 Skip to content
Skip to content 







Step 1: Material Preparation:
Polycarbonate (PC) is hygroscopic and absorbs moisture, which can cause defects such as bubbles, streaks, or surface imperfections.
① Drying: Dry the PC material at 110–130°C (230–266°F) for 3–5 hours to achieve a moisture content of less than 0.02%. This ensures proper processing without defects caused by moisture.
② Mixing: If additives or fillers are used, weigh and mix them with the PC according to the manufacturer’s instructions. Ensure that the material is free of contaminants and mixed uniformly.

Step 2: Mold Preparation:
Proper mold preparation ensures easy part ejection and prevents defects during the molding process.
① Cleaning: Ensure the mold is free of dust, moisture, and debris, which could affect the quality of the final product.
② Release Agent: Apply a release agent to the mold surfaces to prevent sticking and facilitate easy ejection of the molded part.
③ Alignment: Secure the mold properly in the injection molding machine, ensuring no misalignment that could cause mold defects.

Step 3: Material Loading and Injection Setup:
Proper injection temperature and pressure ensure that the material flows correctly into the mold, filling all cavities and ensuring consistent quality.
① Load the Material: Feed the dried PC pellets into the injection molding machine's hopper.
② Injection Temperature: Set the injection temperature between 240°C to 260°C (464°F to 500°F). The melting range for PC typically falls between 270°C to 320°C, but avoid exceeding 340°C to prevent decomposition and defects.
③ Injection Pressure: Set the injection pressure between 1000 to 2000 bar (14,500 to 29,000 psi), depending on part size and mold design.
④ Injection Speed: Control the speed to prevent material from entering the mold too quickly, which could lead to defects such as flow marks or air entrapment.

Step 4: Dwelling Phase:
The dwelling phase ensures complete filling of the mold and allows the molten PC to take the shape of the mold cavities.
① Maintain Pressure: After injection, hold pressure in the mold to allow the molten material to completely fill every detail and prevent shrinkage or voids.
② Monitor: Keep an eye on the pressure to ensure the material remains in place until it starts to cool.

Step 5: Cooling Phase:
Proper cooling prevents warping, shrinkage, and other defects, while ensuring dimensional stability of the final part.
① Cooling Time: Allow sufficient time for cooling. The cooling time will depend on the part's thickness, complexity, and mold temperature. Larger parts may require more cooling time.
② Mold Temperature: Maintain the mold temperature between 80°C to 120°C (176°F to 248°F) for optimal cooling without inducing defects like warping or sink marks.
③ Cooling Channels: Ensure that the cooling system inside the mold is efficient and evenly distributed to maintain consistent mold temperature.

Step 6: Ejection:
Proper ejection is critical for maintaining part integrity and ensuring smooth production flow.
① Ejection Mechanism: Use ejector pins or air-powered ejection systems to push the part out of the mold.
② Force Control: Adjust the ejection force to prevent damage to delicate or complex parts.
③ Post-Processing: If needed, trim excess flash or material from the part during ejection.

Step 7: Post-Processing:
Post-processing ensures the molded part meets all necessary specifications for functionality and aesthetics.
① Trimming and Deflashing: Remove any excess material (flash) left over from the molding process. This may require trimming or grinding operations.
② Surface Finishing: Depending on the end use, you may need to polish or coat parts for improved aesthetics or additional functionality (e.g., improved chemical resistance or surface durability).
③ Assembly: If the molded parts are components of a larger assembly, perform any necessary assembly or bonding operations.

Step 8: Quality Control
Ensuring the quality of the molded part is critical for maintaining product standards and customer satisfaction.
① Inspection: Regularly inspect parts for defects such as bubbles, warping, or color inconsistencies. Dimensional accuracy is essential.
② Testing: Perform testing for impact resistance, transparency, and heat tolerance, especially for critical applications.
③ Consistency: Monitor processing conditions (temperature, pressure, and cycle time) to ensure consistent part quality across production runs.





1. Automotive Industry:
Components: PC is widely used for automotive parts like headlight lenses, dashboards, interior trims, and exterior components. Its impact resistance, lightweight nature, and optical clarity contribute to both safety and performance in vehicles.

2. Electronics Industry:
Casings and Components: PC is commonly used for electronic device casings such as laptops, smartphones, and tablets. Its excellent insulating properties and impact resistance ensure durability and safety in electrical and electronic applications.

3. Construction Industry:
Building Materials: PC is used for skylights, roofing sheets, and window glazing, offering excellent durability, weather resistance, and optical clarity. These features make it ideal for applications requiring safety and transparency in construction.
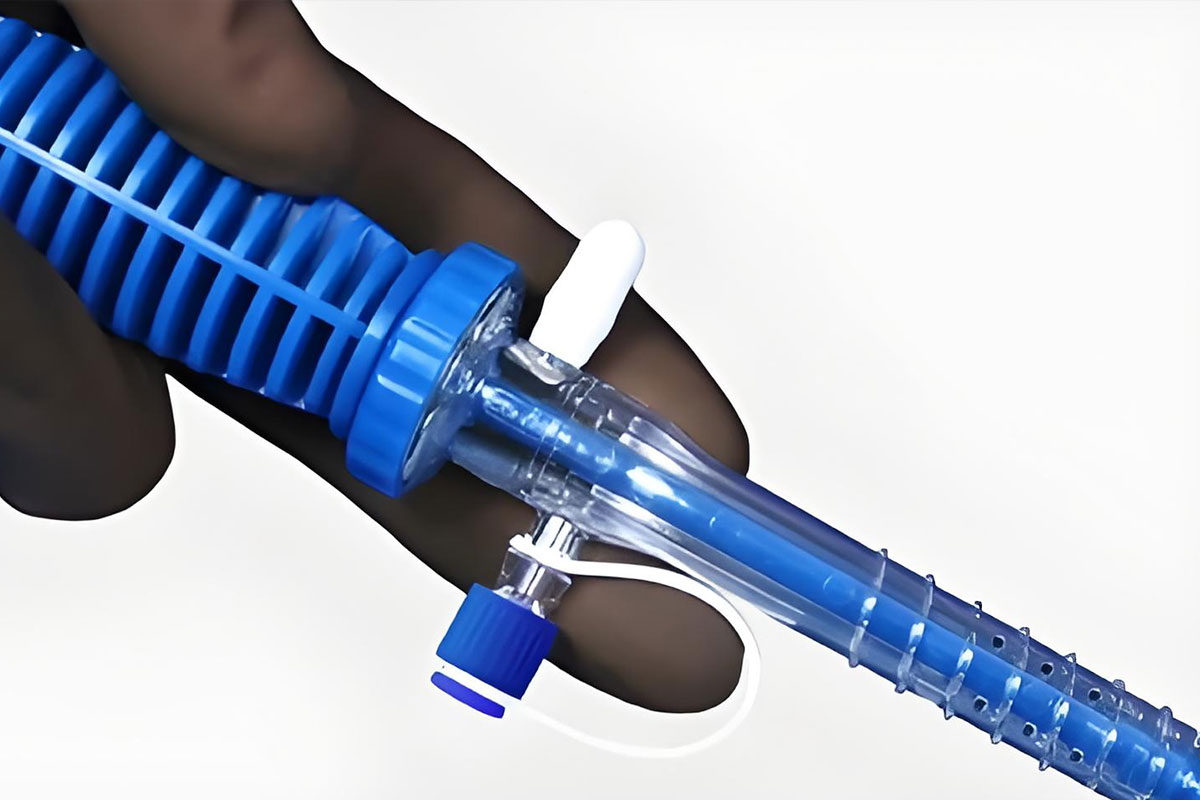
4. Medical Devices:
Surgical Instruments and Equipment: PC is essential for manufacturing syringes, medical tubing, and surgical instruments. Its biocompatibility, ease of sterilization, and high strength make it a trusted material in healthcare applications.
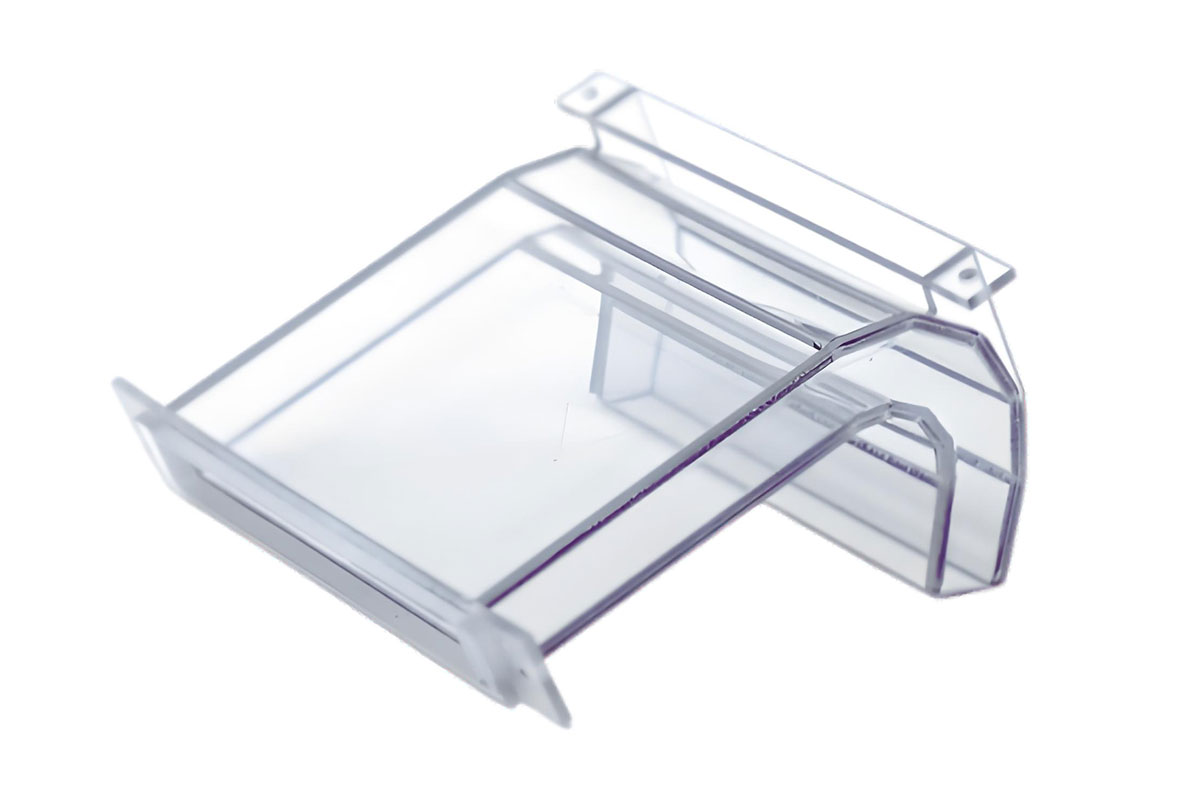
5. Consumer Goods:
Everyday Products: PC is widely used for products like eyewear lenses, water bottles, and safety helmets. Its impact resistance and aesthetic versatility allow for durable and visually appealing consumer items.
6. Aerospace and Defense:
Aircraft Components: PC is employed in aircraft for cockpit windows, lenses, and instrument panels. Its combination of lightweight properties, strength, and clarity is critical in aerospace environments requiring precision and safety.

7. Optical Applications:
Lenses and Optical Components: PC is used for camera lenses, projector lenses, and eyeglasses, thanks to its optical clarity, scratch resistance, and ability to withstand high impact. It is ideal for both professional and consumer-grade optical applications.

8. Food Processing:
Equipment Components: PC is used in food processing machinery and storage containers due to its chemical resistance, impact strength, and safety for food contact. It is ideal for applications requiring repeated cleaning and sterilization.

9. Sports Equipment:
Protective Gear: PC is used in helmets, goggles, and other protective sports equipment. Its high impact resistance, lightweight design, and comfort make it essential for ensuring athlete safety and performance.

10. Toys and Games:
Plastic Toys: PC is used in action figures, dolls, and other toys that require durability and safety. Its non-toxic nature, toughness, and ability to form complex shapes make it a preferred material in toy manufacturing.

11. Packaging:
Containers and Bottles: PC is used for making packaging items like water bottles and food containers. Its impact resistance, clarity, and ability to withstand repeated use make it suitable for long-lasting and sustainable packaging solutions.

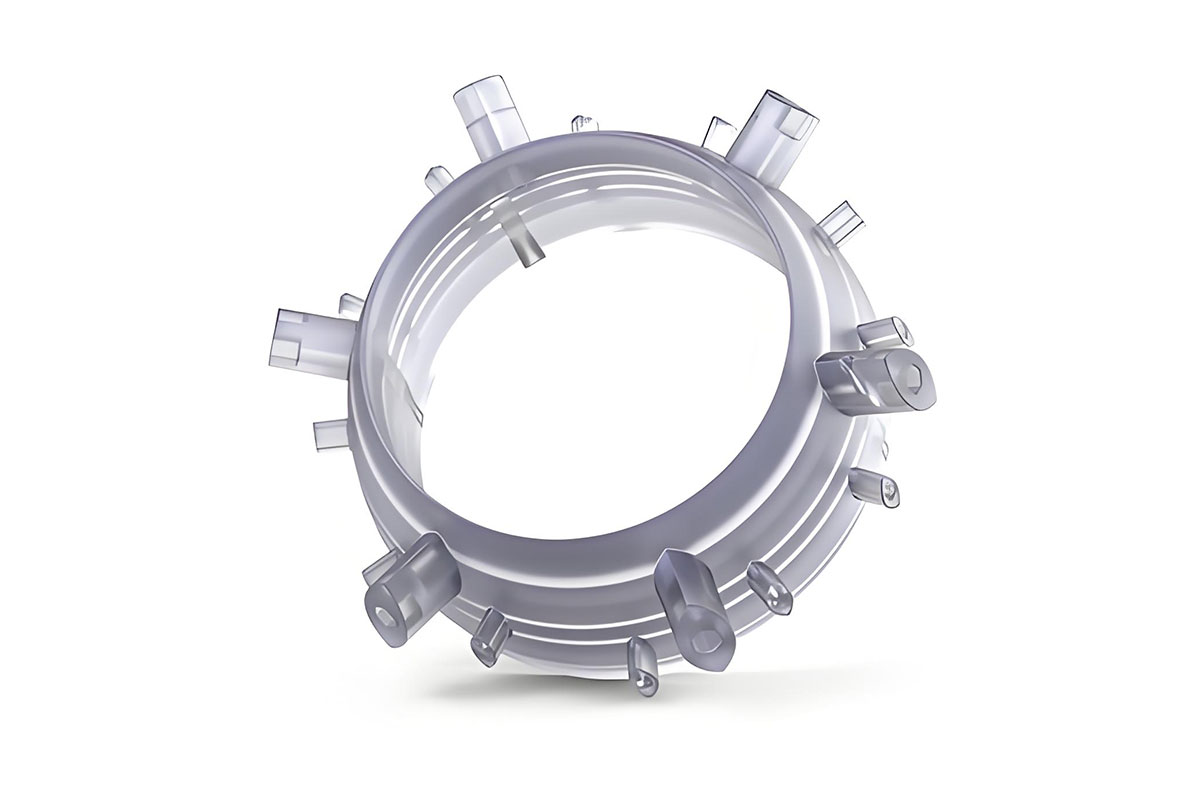
12. Electrical Components:
Connectors and Switches: PC is utilized for electrical connectors, switches, and circuit boards. Its excellent insulating properties and flame resistance ensure safety and reliability in electrical applications.

Injection Molding Canada: Why Canadian Companies Choose ZetarMold
Key Takeaways Canadian injection molding manufacturers deliver lead times of 4 to 8 weeks for production tooling, roughly 50% faster than offshore suppliers in Asia. Nearshore molding from Canada eliminates

Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

