 Skip to content
Skip to content 
Custom PA46 Injection Molding Factory
PA46 injection molding manufacturing and design guide

Resources for The Complete Guide to PA46 Injection Molding
What is PA46?
Polybutylene adipamide, also known as polyamide 46, or nylon 46, or PA46 for short, is a high-temperature resistant polyamide engineering plastic. It is known for its high thermal stability, high chemical resistance, good thermal conductivity, good heat resistance, good mechanical properties, ultra-low water absorption, and dimensional stability. PA46 has a long-term use temperature of 160 ˚C and even higher short-term heat resistance. These properties make it very useful in areas that require high temperature resistance and high strength, such as automotive parts, electronics, aircraft, and mechanical equipment.
PA46 is made by mixing dibutyl amine and adipic acid. It has a special chemical structure that makes it really hard and not able to soak up water. The PA46 chemical chain is more regular and packed together better than other polyamides.
This makes it easier to make a really strong crystal structure when you make it, which makes it stronger and better at handling heat. Also, when you make PA46, you have to be really careful about how hot it is, how much pressure there is, and what kind of stuff you use to make it. That way, you can make sure it’s good enough for what you want to do with it.
Polyamide (PA) Family:
PA series materials include PA6, PA66, PA610, PA612, PA1010, PA11, PA12, PA6T, PA9T, MXD-6 aromatic amide, etc., in addition to PA46. PA (polyamide), commonly known as nylon, is a polymer with long chains of amide groups. It has excellent mechanical properties, wear resistance, self-lubrication, and chemical inertness.
There are many types of nylon, such as PA6, PA 66, PA510, PA11, PA12, etc. They are widely used in automotive parts, electronic appliances, etc. For example, nylon 6 (PA6) and nylon 66 (PA66) are often used to make mechanical parts in machinery, automobiles, and electrical appliances, such as gears, rollers, pulleys, etc. Nylon 11 (PA 11) and nylon 12 (PA 12) have low melting points and good low-temperature performance, and are suitable for automotive fuel pipes, brake hoses, optical fiber communication cable sheaths, etc.
What are the characteristics of Polyamide 46 (PA46)?
PA46 is a polyamide product made by combining butanediamine and adipic acid. It’s a new kind of polyamide resin with a high melting point and high crystallinity, so it has a higher melting point (295 degrees Celsius), a higher heat deformation temperature, and a long-term use temperature (CUT 5000hours) of up to 163 degrees Celsius. It’s widely used in cars and other areas, and it can give you great mechanical properties at high temperatures, great wear resistance and low friction, and great fluidity, which makes it easier to process.
1. High Melting Point:
PA46 has a melting point of up to 295°C, which is higher than many engineering plastics, ensuring that it is stable at high temperatures and very durable. PA46 has a high melting point and is resistant to high temperatures, making it suitable for applications where high temperatures exist. PA46 has excellent heat aging resistance and can maintain its mechanical properties for a long time under thermal stress.
2. High Crystallinity:
PA46 has a crystallinity of about 70%, which is higher than other polyamide materials, such as PA66 (crystallinity of about 50%). PA46 crystallizes faster and has a higher heat distortion temperature.
3. Long-Term Use Temperature:
PA46 can be used for a long time at temperatures up to 163°C, much longer than most other engineering plastics.
4. Heat Deflection Temperature:
Pure PPA46 resin has a heat distortion temperature of 190°C, and it can go up to 290°C after adding glass fiber reinforcement, showing its high thermal stability.
5. Strength and Stiffness:
PA46 has great mechanical strength at normal ambient temperature, and its elastic modulus, fatigue life, and creep resistance are also great. These properties can be maintained even in high-temperature environments. PA46 also has high tensile strength, so it’s good for applications that need high strength.
6. Wear Resistance:
PA46 has excellent wear resistance and can maintain optimal performance even in the most severe operating conditions, making it ideal for applications prone to wear.
7. Short Molding Cycle:
Because PA46 crystallizes faster, the molding cycle is shorter. This means you can make more parts in less time, which saves you money.
8. Easy to Process:
PA46 is easy to process into different shapes and sizes and has good processing and molding characteristics.

9. Chemical Resistance:
PA46 is resistant to a wide range of chemicals, including acids and bases, making it suitable for applications where chemical contact is possible. PA46 also has good chemical resistance to oils and solvents, which makes it great for automotive and industrial applications.
10. Electrical Insulation:
It also has high surface and volume resistivity and high dielectric strength, so it can be used in electrical and electronic applications and is suitable for use in applications where electrical insulation is required.
11. Hygroscopicity:
PA46 can absorb moisture from the environment until it reaches equilibrium, which you need to consider when designing molds and product conditions.
12. Good Dimensional Stability:
PA46 has good dimensional stability and is therefore suitable for applications that require precise dimensions.
13. Good UV Resistance:
PA46 has excellent UV resistance, making it suitable for applications where there is a chance of exposure to UV rays.
14. Good Impact Resistance:
PA46 has excellent impact resistance, which makes it perfect for applications where it may be subjected to impact.
15. Creep Resistance:
PA46 has excellent creep resistance, which is important for applications that have long-term constant loads.
What are the properties of PA46?
Polyamide 46 (PA46), also known as Nylon 46, is a high-performance engineering thermoplastic notable for its exceptional thermal and mechanical properties. Below are the key properties of PA46:
| Property | Metric | English |
|---|---|---|
| Density | 1.27 g/cc | 0.0459 lb/in³ |
| Maximum Moisture Content | 0.01 | 0.01 |
| Linear Mold Shrinkage, Flow |
0.017 - 0.020 cm/cm @Time 86400 sec |
0.017 - 0.020 in/in @Time 24.0 hour |
| Linear Mold Shrinkage, Transverse |
0.017 - 0.020 cm/cm @Time 86400 sec |
0.017 - 0.020 in/in @Time 24.0 hour |
| Storage Temperature | <= 30.0 ℃ | <= 86.0 ℉ |
| Tensile Strength, Yield | 60.0 MPa | 8700 psi |
| Elongation at Yield | 2.5% | 2.5% |
| Tensile Modulus | 2.70 GPa | 392 ksi |
| Flexural Strength | 110 MPa | 16000 psi |
| Flexural Modulus | 2.80 GPa | 406 ksi |
| Charpy Impact Unnotched | 2.50 J/cm² | 11.9 ft-lb/in² |
| Charpy Impact, Notched | 0.400 J/cm² | 1.90 ft-lb/in² |
| Deflection Temperature at 1.8 MPa (264 psi) | 90.0 ℃ | 194 ℉ |
| Vicat Softening Point | 275 ℃ | 527 ℉ |
| Melt Temperature | 305 - 320 ℃ | 581 - 608 ℉ |
| Mold Temperature | 40.0 - 100 ℃ | 104 - 212 ℉ |
| Drying Temperature |
80.0 ℃ @Time 7200 - 43200 sec |
176 ℉ @Time 2.00 - 12.0 hour |
| Base Polymer | Polyamide 4.6 | |
Can PA46 materials be injection molded?
Yeah, you can totally injection mold PA46. PA46 (Polyamide 46) is a high-performance thermoplastic. In fact, injection molding is a popular way to make parts out of PA46. PA46 has a pretty high melting point and high viscosity, which makes it tough to process, but with the right equipment and processing conditions, you can definitely injection mold it.

However, injection molding of PA46 requires special considerations:
1. Processing Temperature: PA46 needs higher processing temperatures, usually barrel temperatures of about 290-320°C and mold temperatures of about 80-120°C. This is important to make sure the plastic flows well and the part is good.
2. Moisture Sensitivity: PA46, like other polyamides, is hygroscopic, meaning it absorbs moisture from the air. So, it needs to be properly dried before molding to avoid defects like bubbles, spots, or reduced mechanical properties. The recommended drying temperature is about 80-100°C for 4-6 hours.
3. Mold Design: Good mold design is important to make sure the plastic flows well and doesn’t have any problems. PA46 shrinks a lot (usually 1.2-1.8%), so the mold design has to be made to deal with that.
4. Processing Speed: PA46 crystallizes pretty fast, which means it cools and solidifies quickly. This can shorten cycle times, but may require optimization of the cooling system in the mold to maintain dimensional stability.
What are the key considerations for PA46 Injection Molding?
When you’re molding PA46, there are a few things to keep in mind to make sure you’re making good parts. You need to know about the material, the process, the mold, and the environment. Here are some things to think about:
1. Material Selection: Choose the right PA46 material for your application. Consider factors like strength, high temperature resistance, and chemical resistance.
2. Material Moisture Sensitivity: PA46 is a material that absorbs moisture from the air. To prevent it from breaking down, you need to dry it out before you use it. The best way to do this is to dry it at 80°C for 2-8 hours. You want to get the moisture content down to 0.1% or less if you’re doing something important with it.
3. Mold Design: When designing the mold, you should consider using PA46. You should also think about things like where to put the gate, how to design the runner, and what kind of ejection system to use.
4. Injection Pressure and Speed: PA46 needs high injection pressure to fill the mold and make sure it fills and holds properly. Typical injection pressures are 1000-2000 bar. The injection speed has to be adjusted during processing to avoid problems like flow lines or cavitation. High injection speeds can help fill the mold, but can also cause defects if you don’t control them right.
5. Injection Temperature: The melt temperature of PA46 should be kept between 300-330°C during injection to make sure it flows and fills the mold properly.
6. Mold Temperature: PA46 benefits from high mold temperature to reduce viscosity and improve fluidity. Typical mold temperature range is 80-120°C to optimize part crystallization and minimize defects like warpage or dimensional instability.
7. Cooling Time: PA46 has a high thermal diffusivity, which means it may take longer to cool and solidify. Allow longer cooling time to make sure the part forms correctly.
8. Gate Location: Where you put the gate affects how the part looks and works. Think about things like where the weld line is, where the sink marks are, and how much the part warps.
9. Flow Channel Design: Flow channel design has a big impact on how your part looks and performs. Think about things like how big the flow channels are, what shape they are, and where they are.
10. Ejector System: The ejector system has an effect on how the part looks and how it works. Think about things like how hard the ejector pushes, how fast it moves, and which way it goes.
11. Part Ejection: PA46 parts have a tendency to warp and stick to the mold. Use a gentle ejection system and consider using a release agent to improve part ejection.
12. Post-molding Operations: You might have to do some extra stuff to PA46 parts to get them to look and fit right. You might have to cut them, grind them, or polish them.
13. Humidity Control: PA46 is sensitive to humidity, which affects its characteristics and performance. Please control the humidity level in the material, mold and processing environment to ensure the best results.
14. Processing Conditions: To get the best results with PA46, you need to do it right. Think about things like how fast you shoot it in, how hard you shoot it in, and how long you let it cool to make sure you mold the part right.
15. Material Compounding: You can mix PA46 with additives to make it better. Think about things like how much filler, lubricant and antioxidant you put in to get what you want.
16. Part Geometry: PA46 parts are susceptible to warping and deformation. Consider factors such as part geometry, wall thickness and material properties to ensure optimal part molding.
17. Quality Control: Set up a quality control program to make sure the parts you make are what they’re supposed to be. You’ll do regular inspections and tests to find any problems or defects.
Design guidelines for PA46 Injection Molding
When you’re designing injection molded parts with PA46 (polyamide 46), you need to think about a bunch of things that affect how moldable it is, how well it works, and how good it is when you’re done. Here are some things to think about when you’re designing parts for PA46 injection molding.

1. Wall Thickness: PA46 is strong but can warp. Keep walls thick and avoid thin walls to prevent warping. You should aim for a minimum wall thickness of 1.5 mm, but it depends on the part and what it needs to do.
2. Part Geometry: PA46 parts can warp and deform. Make parts with symmetrical shapes and avoid sharp corners or complex shapes.
3. Draft Angle : Adding a draft angle of 1 to 3 degrees on vertical surfaces can help parts eject from the mold more easily and reduce wear on the mold. For more complex geometries, a larger draft angle may be helpful.
4. Gate Location: PA46 is sensitive to gate location. Place the gate in an area that will not interfere with part function or aesthetics.
5. Flow Channel Design: The flow channel in the PA46 should be designed to minimize pressure drop and ensure consistent filling. Use a “tree-like” flow channel design to reduce pressure drop.
6. Parting Line: Whenever possible, align features with the parting line. This alignment helps keep things simple when ejecting the part and helps maintain the part’s dimensions.
7. Radius and Chamfers: If you add a radius or chamfer to sharp corners, it can make the part easier to form and reduce the chance of stress cracks in the final part.
8. Mold Temperature: PA46 benefits from high mold temperature (80-120°C) to reduce viscosity and improve flow.
9. Injection Pressure: PA46 requires high injection pressure (1000-2000 bar) to fill the mold and ensure correct filling and holding pressure.
10. Injection Speed: To avoid early crystallization during injection, use medium to high injection speeds. The speed curve should go from fast filling of gates and runners to medium speed filling of parts.
11. Cooling Time: PA46 has a higher thermal diffusivity, which means it takes longer to cool and solidify. Please allow longer cooling time to ensure the part is properly formed.
12. Material Selection: Choose the right PA46 material for your application. Consider factors like strength, high temperature resistance, and chemical resistance.
13. Mold Design: When you design the mold, you should consider PA46. You should think about where to put the gate, how to design the runner, and how to eject the part.
14. Ejector System: PA46 parts have a tendency to warp and stick to the mold. Use a gentle ejector system and consider using a release agent to improve part ejection.
15. Part Ejection: Some PA46 parts may need extra steps like machining, grinding, or polishing to get the right surface finish and accuracy.
16. Post-molding Operations: PA46 parts may need extra steps like machining, grinding, or polishing to get the surface finish and accuracy you want.
17. Material Compounding: You can mix PA46 with additives to make it better. Think about things like how much filler, lubricant and antioxidant you put in to get what you want.
18. Part Orientation: PA46 parts are prone to warping and deformation. Design parts with symmetrical geometry and orient them in the mold to minimize warping.
19. Mold Cavity: PA46 parts are prone to warping and deformation. Design the mold cavity to minimize warping and ensure proper part molding.

Resources for The Complete Guide PA46 Injection Molding Manufacturing
How to perform PA46 Injection Molding: A Step-by-Step Guide
PA46 is a high-performance engineering plastic with excellent mechanical properties and thermal stability. To ensure quality and efficiency, the injection molding process of PA46 involves several key steps. Here’s a step-by-step guide to perform PA46 injection molding.

1. Design and Prototyping:
Prototyping: Make prototypes using methods like 3D printing or CNC machining before you make the whole thing. This helps you find problems with your design early.
Final Design: Optimize the injection molding design, taking into account factors like wall thickness, draft angle, and ribs to make it easier to make.
2. Mold Preparation:
Mold Making: Injection molds are made using CNC machining and are usually made of tool steel or aluminum. The molds should be designed to withstand the high temperatures and pressures generated by PA46.
Surface Treatment: Do what you need to do to the mold surface to get the look you want and make it easier to get the part out.
Clean and Dry: Clean and dry the mold to ensure it is free of any contaminants or residues, apply a release agent to the mold to prevent the PA46 part from sticking to it, and ensure the mold is properly aligned and secured to the injection molding machine.
3. Material Preparation:
Material Selection: Choose the best PA46 resin pellets that meet your application specifications.
Drying: PA46 is hygroscopic, so it needs to be dried before processing to avoid moisture-related defects. The recommended drying temperature is usually around 80°C.
4. Injection Molding Process:
Clamping: It’s what holds the mold in the injection molding machine. It makes sure the mold is closed tight so no plastic can leak out while the machine is injecting plastic into the mold.
Injection Molding: Heat the PA46 pellets until they melt (about 315-325°C). Inject the melted resin into the mold cavity at a controlled speed and pressure to fill all areas of the mold.
Holding Pressure: Keep pressure in the mold for a short time to make sure the molten plastic fills all mold cavities and makes up for shrinkage when it cools.
Cooling: Let the injected part cool inside the mold until it hardens. Cooling time will change depending on how thick and complicated the part is, but it’s super important for getting the dimensions right.
5. Ejection:
Mold opening: After cooling, the mold is opened using the clamping mechanism.
Ejection: Remove the finished part from the mold using ejector pins or ejector plates without damaging it. Check the quality and consistency of the parts.
6. Post-processing:
Trimming and Finishing: Cut off any extra material (flash) from the edge of the part. Other finishing processes might include sanding or painting, depending on what you’re making.
Quality Control: Inspections such as First Article Inspection (FAI) or Production Part Approval Process (PPAP) are performed to ensure that parts meet specified tolerances and quality standards.
What are the advantages of PA46 Injection Molding?
PA46 (Polyamide 46) injection molding is a big deal in the manufacturing world. It’s better than other materials and processes in a lot of ways. Here are some of the reasons why PA46 injection molding is so great:
1. High Heat Resistance and High Crystallinity:
PA46 has a melting point of about 295°C and a crystallinity of about 70%. It is great for injection molding parts that need to work at high temperatures. The heat deflection temperature of PA46 is also higher than many other engineering plastics. PA46 has great thermal stability and can be used continuously at temperatures up to 220°C (428°F) and intermittently at temperatures up to 250°C (482°F). This makes it perfect for applications that involve high temperatures.
2. Excellent Wear Resistance and Low Friction:
PA46 is a super tough material with super high wear resistance and can be used in applications with super high friction behavior, like gears and bearings.
3. Excellent Processing Performance:
These aspects also include: PA46 has good fluidity, short molding cycle and efficient processing, which improves production efficiency and also helps to reduce costs. It is introduced for injection molding of thin-walled parts, for example, the part thickness is only 0. 1 mm, and there is no flash, which can be seen from the need for minimal post-processing.
4. Good Mechanical Properties:
PA46 has excellent mechanical properties and high strength, which can meet the performance requirements of a variety of high-tech injection molded parts. Its high impact strength, low creep, excellent fatigue strength, and low wear characteristics help improve the durability of injection molded parts, thereby improving product reliability.
5. Wide Range of Applications:
PA46 is widely used in electrical and electronics, automotive, industrial equipment and other applications: SMD electrical parts, connectors, gears, bearings, sensors, etc., further proving the excellent performance and popularity of this material.

6. Low Outgassing:
PA46 has a low outgassing rate, which is important for applications that need vacuum or low-pressure environments, like aerospace, medical devices, and semiconductor manufacturing.
7. Low Moisture Absorption:
PA46 has a low moisture absorption rate, which reduces the risk of warping, cracking or delamination. This property makes it suitable for applications where dimensional stability is critical.
8. High Strength-to-Weight Ratio:
PA46 has a high strength-to-weight ratio, which makes it great for things like aerospace and automotive applications where you need to reduce weight.
9. Low Warpage:
PA46 has low warpage, which reduces the risk of part deformation during the molding process. This property makes it good for applications where you need the part to be the right shape.
10. Good Electrical Insulation:
PA46 has great electrical insulation properties, which makes it perfect for things that need electrical insulation, like electrical connectors, switches, and sensors.
11. Biocompatibility:
PA46 has great electrical insulation properties, which makes it perfect for stuff that needs electrical insulation, like electrical connectors, switches, and sensors.
12. Recyclable:
You can recycle PA46, which helps reduce waste and saves resources.
13. Wide Range of Colors:
PA46 can be molded into a variety of colors, which makes it perfect for applications where aesthetics are important.
14. Low Shrinkage:
PA46 has a low shrinkage rate, which means it doesn’t deform much when you make parts with it. This is good when you need parts with very precise shapes.
15. Low Flammability:
PA46 has a low flammability rating, making it suitable for applications that require fire safety.
16. Wide Range of Applications:
PA46 is used in many different applications including aerospace, automotive, medical devices, consumer goods, and industrial equipment.
17. High Flow:
PA46 has high flow and is therefore suitable for manufacturing complex geometries and thin-walled parts.
18. Low Melting Temperature:
PA46 has a low melting point, which means it won’t break down when it gets hot. That makes it good for things that have to be made at high temperatures.
19. Good Dimensional Stability:
PA46 has excellent dimensional stability, making it ideal for applications that require precise component geometry.
20. Low Creep:
PA46 has low creep and is therefore good for applications where the parts are under long-term stress.
21. Good Fatigue Resistance:
PA46 has excellent fatigue resistance, making it perfect for applications where components are subjected to repeated loading and unloading.

What are the disadvantages of PA46 Injection Molding?
PA46 (polyamide 46) injection molding has a lot of pluses, but it also has some minuses. Here are the main minuses, organized by category:
1. Cost-Related Issues:
① High Material Cost: PA46 is a high-performance material that is generally more expensive than other engineering plastics, which makes it not competitive in cost-oriented applications.
② High Mold Cost: PA46 needs special molds, which are expensive, especially in small batch production, and the initial cost is high.
③ Large Initial Investment: The initial cost of producing an injection molding mold is high, ranging from thousands to tens of thousands of dollars.
④ High Post-processing Equipment Requirements: PA46 requires high-precision post-processing equipment, which increases the cost even more.
2. Processing and Design Limitations:
① Limited Machinability: PA46 is a hard material that is hard to machine and finish, which may make things more complicated.
② Design Limitations: When designing for injection molding, you have to think about special design elements (like draft angles, rounded edges, etc.) that help parts come out of the mold. This makes the design harder.
③ Long Delivery Time: It may take 5 to 12 weeks from design to mold manufacturing, which will affect the project schedule.
④ Limited Color Options: PA46 can only be molded in a limited number of colors and is not suitable for applications where color selection is important.

3. Performance limitations:
① Moisture Sensitivity: PA46 is very sensitive to moisture and has a strong tendency to absorb moisture. Moisture will affect its mechanical properties and dimensional stability. The moisture content must be strictly controlled during the injection molding process.
② Poor Light Resistance: If you leave it in the sun or in a hot place for a long time, it will oxidize and turn yellow or crack. So it can’t be used in places with long-term light.
③ Limited Chemical Stability: PA46 has good chemical resistance, but it doesn’t do well in strong acid and alkaline environments and it’s easily affected by certain chemicals.
④ Low Thermal and Electrical Conductivity: PA46 has low thermal and electrical conductivity, which limits its use in applications where heat and electrical conduction are important.
⑤ Limited Impact Resistance and Flexibility: PA46 is a pretty stiff material with low impact toughness and might crack or break if you hit it really hard.
4. Limitations of Use:
① Limited Welding Options: PA46 is not easy to weld, which increases assembly complexity, especially when you have complex parts that need to be welded.
② Not Widely Available: PA46 is not as widely available in the market as other engineering plastics, making it more difficult to purchase.
③ Limited Biocompatibility: PA46 is not biocompatible for all medical applications and may not be compatible with certain body fluids or tissues.
④ Limited Recyclability: PA46 is recyclable, but it’s a pain to recycle because it’s got a complex molecular structure.
Common issues and solutions in PA46 Injection Molding
PA46 (Polyamide 46) is a popular engineering plastic used in a variety of applications, including injection molding. However, it can be a pain in the ass to work with because of its unique properties and potential problems that can occur during the molding process. Here are some common problems and solutions in PA46 injection molding:

1. Warping and Shrinkage:
Causes: high shrinkage, poor mold design, insufficient cooling.
Solution: Optimize mold design, use ventilated molds, and adjust cooling systems. Consider using shrinkage compensation algorithms in molding simulation software.
2. Surface Defects:
Causes: Not enough demolding, bad mold surface, wrong process, not enough density, slow fill speed, low mold temperature.
Solution: Make mold surface better, put more plastic in and shoot harder, control mold temperature better, use stuff to make it come out easier, and change the process (like temperature, pressure, and how fast you shoot it).
3. Parting Line Defects:
Causes: Bad mold design, wrong parting line location, poor mold alignment.
Solution: Make better mold design, move parting line, and align mold correctly.
4. Gate Defects:
Causes: Wrong gate location, gate too small, bad gate design.
Solution: Fix gate location, make gate bigger, make gate better (like use a hot runner).
5. Material Degradation:
Causes: Temperature too high, handling wrong, not drying enough.
Solution: Lower temperature, handle better, dry right.
6. Color Consistency:
Causes: Inconsistent material color, incorrect color mixing, insufficient color control.
Solution: Make sure the material color is consistent, improve the way you mix colors, use color sensors to control the color.
7. Mould Temperature Control:
Causes: Not enough temperature control, wrong temperature setting, bad temperature distribution.
Solution: Get better temperature control, change temperature settings, make temperature distribution better.
8. Injection Speed and Pressure:
Causes: wrong injection speed and pressure, bad mold design, and bad processing conditions.
Solution: Fix injection speed and pressure, fix mold design, and fix processing conditions.
9. Material Flow and Filling:
Causes: Not enough material flow, wrong mold design, bad processing conditions.
Solution: Make material flow better, make mold design better, and change processing conditions.
10. Post-molding Processing:
Cause: Not enough drying, wrong post-molding processing, and bad material handling.
Solution: Dry right, process better, handle with care.

11. Insufficient Padding:
Causes: Low injection pressure, slow injection speed, low melt temperature, poor venting design, and small gate size.
Solutions: Increase injection pressure to make sure it fills completely, adjust injection speed to a higher rate, increase barrel temperature to make the melt flow better, increase mold ventilation to let trapped air out, increase gate size, or optimize runner design to help the material flow.
12. Color Change:
Causes: High melt temp, fast injection speed, and poor exhaust design.
Solution: Reduce barrel and mold temp, reduce injection speed and pressure, improve mold exhaust, and prevent discoloration caused by trapped gas.
13. Internal Cracks:
Cause: The parts cool too fast and residual stress in the material.
Solution: Make the mold hotter, slow down how fast the parts cool, and let the parts cool down slowly after they come out of the mold. You can also cool the parts down more by putting them in warm water.
14. Burn Marks:
Causes: High melting temperature and poor exhaust leading to air entrapment.
Solution: Reduce barrel temperature and injection speed, improve venting in mold design, and effectively remove trapped air.
15. Difficult Demoulding:
Cause: Mold has insufficient draft angle or surface finish.
Solution: Increase the draft angle of the mold design to make it easier to remove the part, and polish the mold surface to reduce friction during part removal.
What are the applications of PA46 Injection Molding?
PA46 (Polyamide 46) is a versatile engineering plastic used in a variety of applications because it’s strong, stiff, chemical-resistant, wear-resistant, and can handle high temperatures. Here are some common things people make with PA46 injection molding:

1. Aerospace Industry:
In the aerospace industry, we need materials that are strong, can handle high heat, won’t break, won’t rust, and won’t change shape. PA46 can do all of that. We use it in things like engines, fuel systems, hydraulic systems, and lots of other mechanical parts. Some of the things we make with injection molded PA46 are gears, bearings, bushings, and housings.
① Aircraft components (e.g. engine mounts, fasteners)
② Satellite components (e.g. structural parts, connectors)
③ Space exploration components (e.g. heat shields, mechanical parts)
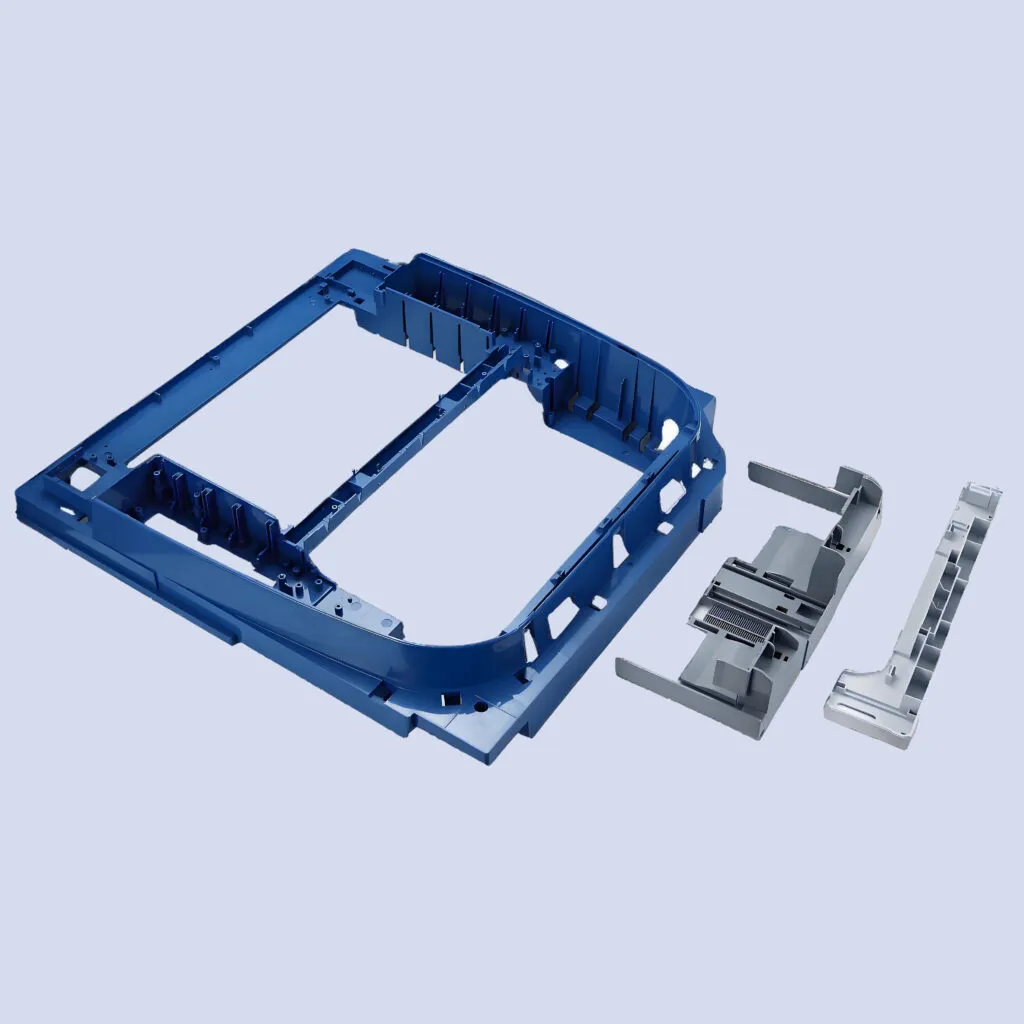
2. Automobile Industry:
PA46 is widely used in the automotive industry to make intake manifolds, cylinder head covers, oil pans, and air conditioning system components. Its great heat resistance, mechanical properties, and chemical resistance make it perfect for making high-performance car parts.
① Engine parts (e.g. oil pan, valve cover)
② Transmission components (e.g. gears, shafts)
③ Electrical components (e.g. connectors, switches)
④ Interior parts (e.g. dashboard trim, door handles)
3. Electronic and Electrical Industry:
PA46 has excellent electrical insulation, mechanical strength, and thermal stability, making it ideal for a wide range of electronic and electrical applications, including connectors, switches, sensors, circuit breakers, and other electronic components. The material’s ability to withstand high temperatures and maintain dimensional stability is crucial for ensuring the reliability and service life of these components.
① Electronic components (e.g. connectors, switches)
② Cable and Wire Management Systems
③ Housings and Cases
④ Printed Circuit Board (PCB) Components
4. Industrial Equipment:
PA46 is used in industrial equipment to make parts that need to be super strong, super tough, and super heat resistant. You can use it to make gears, bearings, bushings, seals, or anything else that has moving parts. PA46 is great for parts that move a lot because it doesn’t wear out as fast as other materials. That means your equipment will work better and last longer.
① Pump components (e.g. impellers, shafts)
② Gearbox components (e.g. gears, bearings)
③ Valve components (e.g. valve seat, valve stem)
④ Fasteners and accessories
5. Medical Equipment:
PA46 is also used in medical applications for applications that require high precision, high strength, and chemical inertness. It is suitable for the production of surgical instruments, medical device housings, and other components that require considerable resistance to sterilization procedures and stability. The material's biocompatibility and resistance to a wide range of chemicals make it suitable for medical applications.
① Surgical instruments (e.g. forceps, scissors)
② Medical implants (e.g. hip and knee replacements, surgical meshes)
③ Diagnostic equipment (e.g. syringes, test tubes)
④ Medical equipment (e.g., infusion pumps, ventilators)
6. Chemical Industry:
PA46 material is widely used in the chemical industry to make a lot of chemical equipment and pipeline components because it has really good chemical and corrosion resistance. For example, you can use it to make pump housings, valves, pipe joints, and connectors that are often in direct contact with all kinds of corrosive media. Because PA46 has good chemical resistance, you can make high-stability equipment that can be used in really harsh chemical environments, which can help you reduce the amount of maintenance and equipment replacement you have to do.
① Components ( pump housing, valve components, seals )
② Chemical storage equipment (pipes, joints)
7. Consumer Goods:
PA46 is widely used in consumer electronics to make phone cases, charging cases, and other electronic parts. It can withstand high temperatures and has strong mechanical properties, making it suitable for use in high-strength and high-temperature environments. In the automotive industry, PA46 can be used to make gears, bearings, connectors, and other parts that need to be highly wear-resistant and can withstand high temperatures.
① Outdoor equipment (e.g. camping gear, sports equipment)
② Furniture parts (e.g. chair legs, table frames)
③ Appliance parts (e.g. dishwasher parts, refrigerator seals)
④ Toys and games (e.g. figurines, puzzles)

8. Energy:
PA46 is used for seals and valve components in oil and gas equipment. It has good wear and corrosion resistance in high temperature and high pressure environments. PA46 is also used in gear transmission systems and other mechanical components in wind and solar energy equipment. It has excellent fatigue resistance and wear resistance, which extends the life of the equipment.
① Wind turbine components (e.g. blades, hubs)
② Solar panel components (e.g. frames, connectors)
③ Oil and gas equipment (e.g. valves, pumps)
④ Nuclear power plant components (e.g. fuel rods, reactor components)
9. Ocean:
PA46 is great for making stuff like oil drilling equipment and offshore platforms because it doesn’t rust in saltwater and it’s really strong. You can also use PA46 to make gears and electrical connectors for boats. It’s tough enough to handle the ocean.
① Ship parts (e.g. propellers, shafts)
② Marine components (e.g. pumps, valves)
③ Offshore equipment (e.g. drilling platforms, pipelines)
10. Food and Beverages:
PA46 is perfect for transmission parts, bearings, and gears in food processing equipment because it’s chemically inert and can handle high temperatures. You can use PA46 for sliding parts and wear-resistant parts in high-speed food packaging machines. It’ll keep up with the fast pace of the food industry and won’t let you down.
① Food processing equipment (e.g. pumps, valves)
② Beverage equipment (e.g. bottling lines, dispensers)
③ Packaging components (e.g. caps, closures)

How Can Manufacturers Effectively Reduce Costs in Injection Molded Part Production?
Key Takeaways – Material selection and wall thickness optimization are the primary drivers for reducing piece-part costs. – Investing in higher-quality tooling (Class 101/102) can lower long-term unit costs through

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

What is a High-Speed Injection Molding Machine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

