 コンテンツへスキップ
コンテンツへスキップ 

はじめにプラスチック射出成形部品のベストプラクティスについて語るとき、どうしても避けて通れないことがあります。その最たるものが、射出抜き勾配の角度です。射出成形の設計は、すべて製造可能なように設計されています。そのため、プロセスのすべての段階について考えなければなりません。
金型内で正しく成形された部品であっても、金型から取り出そうとすると問題が発生することがあります。その結果、成形品に望ましくない欠陥が生じることがあります。ドラフトアングルは、このような問題の多くを回避するのに役立ちます。この記事では、プラスチック部品の構造設計のためのドラフトアングル設計の完全ガイドを提供します。
ドラフト角度の意味とは?
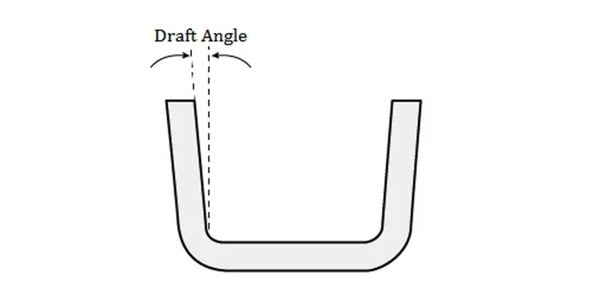
抜き勾配とは、その名の通り金型に設計された角度のことです。正確には、金型の排出方向と平行な金型面の抜き勾配のことで、抜き勾配とも呼ばれる。
誰がドラフトアングルをデザインするのか?
抜き勾配は最終的に金型に反映されるため、抜き勾配の設計者の間では、抜き勾配を構造エンジニアが設計するか、金型エンジニアが設計するかという論争が起こる。現在、これには2つの主流があります。構造エンジニアは、部品設計の段階ですべての面の抜き勾配を完璧にする必要があります(決定できない個々の構造を除き、金型エンジニアが評価する必要があります)。
構造エンジニアが製図を担当するのは外観面と主要な組立面だけで、その他の重要でない面は金型設計の段階に任せ、金型エンジニアが経験に基づいて製図する。

ドラフト角度の種類
抜き勾配は金型前面の抜き勾配と金型後面の抜き勾配に分けられる。これらは主にパーティング面によって区別される。パーティング面は、金型コアを前金型と後金型に分けます。
前金型の排出方向と平行な面に設計すべき抜き勾配を前金型面抜き勾配、その逆を後金型面抜き勾配という。また、金型にサイドコア抜き(ベベルトップとスライダー)がある場合は、ベベルトップ面ドラフト角、スライダー面ドラフト角といい、そのドラフト方向はスライダーの移動方向を基準とします。
ドラフト方向は、通常、ドラフト用パーティング面を基準にして、ドラフト後の大きい方の端がパーティング面に近づくようにします。
なぜドラフトアングルを設計する必要があるのか?
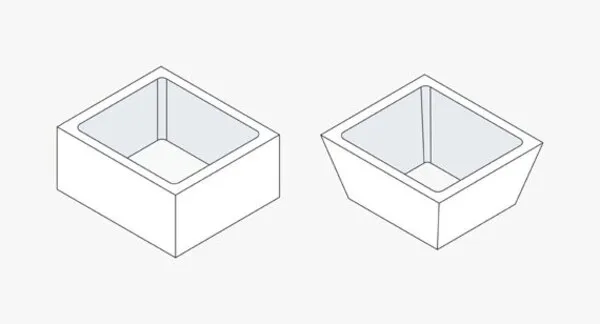
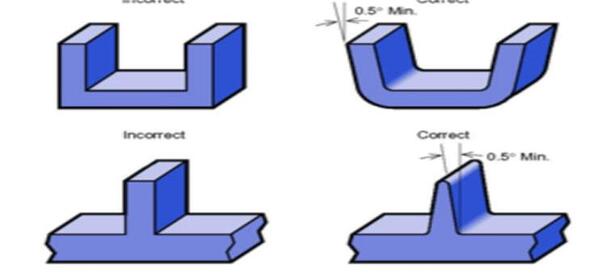
ドラフト角は設計上の特徴である。理論的には、造形上必要なければ、製品構造に抜き勾配を設計する必要はない。しかし、射出成形のような成形プロセスの制約上、プラスチック製品は成形後、冷却して金型から取り出す必要がある。抜き勾配が設計されていないと、プラスチック部品は金型から取り出しにくくなる。
積み重ねられたプラスチックのスツールを切り離すのが難しい状況に遭遇したことがあるはずだ。それはすでに傾斜が設計されたスツールであり、抜き勾配のないプラスチック部品を金型から取り出す必要があることは言うまでもない。

なぜ抜き勾配がないと金型からプラスチック部品を取り出すのが難しいのか?
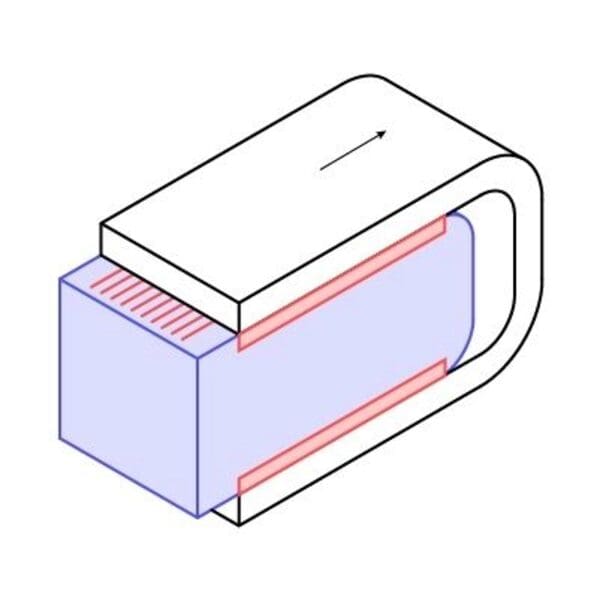
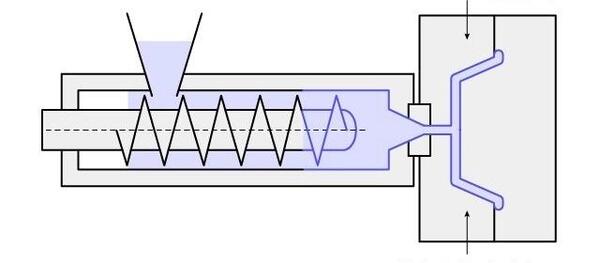
射出成形では、溶融した樹脂が密閉された金型に流れ込み、前金型と後金型の間に形成されたキャビティに充填される。熱可塑性プラスチックは冷却すると収縮するため、プラスチックは金型コアに向かって収縮する傾向がある。収縮したプラスチック部品は金型コアに強固に吸着する。また、一部のプラスチックは金型のキャビティ壁面から引き離されることがありますが(ミクロレベル)、ほとんどのプラスチックはキャビティ壁面に接触したままです。
金型が開くと、プラスチック部品の外面がキャビティ壁面に接触しても、プラスチック部品の内面がコアに接触しても、プラスチック部品は金型から出るときと反対方向の摩擦抵抗(静止摩擦)を受ける。摩擦の式:f=μ×Fnから、摩擦力の大きさは接触面の粗さ(μ)と収縮応力(Fn)に関係し、収縮応力(Fn)は抜き勾配に関係することがわかる。

ドラフト角度を設計した後、f=μ×Fn×cosαとすると、ドラフト角度αが大きくなるにつれて排出方向の摩擦力fは小さくなる。一般に、ドラフト角はあまり大きくない。明らかに、ドラフト角は静止摩擦を減少させるために制限される。
抜き勾配の主な機能は、プラスチック部品が金型から分離されると、分離して金型と接触しなくなり、摩擦がなくなることです。抜き勾配の設計がなければ、プラスチック部品は金型から分離された後、滑り摩擦に変わります。

同時に、高光沢の外観表面の場合、前金型のキャビティも真空状態になることがあり、真空吸引によってプラスチック部品が前金型から完全に分離することが難しくなる。最悪の結果は、前金型が動かなくなり、プラスチック部品の後金型の構造が引っ張られて変形することである。
ドラフトアングルの利点
抜き勾配によって利害が対立することもある。射出成形メーカーにとっては、成形に重点を置き、より大きな抜き勾配を求めますが、金型加工メーカーにとっては、すべてのキャビティ面とコア面の角度を加工することは困難です。
本来、単純な形状であれば、単純な加工設備で済み、加工コストも抑えられるが、脱型後はCNC加工や放電加工が必要になる。製品設計者にとっては、抜き勾配は部品設計を複雑にする可能性があり、抜き勾配のために外観形状も変化する。
しかし、どちらの立場であっても、成形部品が必要な品質基準を満たしていることを確認することが重要です。それが重要です。抜き勾配がないと、射出成形に問題が生じる可能性が高くなります。その結果、生産コストとリードタイムが不必要に増加する可能性があります。金型から部品を取り出す利便性に加えて、抜き勾配をつけることの利点は他にもあります。
射出時の摩擦による部品表面の損傷を防ぐ、他の表面テクスチャーや仕上げの均一性と完全性を確保する、滑らかでない射出による部品の変形を最小限に抑える、成形部品の摩耗や金型を損傷する可能性を減らす、複雑な射出設定の必要性を排除または削減することにより、全体的な冷却時間を短縮する、全体的な生産コストを直接的および間接的に削減する。
ドラフトアングル設計の原則
射出条件の確保
金型が開くと、プラスチック部品が金型から排出されるのを助けるために、プラスチック部品は後方の金型の側面にとどまる必要がある。これは2つのステップで行う必要がある:まず、プラスチック部品の外面を前金型のキャビティ壁から離す。このステップでは、一般的に金型には分離を助ける余分なものがないので、プラスチック部品の外面とキャビティ壁の間の摩擦はできるだけ小さくなります。
次に、プラスチック部品の内面を後型のコア壁から分離する。このステップでは、金型には一般に、エジェクターピン、傾斜エジェクター、プッシュプレートなど、分離を助ける余計なものが付いている。プラスチック部品の内面とコアとの間の摩擦は、プラスチック部品の外面とキャビティ壁との間の摩擦よりもある程度大きくなければならないので、金型を開いたときにプラスチック部品は後金型側にとどまります。

以上からわかるように、プラスチックは金型コアに向かって収縮する性質があるため(すなわち収縮応力が大きいため)、粗さと抜き勾配が一定の場合、プラスチック部品内面とコアとの間の摩擦は、プラスチック部品外面とキャビティ壁面との間の摩擦よりも大きくなる。
同時に、金型の射出機構は通常後金型側にある。つまり、プラスチック部品の複雑な面は後金型で設計し、比較的単純な面(外観面)は前金型で設計します。
しかし例外もある。例えば、パーツの内側が外側で、エジェクターマークがつけられないことがある。その場合、前金型にコアを入れ、後金型にキャビティを入れます。前金型が固着しないようにするには、前金型にこのようなエジェクター・ヘルパーが必要です。

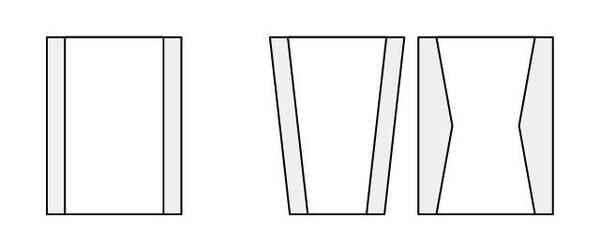
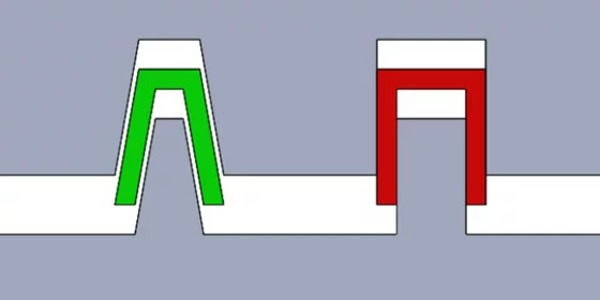
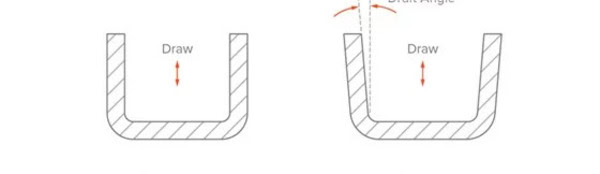
下図のパーツのように、上から下まで同じように見えて、外観面がはっきりしないものもある。このような部品では、前後の金型をすぐに決めることはできません。このような部品では、要求がなければ、前型と後型はどこに配置してもよい。前金型が固着しないようにするため。

金型設計の際、後型の抜き勾配をできるだけ小さく、前型の抜き勾配をできるだけ大きくすれば(製品サイズの許容範囲内)、型開き後も部品は可動金型内に留まることができ、前型にエジェクタ補助機構が発生するのを避けることができる。
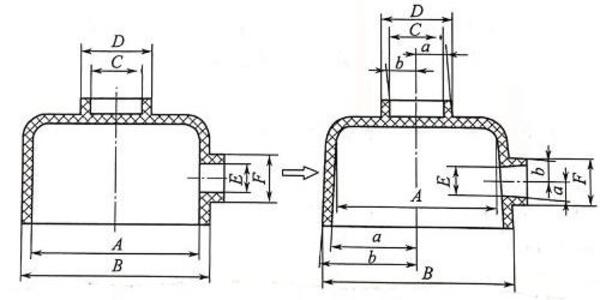
調整スペースがある下の構造では、芯の接着位置を本来の前後金型の半分から、前金型の1/3、後金型の2/3に変更することで、前金型への固着のリスクを減らすことができる。

ドラフト角度の設計
ドラフト角度の範囲には統一された基準がなく、摩擦の数学的モデルの確立が難しく、射出成形のパラメータの違いも最終的な結果に影響するため、理論的な計算は非常に困難です。シミュレーション計算で参考値を求めることもできますが、時間と手間がかかります。
一般的に、金型工場にはそれを行う体力も時間もない。それよりも経験に基づいている。構造エンジニアとしては、この知識を理解しておくことで、構造設計の段階で特定の重要な構造について抜き勾配を考慮することができ、その後の金型エンジニアによるフィードバックの修正回数を減らし、不必要なトラブルを避けることができます。
ドラフト角度の決定要因
成形材料の特性
硬質プラスチックは軟質プラスチックよりも抜き勾配が大きく、軟質プラスチックにはアンダーカットがあることさえある。
収縮率
収縮率の大きいプラスチックはコアにかかるクランプ力が大きいので、収縮率の大きいプラスチックは収縮率の小さいプラスチックよりも抜き勾配が大きくなるはずである。
摩擦係数
PAやPOMのような摩擦係数の低い素材の場合、抜き勾配は他の一般的なプラスチックよりも小さくなることがあります。製品表面の摩擦係数が大きいほど、ドラフト角は大きくなる。例えば、太陽のようなテクスチャーの表面には、大きな抜き勾配が必要です。
壁厚
肉厚が厚くなると、樹脂が芯を包む力が大きくなり、抜き勾配も大きくなる。
幾何学的形状
複雑な形状のプラスチック部品や成形穴の数が多い部品では、抜き勾配を大きくする必要があり、そうでなければ、より多くのエジェクタを配置する必要があります。また、エジェクタの配置は、射出力の不均一が部品の反りや変形の原因とならないように、左右対称で均一である必要があります。
透明部品
光学的要求のある部品の抜き勾配は大きくなければならない。
ドラフト角度の特定範囲
ドラフト角とドラフト面高さの幾何学的関係は以下の通り:tanθ=X/H;
ここで、θは抜き勾配、Hは抜き勾配面の高さ、Xは減肉量(または傾斜偏差)である。
理論的には、抜き勾配が大きいほど、特に高さ(深さ)が高く面積が大きい抜き勾配面ほど脱型しやすくなります。これは、コアやキャビティに対するこの面のクランプ力が大きくなり、射出成形機の射出力が変わらない場合に脱型しやすくするためには、傾斜を大きく設計しなければならないからである。

しかし、上記の幾何学的関係によれば、Hが一定の場合、θが大きいほどXは大きくなる。
外観面は、Xが大きくなればなるほど、IDの意図から逸脱するほど外観面が変化し、外観サイズの偏差が大きくなる。従って、IDが許すのであれば、外観面のドラフトは大きい方が良い。IDが許さない場合
高光沢の表面の場合、ドラフト角度≥1°は、傷のリスクを防ぐために、可能な限り大きな値を取るようにしてください;

テクスチャーを施した表面の場合、抜き勾配は少なくとも3°必要です(テクスチャーの種類と深さにもよりますが、通常、深さ0.001mmにつき1~1.5°の抜き勾配が必要ですが、テクスチャー会社から提供される抜き勾配のデータを目安にしてください)。
骨の表面に関しては、Xが大きくなると骨の上幅Cが小さくなり、射出成形が難しくなります。ですから、骨はできるだけ短く設計し、抜き勾配の角度は大きくてもかまいません。避けることができない場合は、少なくともXの値が一般的に≥0.2であり、トップ幅Cが0.6を下回らないようにしてください;

スクリューコラムについて言えば、スクリューコラムの内孔は寸法精度が要求される一種の構造的特徴である。このような構造上の特徴の場合、公差範囲を確保するために、抜き勾配は非常に小さいか、あるいは抜き勾配がなくてもよい。このような金型構造には、非常に小さな粗さ、あるいは研磨が必要であり、エジェクターピンの近くには合理的な設計が必要である。
スリーブエジェクターの場合、ネジ穴の下書きは不要です。通常のエジェクターの場合は、ネジ穴を下書きする必要があります。ネジ穴の高さはあまり高くせず、角度は0.5°~1.0°とする。抜き勾配はスクリューの噛み合い深さLの半分にする。穴の上部を大きく、下部を小さくしてはいけません。そうすると、ねじが上部でゆるみ、下部できつくなり、応力が大きくなるからです。

その他の内面については、ドラフト角は1°を中央値とする。具体的な数値は、抜き勾配面の高さや粗さに応じて決定する必要がある。同時に、成形不良を避けるため、抜き勾配後の糊厚の変化にも注意する。
結論
ドラフトアングルについて話すつもりはない。ドラフトアングルについてお話しするのは、それが重要だからです。ドラフトアングルが重要なのは、パーツを作りやすくし、より良いパーツを作るためです。ドラフトアングルをつけないと、不合格になる部品がたくさん出てきます。
また、金型に損傷を与えることもある。射出成形のベストプラクティスを常に意識することがベストである。そのひとつが、射出成形に抜き勾配を取り入れることである。
射出成形業界では、私たちは射出成形の専門家であり、お客様と専門知識を共有する準備ができています。当社のエンジニアは射出成形のベストプラクティスを深く理解し、当社のサービスに取り入れています。当社のエンジニアは、お客様の設計を十分に評価し、ご提案いたします。お客様の部品設計から最良の結果が得られるよう、DfMを提供いたします。
射出成形を含む幅広い製造サービスを提供しています。ドラフト角度がお客様のニーズに十分かどうかわからない場合は、設計のご相談を承ります。また、お客様の部品が成形可能かどうかを確認するために、一般的な部品検査も行っております。これらのサービスはすべて競争力のある価格で提供されます。







