類の材料を扱うため、さまざまな熱可塑性プラスチックを使用することができます。そのため、メーカーは強度、耐久性、耐薬品性、審美性など、用途の要件に最も適した材料を選択することができます。射出成形は、固体であることを特徴とするプラスチックプロセスの一つであり、汎用樹脂からエンジニアリンググレードのポリマーまで幅広い材料を提供しています。

後処理の軽減
射出成形部品は、美しい表面仕上げを得るために多くの仕上げを必要とする他の製造方法とは異なり、通常、二次的な作業はほとんど必要ありません。これは、時間と労力を省くだけでなく、他の加工段階で発生する可能性のある欠陥の可能性を削減します。射出成形では、成形工程が終わった直後から高品質な部品が作られるため、生産効率が上がり、同時にコストも下がる。

射出成形と他のプロセスの比較
射出成形とブロー成形の比較
射出成形とブロー成形の2つの方法は、プラスチック材料を成形するための主な技術であり、それぞれに異なる特徴と用途がある。
1.射出成形
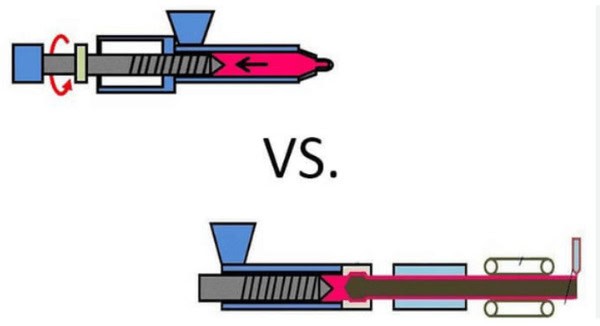
射出成形 は、熱可塑性樹脂のような液体材料を高圧下で金型キャビティに注入するプロセスである。材料は冷えて固まり、金型キャビティの形状になる。この方法は、複雑な形状、複雑な細部、高品質の表面を作る。

2.ブロー成形
ブロー成形は、中実の部品とは対照的に、中空の部品や容器を作る工程である。まず、パリソン(溶融プラスチックの中空チューブ)を押し出し、金型にはめ込みます。パリソンに空気を吹き込み、金型の空洞の形に合わせて膨らませます。冷却後、部品は金型から取り出される。

3.比較
部品の複雑さ: 射出成形は複雑な形状や特徴を持つ部品を作るのに適しており、ブロー成形は中空の形状や容器を作るのに適している。
生産量: 射出成形は、サイクルタイムが速く効率的であるため、大量生産に適している。
素材の選択: 射出成形は、エンジニアリンググレードの樹脂を含むさまざまな材料に対応できるが、ブロー成形は一部の熱可塑性プラスチックにしか対応できない。
金型費用: 射出成形は通常、初期金型費が高くつくが、大量生産では単価を低く抑えることができる。ブロー成形は通常、特定の形状の金型費が安いが、材料費が高くなる。
射出成形と押出成形の比較
射出成形と押出成形は、プラスチック製造業界で最もポピュラーな2つのプロセスである。どちらのプロセスも広く使用されており、それぞれの利点と用途があります。
1.射出成形
射出成形は、高い公差を持つ複雑な部品を作るために、製造業界で広く使用されているプロセスです。高温の液体を金型キャビティに注入し、そこで冷却固化して最終的な所望の形状を形成します。射出成形は、小~中ロットの生産に適しており、高い精度と再現性を提供します。

2.押出成形
押出成形とは、溶融プラスチックをダイスに通して、一定の断面を持つ連続的な形状に成形する工程である。押出成形の主な目的は、パイプ、チューブ、プロファイル、シート材を製造することである。押出成形は、大量の材料を高速で生産できる方法であり、長尺の連続材を生産するコスト効率の高い方法でもある。
3.比較
製品の複雑さ: について 射出成形プロセス は、より複雑な設計や入り組んだ細部を持つ部品を提供できるため、特徴やアンダーカットの多い部品に向いている。押し出し成形は、外形が連続していて、断面がずっと同じ形状の部品に向いています。
材料の使用: 射出成形は材料をより効率的に使うことができ、押し出し成形に比べて無駄が少ない。
生産スピード: 押し出し成形は一般的に、長い連続長を作るには射出成形よりも速いが、個々の部品を作るには射出成形ほど適していない。
金型費用: 射出成形の場合、金型が複雑になるため、通常、金型費用が高くなる。
射出成形と圧縮成形の比較
射出成形と圧縮成形は、熱硬化性材料と熱可塑性材料を成形するために使用される2つの方法であり、それぞれに利点と用途がある。
1.射出成形
射出成形は、毎回安定した品質の精密なプラスチック部品を作るための一般的な方法です。射出成形は、高温の材料を金型のキャビティに注入し、そこで冷却固化させて目的の形状に成形します。射出成形は大量生産に適しており、寸法精度も優れています。

2.圧縮成形
圧縮成形は、加熱した金型のキャビティにあらかじめ計量した量の材料を入れ、金型の形状になるまで高圧で圧縮する。この方法は、熱硬化性プラスチック、複合材料、ゴム材料の製造によく使われます。圧縮成形は、肉厚が均一で複雑な大型部品を製造するのに理想的な技術です。

3.比較
生産量: 射出成形は、スピードが速く、多くの人がいなくても機械が動くので、たくさんの部品を作るのに適しています。圧縮成形は、少数の部品や本当に大きな部品を作るのに適しています。圧縮成形は、少数の部品や本当に大きな部品を作るのに適しています。
素材の選択: 射出成形は、熱可塑性プラスチックやエンジニアリンググレードの樹脂など、より多くの種類のプラスチックを使用することができます。圧縮成形は、主に熱硬化性プラスチックや複合材料に使用されます。
金型費用: 射出成形は、金型を作ったり、すべての段取りをしなければならないので、始めるのにコストがかかります。射出成形は、金型を作ったり、すべての準備をしたりする必要があるため、スタート時のコストが高くなります。圧縮成形は、ものによっては適していますが、多くの部品を作る場合は、時間がかかり、効率も悪くなります。
射出成形と熱成形の比較
射出成形と熱成形はどちらもプラスチックを成形する方法だが、その方法や用途は異なる。

1.射出成形
射出成形は、常に高品質で複雑な部品を作るための多用途な方法です。金型のキャビティに液状の材料を注入します。材料は冷えて固まり、作りたい部品の形になります。 射出成形 はさまざまな材料を扱い、仕上げがよく公差の厳しい部品を作る。
2.熱成形
熱成形とは、熱可塑性プラスチックのシートを柔らかくなるまで熱し、金型に押し付けて好きな形にすることです。この方法は、トレイや包装、車の部品など、大きくて浅い部品をたくさん作るのに使います。熱成形は早くて安いですが、部品の複雑さや使用できる材料に制限があります。

3.比較
パート・コンプレックス: 射出成形は、より複雑な設計や複雑なディテールを可能にし、様々な特徴やアンダーカットのある部品に最適です。熱成形は、単純な形状の大きくて平らな部品や浅い部品に最適です。
素材の選択: 射出成形は材料の選択肢が多く、エンジニアリンググレードの樹脂を使用できるが、熱成形は熱可塑性材料に限られる。
生産量: 射出成形は、サイクルタイムが速く、工程が自動化されているため、大量生産に適しています。熱成形は、少量生産から中量生産、または大型部品の製造に適しています。
射出成形と3Dプリンティングの比較
プラスチック部品を作るには、射出成形と3Dプリント(積層造形とも呼ばれる)の2つの方法がある。それぞれに長所があり、最適な使い方があります。

1.射出成形
射出成形は、高精度で再現性のあるプラスチック部品を大量に作るための非常に効率的な方法です。液状のプラスチックを金型に流し込み、冷やして固め、金型を開いて部品を取り出します。射出成形は多くの材料でうまく機能し、サイクルタイムが速く、大量生産では部品あたりのコストが低くなります。

2.3Dプリンティング
アディティブ・マニュファクチャリングとしても知られる3Dプリンティングは、デジタル設計からレイヤーごとにパーツを造形します。迅速な試作やカスタマイズに最適で、複雑な形状や金型を必要としない部品も作ることができます。3Dプリンティングは、少量から中量、カスタムパーツ、迅速な設計変更に適しています。

3.比較
生産スピード: 射出成形は、大量生産にはより速く、より安い。3Dプリンティングは速度が遅く、単価が高いが、それでも試作や設計を素早く行うことができる。
パート・コンプレックス: 射出成形は、より複雑なデザインやより複雑な細部を作ることができるため、特徴やアンダーカットの多い部品に最適な方法です。3Dプリンティングは、余分な金型なしで複雑な形状やパーソナライズされた部品を作るのに最適です。
素材の選択: 射出成形では、熱可塑性プラスチックを溶かし、部品の形に成形します。射出成形の部品は、任意の温度や密度にすることができます。射出成形には、エンジニアリンググレードの樹脂や特殊ポリマーなど、より多くの材料オプションがあります。3Dプリンティングでは、材料の選択肢が限られています。
結論
プラスチック製品を作るにはさまざまな方法があるが、最もポピュラーなもののひとつが射出成形である。 射出成形 が広く使われているのは、多くの利点があるからだ。しかし、利用を決める前に、それについてもっと学ぶべきです。だからこそ、射出成形の長所と短所を天秤にかけ、自分の状況に応じて判断することが大切なのです。

結論として、射出成形は多くのプラスチック部品を作るための最も人気のあるプロセスですが、他のすべてのプロセスは、それぞれの利点と用途を持っています。これらの工程の良いところと悪いところを知って、部品を作るのに適した方法を選ぶことが大切です。何をするにしても、パーツを作る数、作る難しさ、どんな材料で作るか、作るのにどれくらいのコストがかかるかを考慮して、適切な方法を選ぶ必要がある。最小の費用で最大のパーツを作り、最大の収益を上げる方法を選びたい。







