 Skip to content
Skip to content 

Introduction: The injection molding cycle is a big deal. It affects how much work you get done and how much money you make. So, in manufacturing process, you want to get the job done fast, but you also want to make sure the parts are good.This article mainly discusses how to reduce injection molding cycle time in the injection molding industry.

What is the Injection Molding Cycle Times?
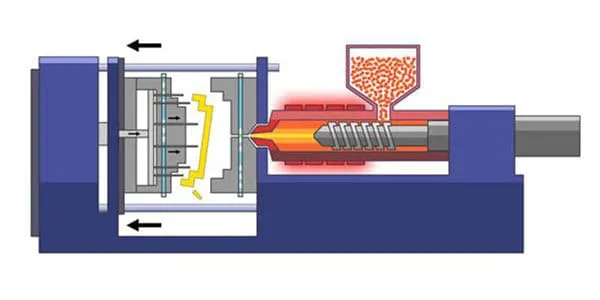
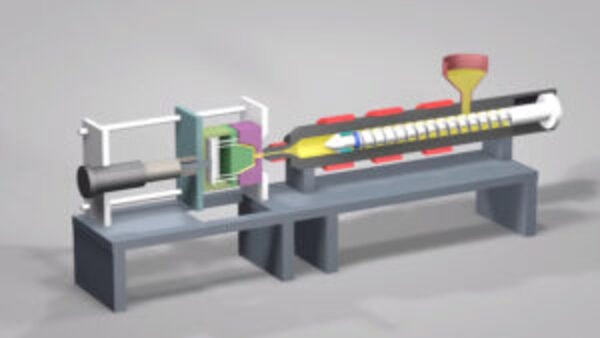
The molding cycle is the total time it takes for the injection molding machine to make a plastic part. In one molding cycle, the moving parts of the injection unit and the clamping unit of the injection molding machine move once in a set order.
Components of the Injection Molding Cycle
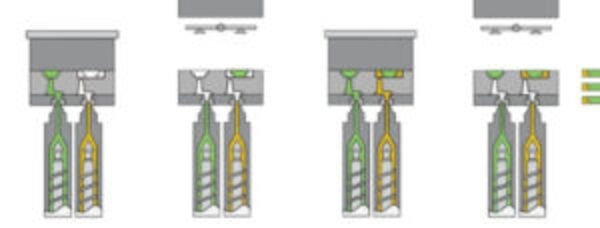
The injection cycle is made up of injection (mold filling), holding time, cooling and feeding (including pre-plasticization) time, mold opening (product removal), auxiliary operations (such as applying release agent, placing inserts, etc.) and mold closing time.

In the whole molding cycle, cooling time and injection time are the most important, and have a decisive influence on the performance and quality of the product. The injection cycle is an important process factor affecting injection molding. Generally speaking, the elements that make up the molding cycle include.
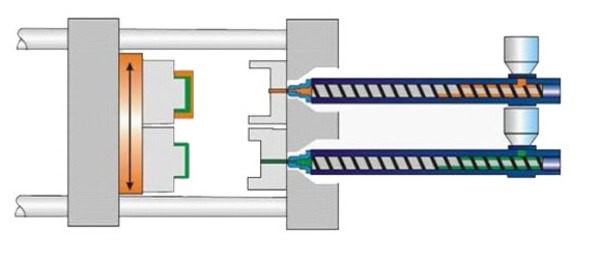
Closing Time
This is the time it takes for the mold to close. The mold opening and closing time is determined by the mold opening stroke and the mold closing speed of the injection molding machine.

Because the mold has mass, if the mold closing speed is set too fast, the mold may be damaged due to the kinetic energy during mold closing, so braking must be considered.
Filling Time
Filling time is the time it takes for the molten resin to fill the cavity after it enters the mold through the runner.
Filling time depends on the injection speed of the injection molding machine (in actual applications, it depends on the movement speed of the injection screw or piston and the diameter of the injection cylinder, injection volume/time = injection rate (cm3/sec)).
Also, it’s affected by the viscosity of the molten resin. If the filling time is short, the resin filling speed is too fast, which may cause the resin to burn or generate gas. On the other hand, if the filling time is too long, obvious flow marks and weld lines may appear on the surface of the molded product.
Holding Time
Holding time is the time you have to keep the pressure on after the mold is filled with plastic until the gate freezes off. If you hold too long, you will have trouble getting the part out of the mold.
Cooling time
Cooling time is the time it takes for the molded part, runner, and sprue to cool and solidify to a certain extent after the holding pressure is done.

Usually, the cooling process time is the longest in the molding cycle. The thickest part of the mold determines the cooling time. This applies not only to the molded part, but also to the runner and sprue.
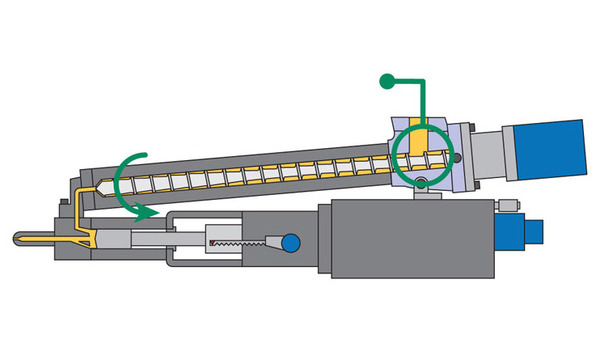
Plasticizing Time
The time it takes to melt the plastic is called the plasticizing time. Usually, the plasticizing time is done at the same time as the cooling time and is shorter than the cooling time. If you increase the screw speed more than you need to shorten the plasticizing time, air may get trapped in the plastic or it may burn.

Mold Opening Time
It’s the time it takes for the mold to open. The mold opening and closing time depends on the mold closing stroke and mold opening speed of the injection molding machine. Also, sometimes the mold opening speed needs to be opened slowly at first to avoid scratches or poor demolding when the part is demolded from the cavity.

Removal Time
The time it takes to get the molded part out of the mold. This includes the time it takes to push the part out and the time it takes for the robot to grab it.
Main Ways to Shorten the Molding Cycle
The main reason for using high-speed automatic molding molds is to shorten the injection molding cycle to the limit of the injection molding machine’s plasticizing capacity, so as to improve the quality of plastic parts, save manpower, and improve production efficiency. The main ways to shorten the molding cycle are as follows.

Shorten Injection Time
Time for injection: The time for injection includes the time for feeding and the time for holding. The time for feeding refers to the time when the screw advances quickly to push the plasticized molten material into the mold. The time required to fill the mold cavity is usually 3 to 5 seconds.
For plastic parts with high melt viscosity and fast cooling rate, fast injection should be used to reduce the feeding time of the melt. The time for holding refers to the residence time after the screw advances and injects, that is, the conformal cooling channels of the molten material entering the cavity and the supply time of injection pressure.
During this period of injection time, the proportion of time is relatively large, usually about 20 to 120 s. The shape of the plastic part is simple, the shape is small, and the holding time is short. If the plastic part is large and the wall thickness is large, the holding time is longer.
To shorten the injection time, you need to use a higher injection pressure to shorten the melt filling time. This requires the use of gates with smaller cross-sectional areas, such as point gates and side gates.
Because these gates have a small cross-sectional area, when the solidified material passes through, it will generate a high shear rate and new heat due to high-speed friction, which will increase the fluidity of the molten material and make the material fill the cavity quickly.
For this purpose, the runner should be as short as possible. If a runnerless or hot runner gating system is used, the front end of the nozzle can be directly in contact with the gate, which greatly reduces the flow resistance and is more conducive to shortening the injection time.
Keep all parts of the molded parts at a suitable temperature. During the injection process, due to the heat dissipation of the runner and the mold body, when the molten plastic reaches the end of the process, its temperature gradually decreases, causing the end cavity to be incomplete.
In order to avoid this phenomenon, the temperature of the mold should be higher at the end of the process.To avoid weld marks, the mold temperature should be slightly higher in areas where weld marks are prone to occur.

For this reason, local heating methods are sometimes used, or the density of circulating water channels is used to balance the heat, that is, the outlet of the circulating water channel is set at the end of the process (the water temperature at the outlet of the water channel is higher than that at the inlet) to adjust the balance of the mold temperature and ensure the fluidity of the molten material at the end of the casting.
Install the necessary exhaust and overflow devices. During high-speed molding, because the injection pressure is high and the molten plastic fills the cavity quickly, if the air in the cavity cannot be discharged quickly and in time, it will affect the quality of the plastic part and cause injection defects. Therefore, it should be fully considered during design.
Where necessary, set exhaust grooves. Generally, set appropriate exhaust grooves and necessary overflow devices on the parting surface and the end of each process.
Shorten the Cooling and Solidification Time of the Melt
Cooling time: Cooling time is the time it takes for the plastic part to cool and solidify after the melt is injected. The cooling time is related to the thickness of the plastic part, the material properties, and the mold temperature.

In general, the shorter the cooling time, the better, as long as the plastic part does not deform when it is demolded. The cooling time of plastic parts is usually between 30 and 120 seconds.
The cooling and solidification time of the melt accounts for a large proportion during the injection process. Therefore, improving the cooling efficiency of the mold and shortening the cooling and solidification time are one of the most effective ways to shorten the molding cycle.

Improve the overall cooling efficiency of the mold. Generally speaking, the cooling of the mold body is achieved by the water in the circulating water circuit taking away the heat to achieve mold cooling.
After setting up a good cooling circuit, the most important problem is to increase the flow of cooling water and try to reduce the temperature difference between the outlet and the inlet of the cooling water, especially for automated high-speed molding molds, the temperature difference between the outlet and the inlet should be controlled within 3°C.

The parallel connection method of cooling water channel is more effective, especially in summer when tap water is used, a special cooling water cooling and delivery device should be set up. Its function is that the water flowing out from the outlet of the mold body water channel has a certain temperature.
After cooling down through the cooling device, the water flows into the inlet of the water channel with a special water pump, which can improve the cooling efficiency and can be recycled to save water.
The cooling water circuit is set as close to the molded plastic part as possible, and a step-shaped or coarse thread-shaped flow-blocking structure is processed on the side wall. At this time, the cooling water flow will collide with the step part when returning and obtain heat from the core.
The cooling water that takes away the heat will splash at the step part and collide with the incoming cooling water, thereby increasing the contact area between the cooling water and the core body and increasing the cooling effect.
When the core desired shape is slender, because the core volume is small, the temperature is easy to rise during molding and it is not easy to dissipate heat and cool down, which has a great impact on the molding cycle, and a cooling device must be set up.
However, when the cooling water channel cannot be set up from the inside, beryllium copper alloy with good thermal conductivity can be selected.
In order to achieve balanced cooling of automated high-speed molding molds, sometimes local cooling and local heating are required in a certain part. In the process of automated high-speed molding, the cooling problem of the runner cannot be ignored.
If the cold runner system is used for casting molding, since the main runner and the branch runner are relatively large, their cooling time will be relatively prolonged, that is, the molding cycle will be prolonged at the same time. Therefore, it is necessary to set up a cooling circuit at the runner.

Shorten the Auxiliary Time
The auxiliary time is the time in the molding cycle, except for the injection pressure holding and cooling and solidification process, that is, the time from the opening to the closing of the mold.
During this time, the plastic parts and the cast condensate are demolded to automatically fall out of the mold, the debris in the molding area of the mold body is removed, and the moving parts are reset during the mold closing process.

The proportion of time they occupy is not large, but every second counts in the process of automated high-speed molding. In order to shorten the auxiliary time, the method of compressed air blowing is often used to automatically remove debris before mold closing.
Use High-Speed Injection Molding Machine
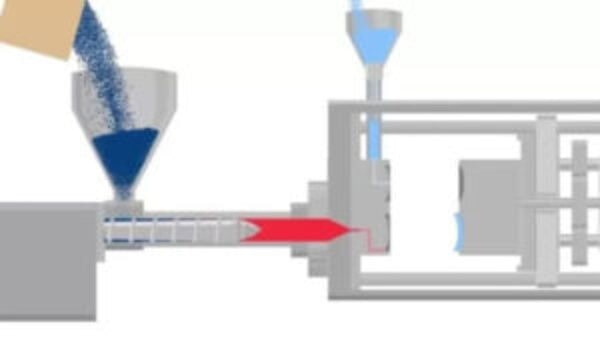
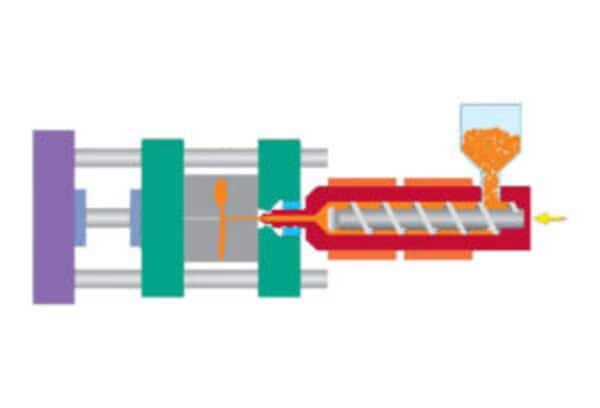
The injection molding machine has the following steps: melting plastic, injection molding, mold opening, mold closing and demolding. The function of the injection molding machine itself is one of the main reasons affecting the injection molding cycle time. High-speed injection molding machines have many advantages in terms of speed.

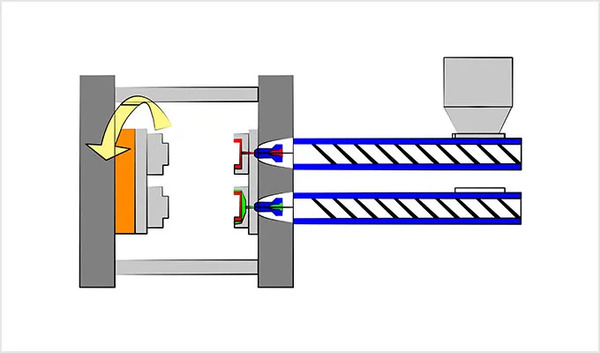
Keep the mold structure simple and easy to process, in other words, make the mold design as easy as possible. Most molds can be designed in different ways, and there are many ways to demold. Simplified mold design can reduce the cycle time of injection molding.
Use a Good Heat Dissipation System.
Chill the mold with cold water. Besides wasting time during the injection molding process, cooling also takes up a lot of injection molding cycle time. So, using low-temperature cooling water and passing cooling water quickly through the cooling system can help reduce the cycle time during the injection molding process.
Conclusion
To sum up, the main ways to reduce the injection molding cycle are to shorten the injection time, shorten the melt cooling and solidification time, shorten the melt cooling and solidification time, use a high-speed injection molding machine, and use a good heat dissipation system.

This helps to reduce the manufacturing cost of plastic parts. And enable the injection molding machine to produce more products at the same time with the same energy consumption.







