 Skip to content
Skip to content 

Introduction
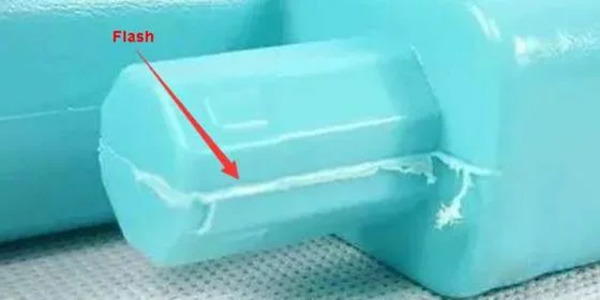
Flash is one of the most common defects in injection molding. It is a thin layer of plastic on the parting line or any other part where two different surfaces of the mold meet and form a boundary. These areas will produce differences in expansion and other parameters, which may contribute to an increased chance of flash.

Dealing with flash in injection molding is easy, but it takes more time and makes the process less efficient. Plus, removing flash – whether you do it by hand or with a machine – can hurt the quality of your product and damage your mold, which costs you more money and other bad stuff. That’s why it’s so important to keep flash defects to a minimum in your injection molding projects.
To solve plastic injection molding flash, you need to first identify them and then effectively solve them using a targeted approach. This will ensure the fastest results and help point you in the right direction to optimize the injection molding process and eliminate all defects.

What is Flash in Injection Molding?
Flash is a defect that happens when a part has extra plastic at the parting line, boundary, or any other place where different shapes and areas of the mold meet. Most of the time, flash on plastic molding is found on the parting line. But it can also happen in other places. No matter where it is, the cause and effect are the same.
Flash in molded parts is common in today’s industry and most plastic injection molding manufacturer will significantly reduce it but not completely eliminate it. The main reason is the total cost of injection molding. Flash-free molds are very expensive, but most businesses find a trade-off between cost, quality, and aesthetics.
Main Causes of Injection Molding Flash
Flash in injection molding can happen for a variety of reasons. Sometimes, there can be more than one cause of the problem. You can have parting line mismatch or poor flow, but the result is the same – flash defects on injection molded parts.

One thing to note about the injection molding flash problem is that it is not limited to one instance or sub-process. Flash has multiple causes and can happen for a variety of reasons, from problems during the injection phase to defects in fixtures, or other reasons such as viscosity, pressure, or speed.
Here are the most common causes of plastic molding flash and when they occur.
Mold Flash During the Injection Phase
Parting Line Mismatch
One of the biggest causes of parting line mismatch is the presence of environmental contaminants such as dust and debris that hold the mold open. As a result, excess material leaks out and causes flash defects. In addition, defects in the mold can also cause this problem.

These defects are mainly propagated over time due to use. Old, worn tools can cause leaks and lead to flash due to mismatched parting lines.Even if you have a perfect mold and make sure there are no contaminants, flash can still happen when you deal with improper clamping pressure or really complex shapes. Cavities and other complex features increase the overall pressure on the mold and cause leaks and defects in certain areas.
Improper Ventilation
Injection molding is a complex process. You have to pay attention to the temperature, the pressure, the air pockets, and other things. For example, trapped air bubbles are a big problem in any injection molding design. They mess up the strength of the part.

Also, injection molded parts have a specific temperature range for good molding. Vents are what make all of these things work right. If anything goes wrong with any of these things, you can get a lot of problems, not just flashing.
Mold Flash During Packing or Holding
Low Clamping Pressure
Flash can happen during both the packing and holding phases. The packing phase accounts for the material shrinkage during cooling. The best way to handle this is to add extra material while the holding phase keeps the whole system in pressure balance until it cools.

In both cases, the clamping pressure needs to be right. If the clamping force is wrong, it can mess up the parting line and cause the incoming liquid to flow out and cause flash.
Sprue Bushing Issues
Sprue bushings are the part of the mold that transfers the molten plastic into the cavity. Over time, they can lose the support to maintain the force of the injection pressure and deteriorate their function. In this case, your injection molded parts will have defects, the most common of which is flash.
Injection Mold Flash During the Process
Besides the process stage, there are also factors that may cause injection molding flash due to the characteristics of the process and flow. How much flash your plastic part will have due to the process characteristics depends on the following process characteristics.
Viscosity
Viscosity is the property of any liquid flow and is at the heart of the injection molding process. Lower viscosity means that the molten liquid will easily flow out of the mold shape and produce deformation in the form of flash. Typically, this viscosity is a function of temperature, material properties, pressure, and speed.
Barrel and Nozzle Temperature
Pressure isn’t the only thing that makes your plastic thicker and causes flash on your parts. The temperature of your barrel and nozzle also has a big effect on it. When you heat up your plastic, it gets thinner and more likely to leak. That’s why you get more flash when you run your injection molding machine hotter.
Overfilling
Any injection molding setup will have limitations based on size and geometry. If the molten plastic is overfilled, the injection pressure will naturally exceed the clamping pressure and cause a leak. This increases the chance of flash and other defaults. However, you must be careful when adjusting the feed settings because cooling will shrink the plastic, and you don’t want an incomplete part due to undershot in injection molding.

High Pressure
Pressure is one of the most common process characteristics that can increase the likelihood of flash. Basic physics shows that high pressure leads to higher temperatures and flow characteristics in a closed environment. The increased pressure and the resulting increase in viscosity can lead to multiple defaults, including flash.
Overpacking
The design is complex and the mold has intricate paths. This can cause flash in injection molded parts. In a narrow area, a small amount of molten liquid can solidify and block the flow. This creates pressure in the mold. You will have more than flash. You will have warpage, uneven density, and other related issues.

Causes of Flash in Injection Molded Products
Material Temperature Too High
High-temperature melt has low melt viscosity, good flowability, and can flow into the smallest gaps in the mold to produce flash. Therefore, after flash appears, it is necessary to appropriately reduce the temperature of the barrel, nozzle, and mold to shorten the injection cycle.
For low-viscosity melts such as polyamide, it is difficult to solve the flash defect by simply changing the molding conditions. While appropriately reducing the material temperature, the mold should be precisely processed and repaired as much as possible to reduce the mold gap.

Insufficient Clamping Force
If the injection pressure is greater than the clamping force, the mold parting surface is not well fitted, which is prone to flash. In this regard, it should be checked whether the boost pressure is excessive, and whether the product of the projected area of the plastic part and the molding pressure exceeds the clamping force of the equipment.
The molding pressure is the average pressure in the mold, which is calculated as 40mpa under normal circumstances. When producing box-shaped plastic parts, the molding pressure value of polyethylene, polypropylene, polystyrene, and ABS is about 30mpa;When you make plastic parts with deep shapes, the molding pressure is about 36MPa; when you make small plastic parts with a volume of less than 10cm3, the molding pressure is about 60MPa.

If you calculate that the clamping force is less than the product of the projected area of the plastic part and the molding pressure, it means that the clamping force is not enough or the injection positioning pressure is too high.You can reduce the injection pressure or reduce the cross-sectional area of the injection gate. You can also shorten the holding pressure time, shorten the injection stroke, or reduce the number of cavities and use a large clamping force injection molding machine.
Mold Defects
If the mold cavity distribution is not balanced or the parallelism is not enough, it will cause unbalanced force, local flash, and local dissatisfaction. The runner should be placed at the mass symmetry center as much as possible without affecting the integrity of the part. Mold defects are the main cause of flash.

When there is more flash, the mold must be carefully checked. The parting surface should be rechecked to align the movable mold with the fixed mold, and the parting surface should be checked to see if it fits tightly, and whether the wear clearance of the sliding parts of the cavity and core is out of tolerance.Check if there are any adhesions or foreign objects on the parting surface.
If the templates are parallel, if there are any bending deformations, if the template opening distance is adjusted to the correct position according to the mold thickness, if the surface of the guide pin is damaged, if the pull rod is unevenly deformed, and if the exhaust slot is too large or too deep. According to the results of the above step-by-step inspection, the errors can be eliminated by mechanical processing.

Improper Control of Process Conditions
If the injection speed is too fast, the injection time is too long, the injection pressure is unevenly distributed in the mold cavity, the filling rate is uneven, and the amount of feed is too much, and the lubricant is used excessively, it will cause flash. You should take appropriate measures according to the specific situation during operation.
It is worth noting that to eliminate the flash fault, you need to start with eliminating the mold fault. If the molding conditions or raw material formula are changed due to flash, it often has an adverse effect on other aspects and is easy to cause other molding faults.
Raw Materials
Flash can happen when the plastic viscosity is too high or too low. For plastics with low viscosity, such as nylon, polyethylene, and polypropylene, increase the clamping force; plastics with strong water absorption or water sensitivity will greatly reduce the flow viscosity at high temperatures, increasing the possibility of flash, and these plastics must be thoroughly dried.
Plastics with too much recycled material will also have a lower viscosity, and the retention components should be supplemented if necessary. If the plastic viscosity is too high, the flow resistance will increase, and a large back pressure will be generated to increase the cavity pressure, resulting in insufficient clamping force and flash. When the particle size of the plastic raw material is uneven, the amount of material added will vary, and the part may not be full or flash.
Solutions for Injection Molding Flash
No doubt, flash is a big deal. It can cause all sorts of functional and aesthetic problems. But you can get rid of injection molding flash.
Here are the 6 best ways to control flash in your molded parts.
Design for Manufacturability
The best way to make sure your injection molded parts don’t have flash is to design for manufacturability. That means making sure you have the simplest, most effective way to do what you want to do, not the most complex.

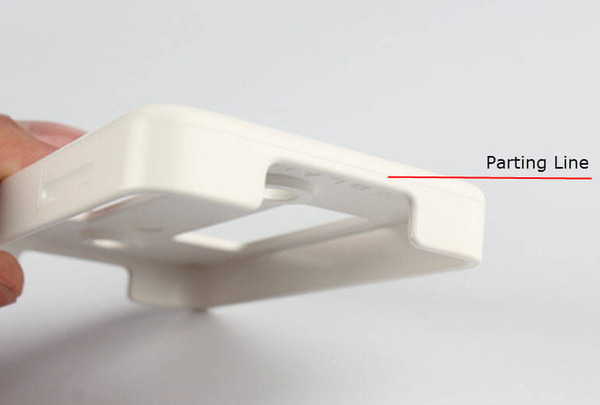
To understand this from the perspective of the injection molding process, think about the parting line. Experts in the field say to put the parting line on the edge, not on the surface. This has both aesthetic and functional benefits. You won’t see the parting line on the edge. And the design will reduce the chance of flash because the seam will offset any parting line mismatch.
Today, using DFM analysis is a must-have for any industrial injection molding project. There are special software tools that can simulate the results and show you the flow characteristics and predict common problems in injection molding, such as warpage, flash, and heat flux. For example, at Zetar Mold, you can upload your part design files to an online manufacturing platform and then get a DFM analysis of the part for free. All information and uploads are secure and confidential.
Slow Down the Injection Rate
Another great way to reduce flash in injection molding is to control process variables. The injection rate has a direct impact on the viscosity, pressure, and temperature that can cause flash. This is often the first thing many experts do when dealing with flash, as most process variables are related to injection rate.

Specifying a Flashless Mold
The best way to get rid of flash in injection molded parts is to use a flashless mold. It’s the best way to go, but it’s expensive. It’s not practical for a lot of businesses and applications. If you have a sensitive application where aesthetics, functionality, and everything else is important and cost is not an issue, this is the way to go to make sure you get parts that are defect-free.
Proper Mold Cleaning
One of the main reasons for parting line mismatch is the accumulation of dust, debris, and other crap in the mold. In addition, particles in narrow cavities can even cause over-holding, further screwing up the overall defects of the part. Keeping the mold clean and maintained helps minimize the possibility of these problems and ensure the best results.
Proper Mold Maintenance and Process Improvement
Finally, it is important to maintain the mold and optimize the process to achieve consistent and reliable results. Sometimes, the clamping force and pressure can damage the mold and cause deformation, which can lead to various defects in the part.

Reduce Injection Pressure
The injection pressure is high. It should be reduced appropriately, and the setting range is 60mpa-100mpa.
There is also the use of lowering the barrel temperature. Lowering the mold temperature and reducing the injection speed to reduce the fluidity of the molten plastic resin material to set the parameters.
However, this should be noted that it will cause residual internal stress in the product. In terms of treatment, the injection pressure can be reduced, the heating barrel temperature can be reduced, and the injection speed can be reduced.

And the surface of the mold where the flash occurs can be ground, and the mold can be solved by using hard steel materials. Due to the difference in materials, materials with good fluidity are prone to flash, so the mold parting surface must be tight. Crystalline materials should have very low viscosity when melted, and the mold parting surface needs to be tight.
Conclusion
Flash in injection molding is a fact of life, and the best way to reduce it is to continuously optimize your process and pay attention to the signs. You can buy molds that are flash-free, but they cost more. Instead, it’s more practical to address the most common causes by improving your design, maintaining your molds, and optimizing your injection molding processes to get the best results.






