 Skip to content
Skip to content 

– Injection molding delivers consistent, high-precision parts at per-unit costs that drop dramatically with volume—often below $0.10 for commodity parts at 100,000+ units.
– The process supports over 25,000 engineering thermoplastic1 and thermoset materials, enabling precise tuning of mechanical, thermal, and chemical properties.
– Cycle times2 times of 10–120 seconds per shot allow production rates that no other plastic manufacturing process can match at scale.
– Design freedom in injection molding allows complex geometries—undercuts, internal threads, multi-material overmolding—that would be impossible or prohibitively expensive to machine.
– Waste is minimal: modern injection molding systems recycle sprues and runners, and hot-runner systems eliminate cold-runner waste entirely.
What Makes Injection Molding the Most Widely Used Plastic Manufacturing Process?
Injection molding is the most widely used plastic manufacturing process because it combines high production speed, excellent dimensional repeatability, and broad material compatibility in a single, highly automated process. No other technique can produce millions of identical plastic parts with tolerances of ±0.05 mm at a per-unit cost below $0.10 for commodity materials. In our factory, we run injection molding machines 24 hours a day across multiple product lines—it’s not a choice we made lightly; it’s simply the most economically rational way to manufacture plastic parts at any meaningful volume.
The global injection molding market was valued at approximately $326 billion in 2023 and is projected to reach $430 billion by 2030—growth driven not by novelty, but by the irreplaceable combination of capabilities the process provides. Here’s an overview of those capabilities:
| Benefit | What It Means in Practice | Typical Performance |
|---|---|---|
| High Production Speed | Fast cycle times enable mass production | 10–120 sec/shot |
| Dimensional Precision | Tight tolerances on complex parts | ±0.05–0.1 mm typical |
| Low Per-Unit Cost | Tooling cost amortizes over large runs | $0.01–$2.00 at volume |
| Material Versatility | Thousands of resins available | Thermoplastics, thermosets, elastomers |
| Design Complexity | Complex geometry in a single operation | Undercuts, threads, ribs, bosses |
| Automation | Minimal labor per part | 1 operator per 3–6 machines |
| Low Material Waste | Near-net-shape process, recyclable runners | <3% waste with hot runners |
How Does Injection Molding Achieve Such Low Per-Unit Costs?
Injection molding achieves low per-unit costs through a combination of fast cycle times, multi-cavity tooling, and high automation. The tooling (mold) is expensive—$5,000 to $100,000+—but once built, it can produce hundreds of thousands or millions of parts with minimal variable cost per cycle. A 4-cavity mold running a 20-second cycle produces 12 parts per minute, or over 700 parts per hour. Across a three-shift, 5-day production week, that’s more than 84,000 parts from a single machine. At that throughput, tooling cost becomes negligible compared to material and machine time.

“Injection molding is always more expensive than 3D printing for plastic parts.”False
For volumes above 1,000–5,000 parts, injection molding’s per-unit cost is typically 10–100× lower than 3D printing. A simple PP part that costs $0.50–$2.00 to 3D print might cost $0.05–$0.15 injection molded at 10,000-unit volume once tooling is amortized.
“Multi-cavity injection molds can multiply output without multiplying machine costs.”True
A 16-cavity mold produces 16 parts per cycle on the same machine that would produce 1 part with a single-cavity tool. At a 30-second cycle time, a 16-cavity mold yields 1,920 parts per hour vs. 120 parts per hour—a 16× throughput increase with no additional machine or labor cost per unit.
Why Is Dimensional Consistency a Key Benefit of Injection Molding?
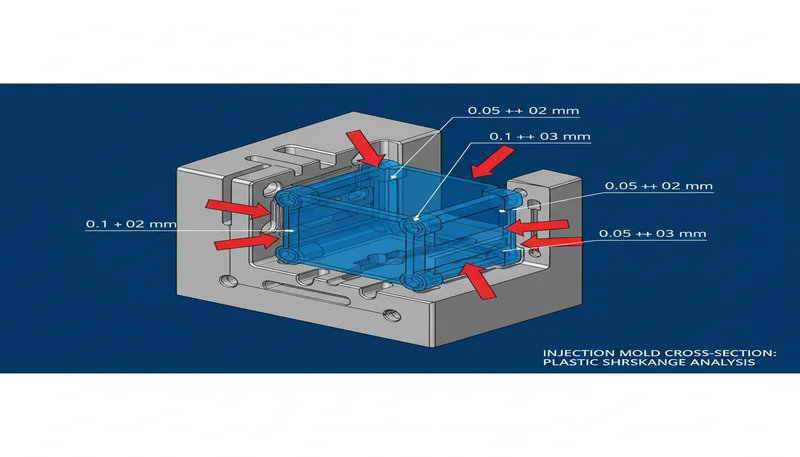
Dimensional consistency is a key benefit of injection molding because the process uses rigid, precision-machined steel or aluminum molds that impart the same geometry to every part, cycle after cycle, for tens or hundreds of thousands of cycles. Once process parameters—injection speed3, melt temperature, holding pressure, and cooling time—are optimized and locked, part-to-part variation is extremely low. In our factory, we routinely hold tolerances of ±0.05 mm on critical dimensions for automotive and medical parts, with Cpk values consistently above 1.67 for our most critical features.
This consistency matters enormously in assembly-intensive products. If you’re assembling a 10-component plastic housing where each component interfaces with others, dimensional drift in one part cascades into assembly failures. Injection molding’s dimensional precision4 eliminates this risk at scale in a way that thermoforming, blow molding, or rotational molding cannot match.
What Design Advantages Does Injection Molding Provide?
Injection molding provides significant design advantages including the ability to produce complex three-dimensional geometries—undercuts, internal channels, living hinges, overmolded soft-grip surfaces, integrated threads, and snap-fit features—in a single production step. Features that would require multiple machining operations, assembly steps, or secondary processes in other manufacturing methods can often be incorporated directly into the mold. We regularly design parts with 12–20 distinct geometric features that emerge from the mold complete and ready for assembly with zero post-processing.

Surface finish options are also extensive. Mold texture can be applied to create everything from mirror-polished optical surfaces (SPI A-1, Ra < 0.012 μm) to rough grip textures (EDM patterns, SPI D-3). Color can be incorporated directly into the resin formulation, eliminating painting as a separate operation. These design freedoms combine to make injection molding the dominant process for consumer products, medical devices, automotive components, and electronics housings worldwide.
“Injection molding is only suitable for simple part geometries.”False
Injection molding supports highly complex geometries including undercuts (via side-actions and lifters), internal threads, conformal channels, and multi-material overmolding. Parts with 20+ geometric features are routinely produced in a single shot with no post-processing.
“Injection molding can integrate color, texture, and functional features into a part in a single cycle.”True
By incorporating pigmented resin, textured mold surfaces, and complex geometric features into the tool design, injection molding produces finished parts requiring no painting, texturing, or post-machining. This reduces assembly labor and eliminates the cost and quality risk of secondary operations.
How Does Injection Molding’s Material Versatility Benefit Manufacturers?
Injection molding’s material versatility benefits manufacturers by allowing them to select from thousands of thermoplastic, thermoset, and elastomeric formulations to precisely match the mechanical, thermal, chemical, and optical requirements of each application. From transparent optical-grade PMMA with light transmission above 92%, to glass-filled nylon 66 with tensile strength exceeding 180 MPa, to flexible TPU with elongation at break above 400%—virtually every plastic material profile has an injection-moldable formulation. In our facility, we work with over 40 different base resins, modified with fillers, reinforcements, flame retardants, UV stabilizers, and colorants to create application-specific blends.

What Are the Environmental Benefits of Modern Injection Molding?
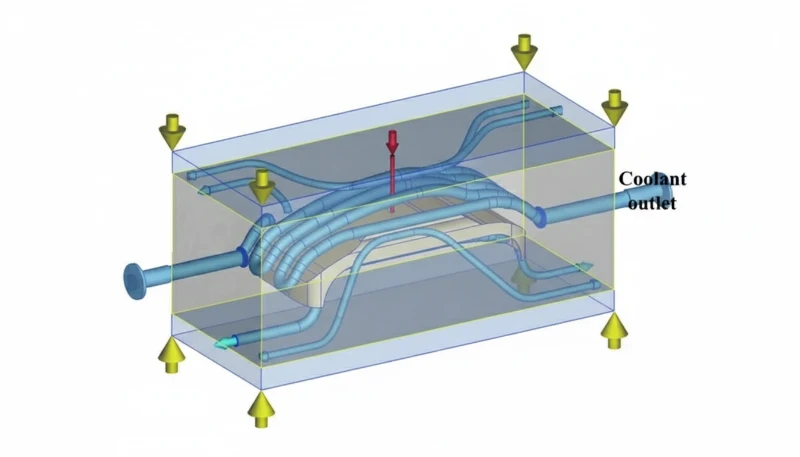
Modern injection molding is more environmentally responsible than many alternatives. Hot-runner systems eliminate cold-runner waste entirely, meaning 100% of the material injected becomes finished parts. Electric injection molding machines consume 40–70% less energy than equivalent hydraulic machines by eliminating constant hydraulic pump operation. Closed-loop cooling systems minimize water usage, and regrind programs allow sprues and runners in cold-runner systems to be recycled back into the process at rates of 10–30% without significant property degradation for most commodity resins.
FAQ

What is the main benefit of injection molding over other plastic processes?
The main benefit is the combination of high production speed and low per-unit cost at scale. Injection molding can produce complex parts in 10–60 seconds with tolerances of ±0.05 mm, and per-unit costs below $0.10 for commodity parts at volumes above 100,000 units. No competing process matches all three criteria simultaneously.
What volume is injection molding most cost-effective for?
Injection molding becomes cost-competitive with alternatives (3D printing, CNC machining) at approximately 1,000–5,000 parts depending on part complexity and material. At 10,000+ parts, it is almost always the most economical option. At 100,000+ parts, no other process approaches its per-unit economics.
Can injection molding produce parts with tight tolerances?
Yes. Standard injection molding achieves tolerances of ±0.1–0.2 mm; precision injection molding with optimized process parameters and controlled tooling achieves ±0.02–0.05 mm. For critical dimensions, statistical process control (SPC) is used to maintain consistent part quality across long production runs.

How fast is injection molding compared to other processes?
A typical injection molding cycle is 10–120 seconds. A 4-cavity mold with a 30-second cycle produces 480 parts per hour. 3D printing the same part might take 30 minutes to 2 hours per part. CNC machining from solid stock would take even longer. At production scale, injection molding’s speed advantage is enormous.
Is injection molding suitable for small parts?
Yes. Injection molding is particularly well-suited to small, high-precision parts. Micro-injection molding machines produce parts weighing as little as 0.001 grams with features measured in microns. Medical, electronics, and watchmaking industries rely on micro-injection molding for miniaturized components.
What types of products are made by injection molding?
Injection-molded products surround us in daily life: phone cases, bottle caps, automotive dashboards, medical syringes, toy components, electrical connectors, kitchen utensils, and thousands of other items. Any application requiring plastic parts in quantities above a few thousand units is a strong candidate for injection molding.
Summary
The benefits of injection molding are cumulative and mutually reinforcing: high production speed enables low per-unit cost; dimensional consistency enables reliable assembly; design freedom reduces secondary operations; material versatility enables precise performance specification; and automation reduces labor cost while improving repeatability. Together, these advantages explain why injection molding has dominated plastic manufacturing for over 70 years and why no emerging technology has displaced it for production volumes above 10,000 parts. For manufacturers evaluating their options, injection molding remains the benchmark against which all alternatives are measured—and in most cases, it wins.
In our factory, these benefits translate to real customer outcomes. A consumer electronics client running 500,000 ABS housings annually cut per-unit cost by 34% after switching from CNC machining to injection molding. A medical device supplier reduced their component scrap rate from 2.1% to 0.18% by leveraging injection molding’s tight dimensional tolerances. These aren’t theoretical advantages—they are measurable results we see repeated across industries. When customers ask us to justify injection molding versus alternative manufacturing methods, the data consistently makes the case.
-
Injection speed is the velocity at which molten plastic is pushed through the nozzle and into the mold cavity, typically measured in mm/s or cm³/s. Optimal injection speed depends on part geometry, gate size, material viscosity, and wall thickness. Too slow causes short shots and weld-line weakness; too fast causes jetting, flash, and burning. ↩
-
Dimensional precision in injection molding refers to how closely each produced part matches the nominal dimensions specified in the engineering drawing. It is influenced by mold accuracy, material shrinkage compensation, process stability, and machine repeatability. Precision injection molding targets tolerances of ±0.02–0.05 mm, requiring careful mold design and process control. ↩
-
Thermoplastic: A polymer that becomes pliable or moldable at elevated temperatures and solidifies upon cooling, making it suitable for injection molding. Examples include ABS, PP, PC, and nylon. ↩
-
Cycle time: The total time required to complete one injection molding cycle, including injection, cooling, and ejection phases. Typical cycle times range from 10 to 120 seconds depending on part complexity and material. ↩







