 コンテンツへスキップ
コンテンツへスキップ 

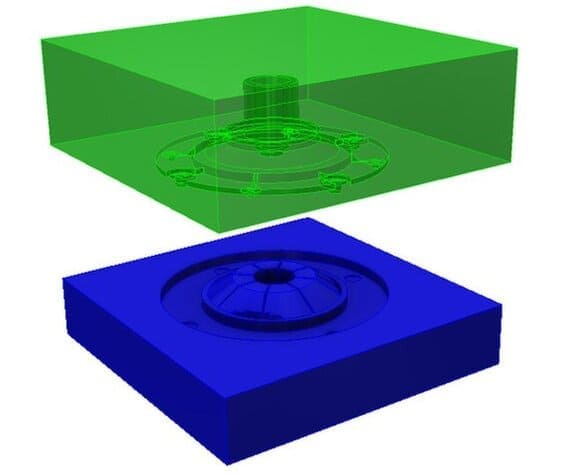
コアとキャビティは金型の2つの部分であり、高温の溶融プラスチック材料がコアとキャビティに注入される。 コアとキャビティの隙間は、高温の溶融材料で満たされる。 射出成形 その後、最終的な形状に固められる。
コアとキャビティの金型設計は、製品を適切に成形するために非常に重要である。コアは金型の盛り上がった部分であり、キャビティは金型の凹んだ部分である。
典型的なキャビティとコア プラスチック射出成形 射出成形金型の成形機は、金型の成形部品であり、成形品の形状に重要な役割を果たす。
複雑な鋳型の場合、キャビティや中子をインサートする、つまりキャビティや中子から一部を取り除いてインサート構造を形成することが多いが、これはキャビティや中子の分解と同様である。

射出成形におけるコアとキャビティに関する他の言葉
雄型、すなわち後型は上凸型(通常はエジェクターピン付きの金型コアプレート)とも呼ばれ、雌型、すなわち前型は凹型とも呼ばれる。
セット 射出成形金型 は上型と下型に分けられ、金型の取り付け方によって、上型が凸型のものを凸型、下型が凹型のものを凹型と呼ぶものもある。
上型が凹型で下型が凹型のものを凸型、上型が凹型で下型が凸型のものを凸型と呼ぶ。
とにかく、凸型は凸型シャット、凹型は凹型シャットと呼ばれる。

金型のコアとキャビティの見分け方
形によって区別する
金型は、製造する部品の種類に応じて、2プレート金型または3プレート金型として設計される。2プレート金型は光照射に1日、3プレート金型は2日を要する。
金型の凹と凸の形状を直接観察する。一般的に、凹の形状はキャビティ(エジェクターピンがない)であり、一般的に凸の形状はコア(エジェクタープレートピンがある)である。
のキャビティとコア 射出成形金型 は一般に凹型と凸型と呼ばれ、中子とキャビティは固定半型と動半型にある。
つまり、キャビティとコアは固定金型に、キャビティプレートとコアはダイナミック金型に、ダイナミック金型のコアはダイナミックモデルのコアに、固定金型のコアは固定モデルのコアにすることができる。
区別するための構造の構成に従って
キャビティは、プラスチック成形品の外表面の作業部分であり、その構造によって、一体型と複合型に分けられる。
キャビティとコアは金型の製品形成部分であり、キャビティとコアはそれぞれAプレートとBプレートに固定され、金型が閉じられた後、コアとキャビティの中間の部分が製品に注入される。

金型キャビティとコアの種類
金型キャビティと中子は、その構造によって一体型と複合型に分けられる。
インテグラルタイプ
このタイプのキャビティは、ストレートプル金型のような金属材料全体で作られています。構造が簡単で、強度が高く、剛性が高く、変形しにくく、プラスチック部品に縫い目の跡が残らないという特徴がある。
コンビネーション・タイプ
プラスチック部品の形状がより複雑な場合、加工性を向上させ、熱処理による変形を抑え、品質鋼を節約するために、複合型キャビティがよく使用される。複合キャビティには、より多くの構造形式があります。
大型で複雑な金型では、4つの側壁と底を加工し、熱処理、研削、研磨し、金型スリーブに押し込み、4つの壁をラッチの形で接続し、内部の継ぎ目をタイトにします。

接合部の外側は0.3~0.4mmの隙間を残し、コーナー半径Rの埋め込み部分の四隅は、モールドスリーブのコーナーの半径よりも大きくする。
埋め込まれた全体は、一般的にマルチキャビティ金型やプラスチックギアなどの形状より複雑なプラスチック部品に使用され、全体のインサートは、一般的に冷間押出成形、電鋳または機械的加工、および処理の他の方法で使用され、その後、埋め込まれた、それは処理しやすいだけでなく、高品質の鋼を保存することができます。

射出成形金型のキャビティとコアのサイズ計算
キャビティサイズの計算
のキャビティサイズの計算 射出成形金型この場合、公差の大きさによる消耗を考慮し、負の値をとる。
キャビティサイズの計算では、プラスチック収縮率の選択はしばしば非常に正確に選択することは容易ではありません、サイズは非常に多くの余裕を残して、小さく選択する必要があります、または大きな金型がスクラップされます。
a = (a1 + a1q - 0.75z) + k
A...キャビティサイズ(ビッグエンド)
A1 - 対応する部品の上限サイズ
Q - 収縮率
Z - 部品の公差
K - 成形部品

コアサイズの計算
コアサイズの計算では、使用や摩耗によりサイズが小さくなることを考慮し、公差を正の値とする。
コアサイズの計算では、修正するために、縮小のためのマージンを残して大きめのサイズを選択すべきである。
b=(b1+b1q+0.75z)-k
B - コアサイズ(小端)
B1 - 対応する部品の下限サイズ
Q - 収縮率
Z - 部品の公差
K - 成形部品
射出成形金型のキャビティとコアの深さ寸法の計算
キャビティの深さ寸法の計算
キャビティの深さの計算では、金型の深さを調整するために、深さを深くする余地を残して、サイズを小さく選択する必要があります。
c = (c1 + c1q - 0.75z) + k
C - キャビティの深さの実際のサイズ
C1 - 対応する部品の上限サイズ
Q - 収縮率
Z - 部品の公差
K - 成形部品
コアの高さの計算
芯の高さを計算する場合、芯の長さを調整するために短くする余地を考慮して、大きめのサイズを選ぶべきである。
d=(d1+d1q+0.75z)-k
D - コアの高さの実際のサイズ
D1 - 対応する部品の下限サイズ。
Q - 収縮率
Z - 部品の公差
K - 成形部品

金型キャビティとコアスチールの選択
の種類による。 プラスチック射出成形経済性と金型の製造条件と加工方法を考慮しながら、異なる種類の鋼を選択するために、製品の形状、寸法精度、製品の外観品質と使用要件、数量、考慮切断、研磨、溶接、エッチング、変形、耐摩耗性、プラスチック材料の他の特性を取る。
透明プラスチック成形用金型
キャビティとコアは、718(P20+Niクラス)、NAK80(P21クラス)、S136(420クラス)、H13クラス鋼などの高級輸入金型鋼の高い鏡面研磨性能を選択する必要があります。
硬度は一般にHB160-200である。S136の硬度は一般的にHRC40-50で、H13の硬度は一般的にHRC45-55である(特定の等級に応じて決定することができる)。
製品外観品質要求のためのピール
金型の寿命が長く、大量生産が可能で、金型の空洞と部品は金型鋼の選択によって以下のようになる。
a) キャビティは、718(P20+Niクラス)、NAK80(P21クラス)など、鏡面研磨性能の高い高級輸入鋼を使用する必要があり、プリハードン状態であり、熱処理は不要である。
b) 中子は、618、738、2738、638、718などの低級輸入P20またはP20+Ni鋼を使用することができ、すべて硬化前の状態である。生産量の少ない金型には、国産プラスチック金型用鋼またはS50C、S55Cなどの輸入高級炭素鋼を使用することもできる。

一般的な金型の製品品質要件の外観について
鋳型のキャビティと鋳型鋼の部品は次のように選択される。
a) 小型で精密な金型キャビティと中子は、中級グレードの輸入P20またはP20 + Niタイプ鋼で使用される。
b) 中型および大型金型 射出成形プラスチック 鋼材に特別な要求がなく、空洞は低級輸入P20またはP20+Ni級鋼を選ぶことができ、コアは低級輸入P20級鋼または輸入高級炭素鋼S50C、S55Cなどを選ぶことができ、国内のプラスチック金型鋼を選ぶこともできる。
c) エッチングされたキャビティでは、梨地パターンをエッチングする場合、P20+Niクラス2738(738)グレードの使用を避けるよう努めること。







