 Skip to content
Skip to content 

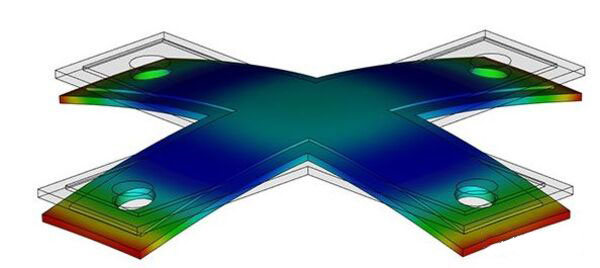
Injection molding is a common manufacturing process where plastic material is injected into molds and then deformed by heating and cooling to get the final shape. However, during the injection molding process, warpage can happen, which affects the quality of the product and the efficiency of production.
Warpage deformation is when the shape of the injection molded product is different from the shape of the mold cavity. It’s one of the common defects in plastic products. There are many reasons for warpage deformation, and just using process parameters to solve it is usually not enough. This article will talk about the causes of warpage in injection molding and how to solve them.

I. Causes of Warpage in Injection Molded Products
1. Injection Molding Machine Factors
1.1 Temperature of the Barrel
When the barrel temperature is too low, the melt temperature is low, and when formed at high speeds, there is significant residual shear stress with insufficient time to release it, leading to warpage.
Increasing the temperature reduces warpage. The temperature setting can refer to the recommendations of the material manufacturer. The barrel temperature is divided into rear, middle, front, and nozzle zones. The temperature setting from rear to front should gradually increase, with an increase of 6°C per zone. If necessary, sometimes the nozzle zone or front zone temperature setting may be set the same as the middle zone.

1.2 Nozzle Temperature
Plastic absorbs heat released by heating and friction heat generated by the relative movement of plastic molecules due to screw rotation in the barrel. The last heating zone in the barrel is the nozzle, and the melt should reach the ideal temperature here, but it should be heated moderately to maintain the optimal state. If the nozzle temperature setting is not high enough, excessive heat is taken away by the nozzle and mold contact, causing the melt temperature to drop, leading to warpage. Generally, the nozzle zone temperature setting should be 6°C higher than the front zone temperature.
1.3 Melt Temperature Too Low and/or Injection Pressure Too High
Melt temperature and injection pressure are two big factors that affect warpage during plastic molding. If the melt temperature is too low and/or the injection pressure is too high, you’ll get high residual stress, which causes warpage. To reduce warpage, you want to set the melt temperature as high as you can within the range you have, and set the injection pressure as low as you can.

1.4 Packing Pressure or Packing Time Improper
If you pack too hard, you’ll get extra shear stress from the extra flow and extra pressure stress from the plastic, which will warp the part.
If you pack too soft, you’ll get backflow at the gate, which will give you shear stress from the flow and big differences in tensile and compressive stress from the big difference in shrinkage rate between the center of the part (low pressure) and the outside of the part (high pressure). After the screw bottoms out, you should hold it there for at least 2 seconds to hold the pack.
If the packing time is too short, reflux occurs near the gate when the screw retreats, resulting in significant residual stress and warpage. The packing pressure should be moderate, and the packing time should be extended until the gate solidifies.
1.5 Dwell Time Improper
If the dwell time is too short, the melt temperature is low, and even if the mold cavity is barely filled, the plastic cannot be compacted during packing. There is too much space for rotation during cooling, leading to warpage.
The shot-to-shot ratio of shot weight to barrel material should be between 1/1.5 and 1/4.
1.6 Injection Pressure Too High
When you inject too hard, the molecules get all jumbled up. They don’t line up right, and they don’t line up the same way in every part of the plastic. This makes the plastic stressed out and warped.
1.7 Melt Temperature Too High
If the melt temperature is too high, the temperature will drop significantly during molding and solidification, causing a lot of internal stress to accumulate during rapid cooling, which will cause the product to warp.

1.8 Insufficient Ejection Angle
If the mold doesn’t have enough ejection angle, you’ll need a lot of force to get the part out. This can cause too much stress inside the part and make it warp.
1.9 Improper Cycle Time
If the cooling time is too short, the plastic is still soft and may warp if you eject it and let it shrink without constraint. Extend the cooling time until the plastic is strong enough.
1.10 Insufficient Packing
If you don’t pack enough, you won’t have enough plastic in the mold cavity. If the plastic cools with too much room to move around, it will warp. After the screw is pushed to the bottom, it should stay there for at least 2 seconds to make sure you pack it, and you should pack it at least 3mm.
1.11 Uneven Distribution of Core Pins
If you don’t have enough core pins, the product will warp because the stress isn’t distributed evenly when you eject it.

2. Mold Factors
2.1 Large Temperature Difference between Cavity and Core
When the cavity and core have a big temperature difference, the residual shear stress is asymmetric during cooling, which causes a big bending moment and warpage.
If you change the cooling design to reduce the temperature difference between the cavity and core, you can reduce warpage.
2.2 Low Mold Temperature
If the mold temperature is too low, the residual shear stress will be large, and there will not be enough time to release it, which will cause warpage. Increasing the mold temperature can reduce warpage.
The initial mold temperature can be set according to the recommendations of the material manufacturer. Each time the mold temperature is adjusted, it should be increased by 6°C, and 10 shots should be taken. After the forming conditions are stable, the adjustment can be made according to the results.

2.3 Large Difference in Cavity Thickness
This is about product design, where thin areas cool first, followed by thick areas. A big difference in thickness means a big difference in volume shrinkage rate and residual stress. When residual stress is stronger than the strength of the part, it warps. When the product goes to high temperatures or other bad environments, residual stress can be released, and it warps. The basic solution is to design the product to have the same thickness, with the smallest difference in volume shrinkage rate during cooling, so there is the smallest residual stress and warpage.
2.4 Unreasonable Gate Design
The molding quality of parts is greatly affected by the position and type of gate for parts of different shapes and sizes. For example, using a side gate or pin gate for annular parts will cause uneven melt flow, resulting in warpage.

2.5 Insufficient Mold Strength
If the mold isn’t strong enough, it’ll deform under the high pressure of the plastic during molding, and you’ll get warped parts.
2.6 Improper Number or Position of Gates
If you put the gates in the wrong place or there aren’t enough of them, the plastic has to flow too far and it’s hard to push it through. That stretches and squeezes the plastic molecules, which puts stress in the part. That stress doesn’t go away when the plastic cools down, so the part warps. If you have high pressure near the gate, the plastic doesn’t shrink much. If you have low pressure at the end of fill, the plastic shrinks a lot. If you have a big difference in shrinkage between the front and the back of the part, the part warps. You should use the right flow length-to-thickness ratio for the material you’re using.
Gate position determination should follow the principle of balanced filling. That is, the arrival time of each melt wave front at the end of the cavity and the formation of the fusion line should be basically consistent. Filling should start thick and end thin, and filling should be stopped to encounter immediate resistance to avoid jetting. This can reduce residual stress and warpage.

2.7 Gates, Runners, or/and Sprues Too Small or/and Too Long
If your gates, runners, or sprues are too small or too long, you’ll increase flow resistance, which means you’ll need to increase injection pressure. That stretches and squeezes plastic molecules and adds mechanical stress, which leads to significant residual stress and warpage.
2.8 Uneven Ejection
If you don’t eject your hot parts evenly, they’ll warp. So, check your ejection system and make any necessary adjustments. Keep all moving parts well-lubricated. Use guide pins on big molds to keep them from sagging in the middle from their own weight.
2.9 Uneven Cooling
If the mold doesn’t cool right, the plastic parts won’t cool right either. That means they’ll warp. For example, if the core is hotter than the mold wall, the part will bend toward the core after you take it out of the mold.
3. Raw Material Factors
Flowability is a problem. For thin-wall molding, it is natural to choose a plastic that flows easily. However, plastics that flow easily are often not strong enough, and even if you don’t have much residual stress, you may have warpage. You want to choose a plastic that flows easily but doesn’t flow too much.
4. Operator Factors
Bad habits. Operators putting ejected parts in the wrong place can cause parts to warp. Operators need to be taught all the time about how important it is to have good forming habits and how bad it is to have inconsistent forming cycles.
Operators need to have reasonable breaks between shifts so they don’t get tired and make mistakes.
Using robots and other automation is a way to have consistent forming cycles.

5. Others
5.1 Impact of Plasticization Stage on Warpage Deformation of Products
The plasticization stage is when the glassy-state pellets turn into a gooey flow state, which is what you need to fill the mold. When this happens, the plastic can get stressed out because the temperature is different in the middle of the plastic than it is on the outside. Also, the pressure and how fast you shoot the plastic into the mold can make the molecules line up in a way that makes the plastic warp.
5.2 Impact of Filling and Cooling Stages on Warpage Deformation of Products
When you make plastic parts with injection molding, you have to fill the mold with melted plastic. Then the plastic cools and turns solid inside the mold. This is a very important part of injection molding. The temperature, pressure, and how fast the plastic flows all affect how good the parts are and how fast you can make them. When the pressure is high and the plastic flows fast, the plastic gets stretched out in the direction the plastic is flowing. It also gets stretched out in the direction that is not the flow direction. This is called the “frozen effect.” The “frozen effect” makes the plastic parts have stress inside them. The temperature also makes the plastic parts bend.

(1) The temperature difference between the top and bottom of the part can cause thermal stress and deformation.
(2) Temperature differences between different areas of the part will cause uneven shrinkage between these areas.
(3) Different temperature conditions affect the shrinkage rate of plastic parts.
5.3 Impact of Demolding Stage on Warpage Deformation of Products
When the plastic parts are demolded and cooled to room temperature, they are mostly in a glassy state. If the demolding force is uneven, the movement of the ejection mechanism is unstable, or the demolding surface area is inappropriate, it is easy to cause deformation of the product. In addition, the stress frozen in the part during the filling and cooling stage will be released in the form of deformation due to the loss of external constraints, resulting in warpage deformation.
5.4 Impact of Shrinkage of Injection Molded Products on Warpage Deformation
The main reason why injection molded products warp is because the parts shrink unevenly. If you don’t take into account the shrinkage that happens when the mold is filling up, the shape of the parts will be way off from what you want, and they might be so warped that you can’t use them. Besides the warpage that happens when the mold is filling up, temperature differences between the top and bottom of the mold will also cause the top and bottom of the parts to shrink differently, which will make them warp.
When we analyze warpage, we don’t care about shrinkage itself, but rather the difference in shrinkage. During the injection molding process, the arrangement of polymer molecules along the flow direction results in a greater shrinkage rate in the flow direction than in the perpendicular direction, leading to warpage deformation of injection molded parts. Uniform shrinkage only causes changes in the volume of the plastic parts, while non-uniform shrinkage causes warpage deformation. Crystalline plastics have a much larger difference in shrinkage rate between the flow direction and the perpendicular direction compared to non-crystalline plastics, and their higher shrinkage rates, combined with their anisotropic shrinkage, result in a much greater tendency for warpage deformation in crystalline plastic parts.
5.5 Impact of Residual Thermal Stress on Warpage Deformation of Products
When you make stuff with injection molding, the heat can mess things up. It can make your parts warp and look bad.
II. Solutions to Warpage of Injection Molded Products
To fix the above problems, you can try these methods to solve the warpage deformation problem of injection molded products:
1. Adjust Injection Temperature
Changing the injection temperature is a good way to solve the warpage problem of injection molded products. By changing the injection temperature, the heat can be evenly distributed to all parts, which can reduce the warpage of injection molded products.
2. Design Rational Injection Mold Structure
When we design injection molded products, we need to pay attention to the design of structures like wall thickness and surface. A good structure for an injection molded product can reduce the warpage deformation of the injection molded product.

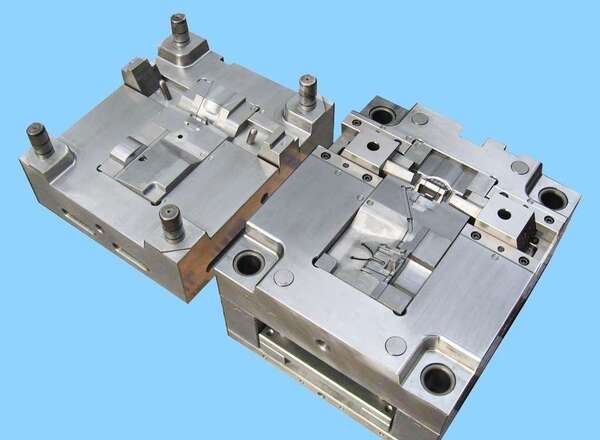
3. Optimize the Mold
Mold is one of the key factors that determine the accuracy and warpage deformation of injection molded products. Therefore, it is necessary to optimize the mold. Choose appropriate materials and manufacturing processes to ensure the accuracy of the mold. In addition, attention should be paid to the maintenance and maintenance of the mold during use.
4. Use Injection Molding Equipment
Using efficient injection molding equipment can effectively solve the problem of warpage deformation of injection molded products. Efficient injection molding equipment can improve the uniformity of injection temperature and reduce the occurrence of deformation during injection.

Ⅲ. Conclusion
There are many factors that affect the warpage deformation of injection molded products, including the structure of the mold, the thermal and physical properties of plastic materials, and the conditions and parameters of the injection molding process. Therefore, the research on the warpage deformation mechanism of injection molded products must comprehensively consider various factors such as the entire forming process and material properties.







