 Skip to content
Skip to content 

Introduction
Injection molding is a great way to make stuff, but it can also make a lot of waste, like inefficiency, screw-ups, machine damage and downtime, and high scrap rates, etc. This article is about how to cut injection molding costs, which can help you make more money from injection molding.
What are the Primary Cost Factors Affecting the Cost of Injection Molding?
Part Design
The more complex your part is, the more complex its mold has to be. Complex, custom injection molded parts are generally more expensive because they require more molds than simple parts.
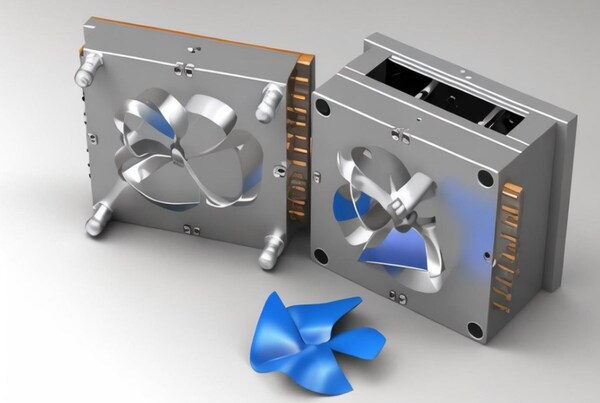
Machining complex parts may require electrical discharge machining to achieve undercut features, which takes more production time. Also, larger parts require more material, which increases costs.
Used Part Materials
The type of resin you use also greatly affects how much it costs to injection mold. When you’re picking a resin, you should also think about how many parts you’re going to make, what additives and ingredients you need, what temperature you’re going to mold at, how easy it is to get the resin, what grade and color you want.

The resin you pick can also affect how much you have to maintain the mold, which can make it more expensive (like if you’re using an abrasive resin).
Different thermoplastics require different temperatures. High temperature resins increase tooling costs, as described below. Thermoplastics that offer lower costs include polypropylene, polyethylene, and polystyrene, while liquid crystal polymers, polysulfones, and polyphenylene sulfide are often accompanied by higher temperatures and higher costs.

Mold Materials Used
There are many different types of steel that can be used for making molds, but the type of steel you need depends on what kind of material you are using for injection molding. If you are using a high-temperature thermoplastic, you will need a harder steel or a steel-plated mold.
When you are choosing a material for your mold, you should also think about how much maintenance the mold will need and how often you will have to replace it.
Molds have different lifespans. Molds with longer lifespans are more valuable, but they are made of more durable steels, which increases the cost of the mold. When selecting a mold material, consider cycle time, surface finish, and production volume, as all of these factors affect the lifespan of the mold.
Tool steels are often selected for their toughness and durability, although less expensive materials such as aluminum may be suitable for the mold, especially if lower production volumes are required.
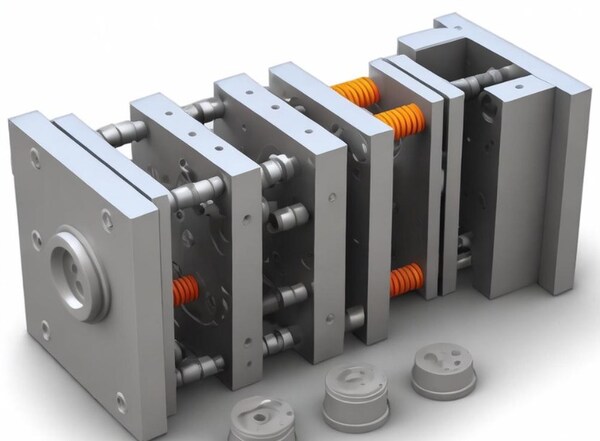
Volume And Number of Cavities
The more cavities you need to make a part, the longer it takes to press. Longer press times mean you can’t make parts as fast, which costs you money. If you’re making big parts that need a lot of cavities, it’s going to material and production costs you more to make them.

Mold Maker Location
Where the mold maker is located will affect the overall cost of injection molding, depending on the shipping and handling costs required to get the mold to the processing location. For example, if you use a mold maker in China, you need to consider the minimum wage in each province. Also, if you are close to a seaport, it will affect your shipping costs.

If you choose an offshore manufacturer for injection molding, you’ll have to pay more for shipping and handling. If your parts are made completely overseas, the cost of getting the product to you might cancel out any savings from the low production price.
How to Reduce Injection Molding Costs?
Reduce Risk And Quality Costs
Reducing risk and quality costs is often reactive rather than proactive. This happens because the injection molding process is accompanied by unforeseen abnormal changes, making it difficult to predict. This exposes us to unexpected risks and expenses due to substandard products delivered.
There’s actually a better way. Start by using scientific molding principles to develop a repeatable and stable process. After the process is developed using sensors and molding technology, you can monitor various common injection molding defects in injection molding to ensure 100% quality assurance for your customers.
We often see this situation: the injection molding machine has been running for weeks and the process technicians still need to make adjustments. At this point, the product quality always fails, so we have to adjust the process to improve, isolate the suspects, sort out the bad ones, crush them, and re-mold them.

The worst case scenario is that we’ve already shipped some of these products to customers, and we have to tell them about the problem.
When this happens, it’s really expensive. Without developing and documenting a reliable process based on scientific molding principles, our technicians can only waste valuable time adjusting the process in the hope of making a good part.

When a product defect happens, the technician is asked to adjust the injection molding machine again to solve the problem, and there is no guarantee that the problem will happen again. At this time, we have to decide what to do with the product, and sorting or reworking can take days or even weeks and is rarely 100% effective. Not to mention that it is a non-value-added task.
If these products have already been shipped to customers, that’s lost business. We can avoid this situation by taking the time to create and document a process that can repeatedly produce high-quality products from the start.

Using cavity pressure sensors to monitor the production process can achieve a higher level of quality control. Imagine knowing whether the product is good before the mold is opened and being able to automatically sort the product.
Increasing Efficiency Through Automation
With molding technology and training, you can automate several areas of production to help improve labor efficiency. Product picking, product stacking, and palletizing are three useful automation methods.
Process control technology can automatically sort products and alarm to let you know when the process is out of tolerance. By providing data, you can determine the root cause faster without finger pointing, which further improves efficiency and accuracy. You can stop troubleshooting and start solving problems.
Think about the process in a factory without automation. In the step-by-step molding manufacturing process, we need to remove the product and runners from the mold, place the product in an orderly manner, package it, and then palletize the final product.

At some point in this process, you may also need to add an assembly step, which will add additional labor, space, and time.
If you do all these processes manually, the efficiency of the process will always be different. If we just look at the step of taking the product out of the mold, even the best operator will have time fluctuations, which will cause cycle time variations, which will cause the quality of the product to be unstable. This fluctuation will add up at every step in the process.

When we start automating processes, we start removing these ups and downs, increasing efficiency, improving quality, and increasing available space. Quality automation — through process monitoring, vision systems, or in-line dimensional verification — can make sure that our customers never get a bad product again.
Increase Awareness of Process Fluctuations (Reduce Scrap)
By quickly knowing when a process has changed, you can fix the problem faster. This means less scrap, which increases the utilization of the injection molding machine and reduces scrap costs. You can achieve this through process control software, cavity pressure monitoring, and training.

There’s always a quality cost in manufacturing. You can pay for it on the back end, using valuable resources and time to check the product before you ship it to the customer. The problem is, you never get a fixed cost for quality. As production changes, the time to sort the product and the number of employees you need also change.

If you have turnover, you have to train new people to sort the bad parts. By training all techs to the same standard, you can proactively reduce or eliminate rejects, rather than reactively, or prevent high scrap rates due to low skill levels, setting up a molding process with too small a process window, or no process window.

Another way to think about the cost of quality is at the front end. By building quality into the process and monitoring quality throughout the cycle, we can detect when process fluctuations occur.
For example, if we know that a wide range of material viscosity variations will cause quality issues, we can use process monitoring tools to detect changes in viscosity. At this point, the process can be re-centering to re-manufacture a high-quality part.

Buy Wide-Spec Resins
Cheaper resins have a wide range of properties, but it’s hard to hold part dimensions for tight tolerances. This definitely increases variation, which leads to higher scrap rates. But if we use DECOUPLED MOLDING® technology and cavity sensors, we can make it work.
Do you ever see this happen a lot: You make good parts for a few days, then all of a sudden you start getting flash. So you slow down the fill speed to fix the problem. A few hours later, you get a short shot. Why did everything run good and then all of a sudden you get flash? The answer is probably viscosity.

Viscosity can often fluctuate up or down by 30%, making it difficult to produce a good part even with Decoupled II molding. To ensure that the same part is made every cycle (or at least as close as possible), you must use cavity pressure sensors to control the process and minimize the effects of material viscosity variations.
Shortening Cycle Time
You can optimize clamp force/ejection action, fill time, pack time, hold time, and cooling with scientific molding techniques and DECOUPLED MOLDING®. You can mold a good part with a smaller cushion.
A properly sized mold temperature control unit or temperature controller can also help reduce cycle time. 80% of the molding cycle time is spent cooling the part from melt temperature to demolding temperature, making the part strong enough to withstand ejection forces and maintaining part dimensional stability.
Without adequate cooling water flow, the ability to cool the part to the correct temperature is compromised. All you have to do is keep the part in the mold longer and spend more money.

When you start a project, you need to look at the thickness of the part. You need to ask yourself, “How does the thickness of the part affect cycle time and product performance?” Many times, we design parts the way we do because “we’ve always done it that way.” This can be very expensive, as you can imagine.
Science and simulation can help us predict whether a design will work so we don’t have to mold a part to test it to get results. Making sure you have the right part design is just one example of how you can reduce cycle time.

Making More Efficient Molds
In simple terms, a mold is both a pressure vessel and a heat exchanger—there will always be pressure losses within the cavity. However, in most cases, the lower the pressure loss from the gate to the end of the cavity, the less likely the part will have quality issues such as warpage, shrinkage, sink marks, short shots, or dimensional fluctuations.
To make plastic flow, we need to heat it, but to eject the part, we need to remove some of that heat. To make an efficient mold, we need to make sure the cooling circuits are designed correctly.

We also need to choose a metal that transfers heat well, but also needs to resist wear and tear (especially with glass or carbon fiber fillers). Finally, we need to set up turbulence in the process to make sure the mold can quickly reach thermal stability and maintain that stability over long production runs.
You can also increase mold efficiency by adding more cavities. Single-cavity molds have the least amount of fluctuation, but production costs eclipse normal costs. If you go with a higher cavity count, you can make more parts in the same amount of time.
There are some limitations on how many cavities you can accommodate, including product quality, mold and machine spacing, and validation requirements.
Another way to increase mold efficiency is to make family molds, containing different part geometries in the same mold. This can be difficult because the four plastic variables are different in each cavity. However, with process control software and cavity sensors, you can control each cavity individually through needle valve gates.
Reduce Mold Transfer Costs
The Process Development Application (PDA) allows you to quickly and easily transfer molds from one injection molding machine to another. When you transfer the mold, the PDA automatically creates the injection molding machine setup condition table so you can make good parts from the first shot.

These curves can be used on any injection molding machine as long as the injection molding machine can provide enough flow, pressure, temperature, and volume. Or, if you don’t use simulation, we can also create templates and transfer them to any capable injection molding machine.
Reducing Unnecessary Part Features
This approach makes the mold design simpler, which saves money because complex molds upfront costs more to make. Also, simpler parts use less material, which saves money.

Simpler designs can also make the injection molding cycle shorter, which makes more parts in less time, and saves money on labor and energy. It also means less maintenance for the mold. Most importantly, simpler designs often make parts that are stronger and better quality, which means fewer bad parts.

To get rid of stuff you don’t need, you have to look at the design and figure out how to make it work better and easier to make. You might have to get rid of some of the pretty stuff, combine parts, or change the size of things so they don’t have extra stuff on them. You have to make the part work right and be easy to make. You have to make it work right and be easy to make.
Reducing Part Size
Bigger parts aren’t always better. When you make parts bigger, you have to make bigger molds. Bigger molds cost more material costs. If you can make the same part smaller, you should do it.
Conclusion
In short, making plastic injection molding costs cheaper is a big deal. You have to do a lot of things right. You have to design the part right. You have to pick the right material. You have to make the mold right. You have to run the process right. You have to do all of these things right to make injection molding cheaper.
You can do all of these things right by using science and technology. You can use scientific molding principles and automation technology to make injection molding cheaper. You can make less scrap. You can make less variation. You can make parts faster. You can make more money. You can make injection molding better. You can make the world better.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Supplier Sourcing Guide for a comprehensive overview.






