 Skip to content
Skip to content 







Step 1: Material Selection and Preparation:
Selecting the right PA material is the first step in the injection molding process. Different types of PA materials, such as PA6, PA66, and PA12, have different temperature resistance, chemical resistance, impact strength, and flowability. Choose the material that fits your specific application requirements. Additionally, PA materials are highly hygroscopic, so they need to be dried before injection molding to ensure the moisture content is below 0.3%. For PA6, vacuum drying at 105°C for 8 hours is recommended. For PA66, it should be vacuum dried at 105°C for 12 hours. For PA12, drying at 85°C for 4-5 hours is sufficient. If necessary, additives like colorants, impact modifiers, or flame retardants can be incorporated into the PA material, ensuring even distribution for optimal product quality.

Step 2: Injection Molding Machine Setup:
When setting up the injection molding machine, it’s important to adjust the temperature, pressure, and injection speed according to the PA material used. For PA6, the melting temperature should be between 230°C and 280°C, while for PA66, it should range from 260°C to 290°C. For PA12, the melting temperature should be set between 240°C and 300°C, but it should not exceed 310°C. The injection pressure for PA6 and PA66 typically ranges from 750 to 1250 bar, whereas for PA12, the maximum injection pressure can reach up to 1000 bar. Injection speed is typically high, but for glass-filled materials, it should be reduced slightly to avoid material degradation. Ensuring the machine is calibrated correctly is crucial for achieving consistent and high-quality results.
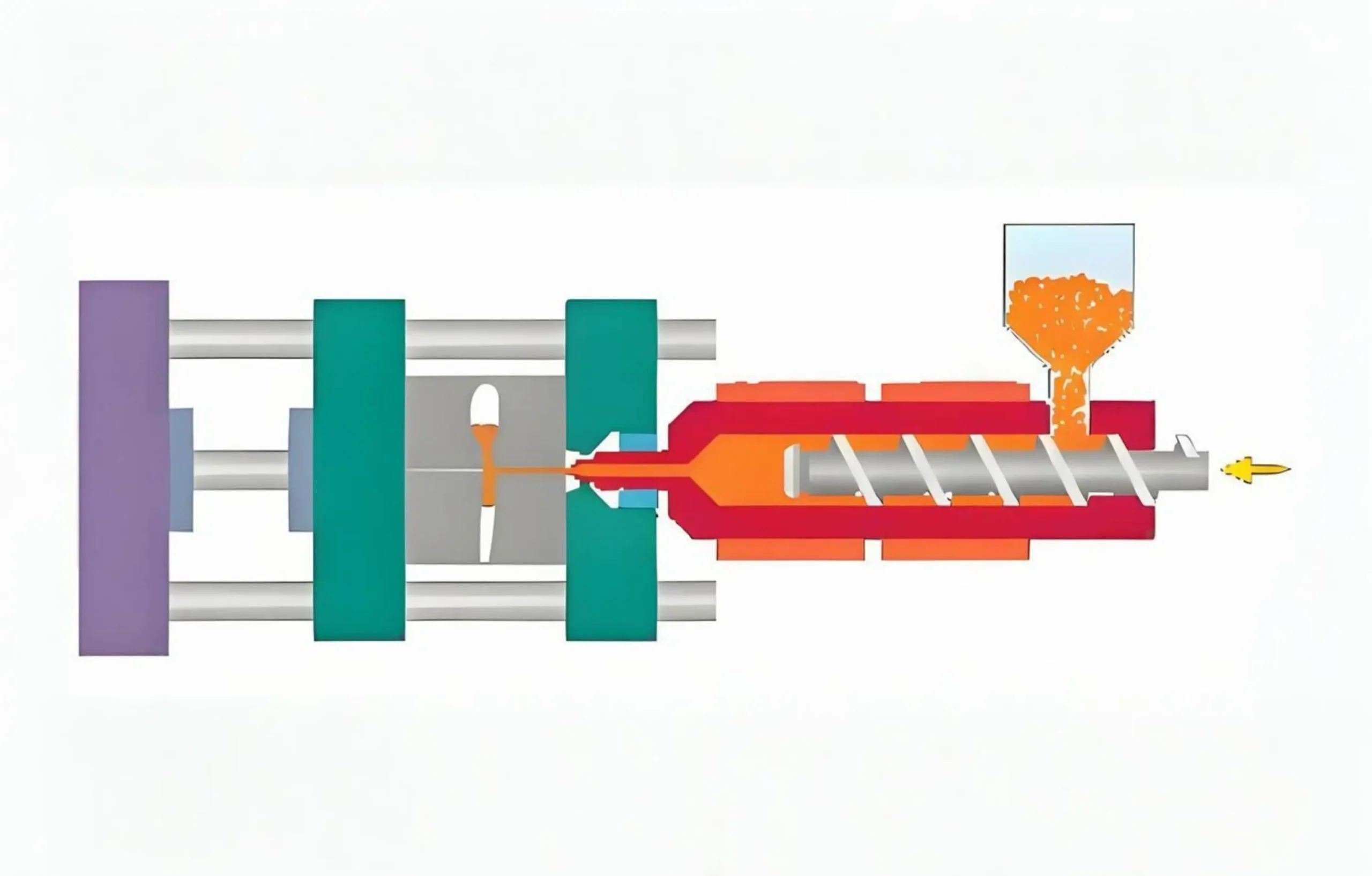
Step 4: Injection Molding Process:
The injection molding process begins by closing the mold to ensure proper alignment and sealing. The molten PA material is then injected into the mold cavity under controlled pressure. To ensure complete filling of the mold cavities, the injection pressure needs to be maintained consistently. During the injection, the speed of injection is carefully controlled to avoid defects such as air bubbles or incomplete filling. After injection, holding pressure is applied to compensate for material shrinkage during cooling and to ensure the product's density and dimensional stability. The holding time is typically short, around 3-5 seconds. The cooling process generally takes between 10 to 30 seconds, depending on the part’s thickness and the specific PA material used. Once the product has cooled and solidified, the mold opens, and the part is ejected from the cavity.
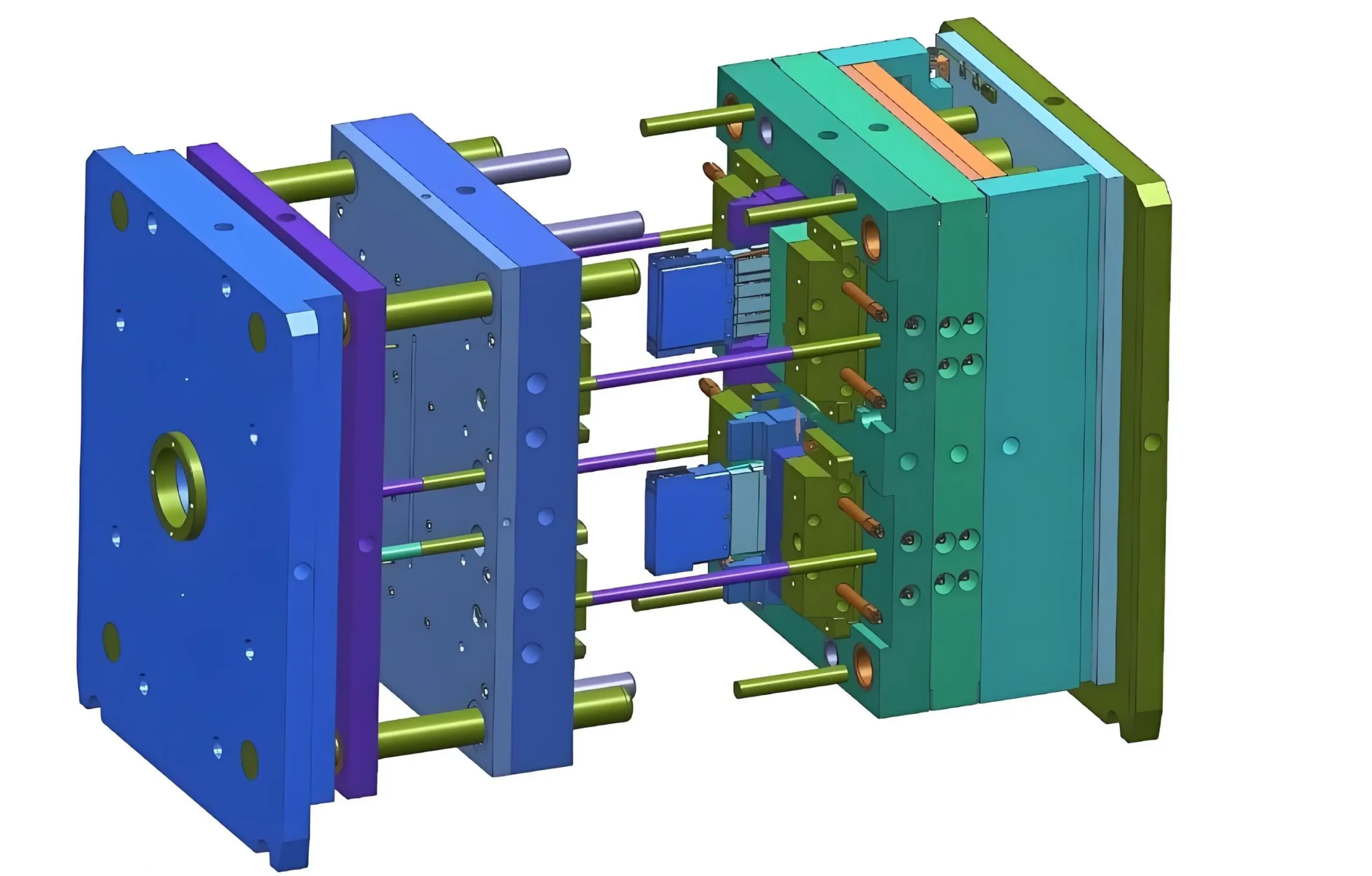
Step 3: Mold Design:
Mold design is critical for ensuring the success of the injection molding process. Proper design of the gate and runner systems is essential to ensure uniform filling of the mold cavity. For PA6, the gate diameter should not be less than 0.5 times the thickness of the plastic part. For PA12, the runner diameter for unfilled materials should be approximately 30mm, while for filled materials, a larger runner diameter of 5-8mm is needed. The shape of the runner should be circular, and the injection port should be as short as possible to minimize material loss. Mold temperature also needs to be adjusted based on the material used. For PA6, the mold temperature is typically set between 80°C and 90°C, while for PA66, it is usually around 80°C. For PA12, the mold temperature can range from 30°C to 100°C depending on whether the material is unfilled or filled.

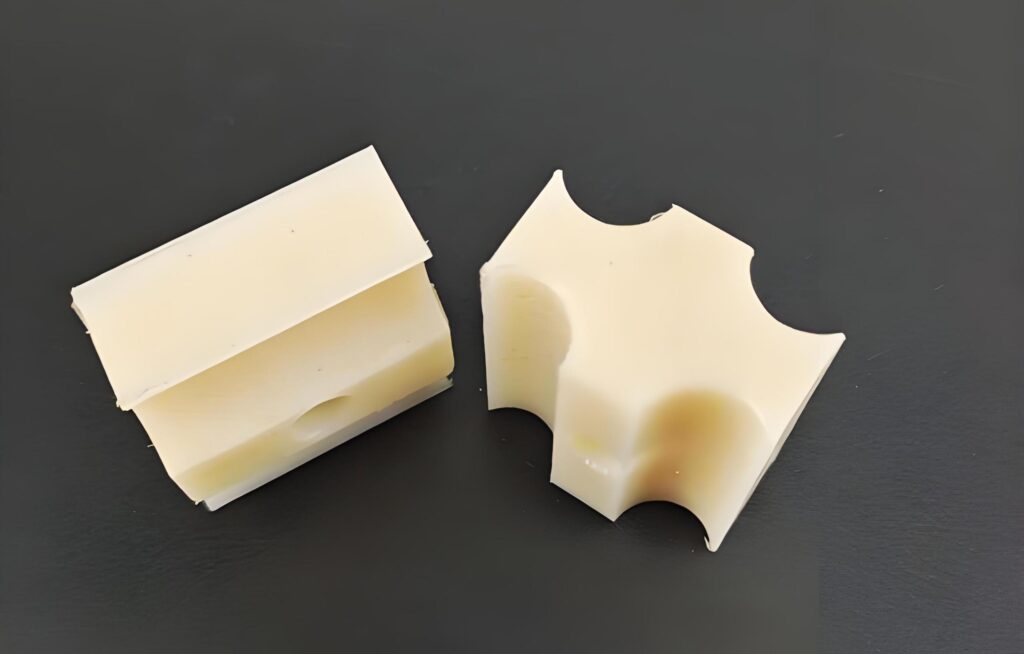
Step 5: Post-Molding Operations:
After molding, additional post-processing steps are required. These may include trimming, deburring, or polishing to remove excess material, flash, or surface defects, improving the part’s appearance and functionality. Some PA parts may also need annealing or conditioning to enhance toughness and dimensional stability. Annealing involves heating the part to a temperature slightly below the material's melting point and holding it at that temperature for a period of time. Conditioning, on the other hand, involves exposing the part to a humid environment to allow it to absorb moisture, which can improve its performance. These post-molding treatments ensure the final product meets quality standards and performs as expected in its application.

Step 6: Quality Control and Packaging:
In the quality control phase, parts are inspected for defects and checked against dimensional, aesthetic, and mechanical requirements. Precision measurement tools like coordinate measuring machines (CMM) are often used to ensure parts meet the specified tolerances. Mechanical tests such as tensile strength or impact resistance may also be performed to verify the parts' durability and performance. Once parts pass inspection, they are packaged appropriately to protect them from damage or contamination during transportation and storage. Proper packaging ensures that the product maintains its quality and integrity until it reaches the customer.






Engine Components:
PA is used to manufacture parts such as intake manifolds. Its high temperature resistance and mechanical strength ensure stability and durability in the harsh engine environment. Compared with traditional metal intake manifolds, PA injection-molded manifolds reduce weight, improving fuel efficiency and vehicle performance.

Automotive Interiors:
PA is used to produce parts like seat adjusters, door handles, and dashboard components. Its excellent wear resistance and surface finish make it ideal for frequently used and visible parts, such as seat adjusters, which must withstand repeated mechanical stresses.
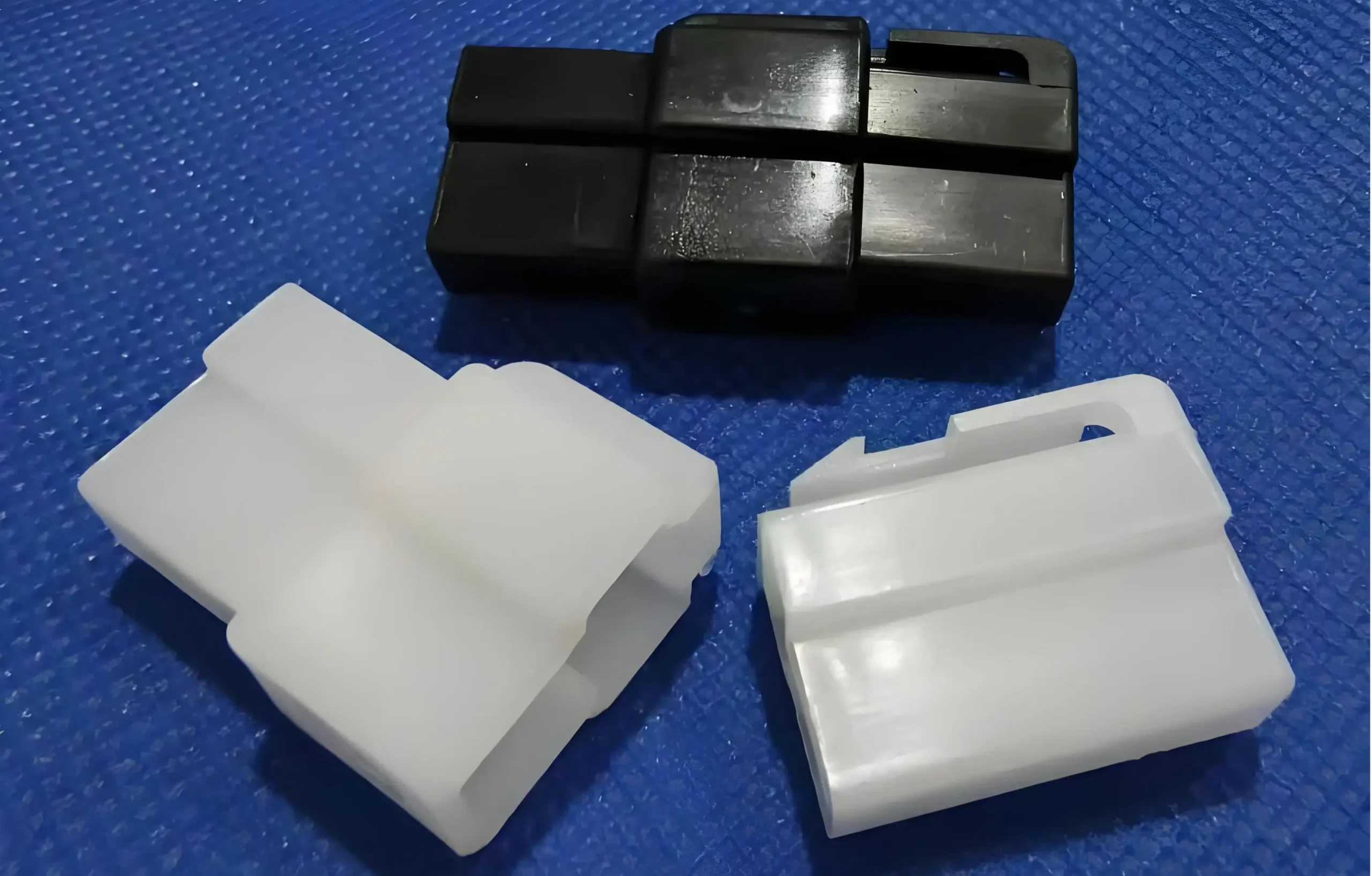
Connectors:
PA injection-molded connectors provide excellent electrical insulation properties and mechanical stability, ensuring reliable connections in electronic devices such as computers, mobile phones, and home appliances. The precise injection-molding process supports miniaturization and high-density connector designs.

Housings of Electronic Equipment:
PA is used for the shells of consumer electronics like cameras and power tools. Its impact and chemical resistance protect the internal components from physical damage and corrosion.

Toys:
PA injection-molded toys, such as action figures and toy vehicles, are durable and can withstand rough play. The material's flexibility and toughness reduce breakage, ensuring a longer service life for toys.

Household Items:
PA is used in products like broom handles, vacuum cleaner parts, and kitchen utensils. Its abrasion resistance and ease of cleaning make these items more practical, such as kitchen utensils that resist scratches and stains.
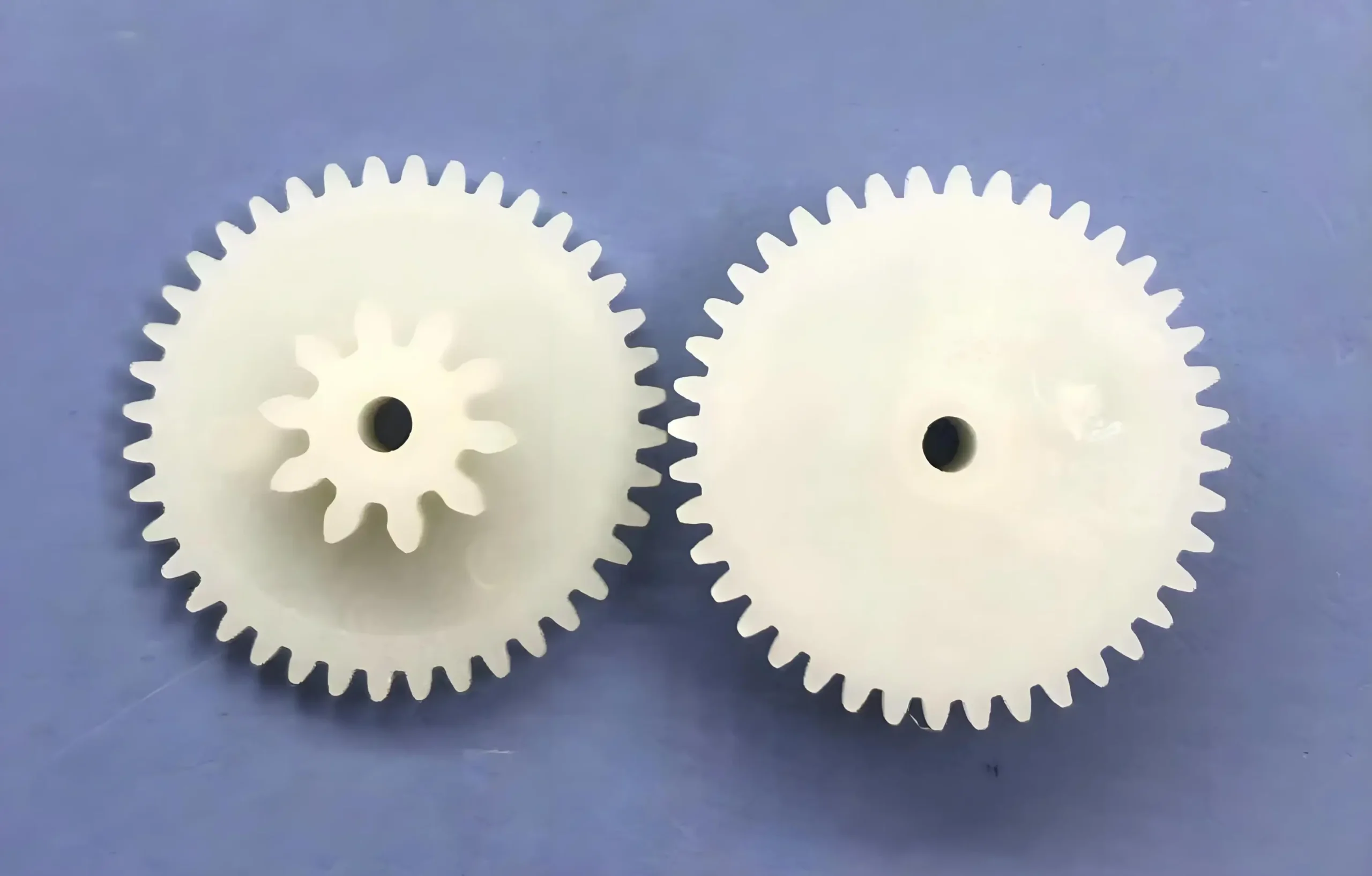
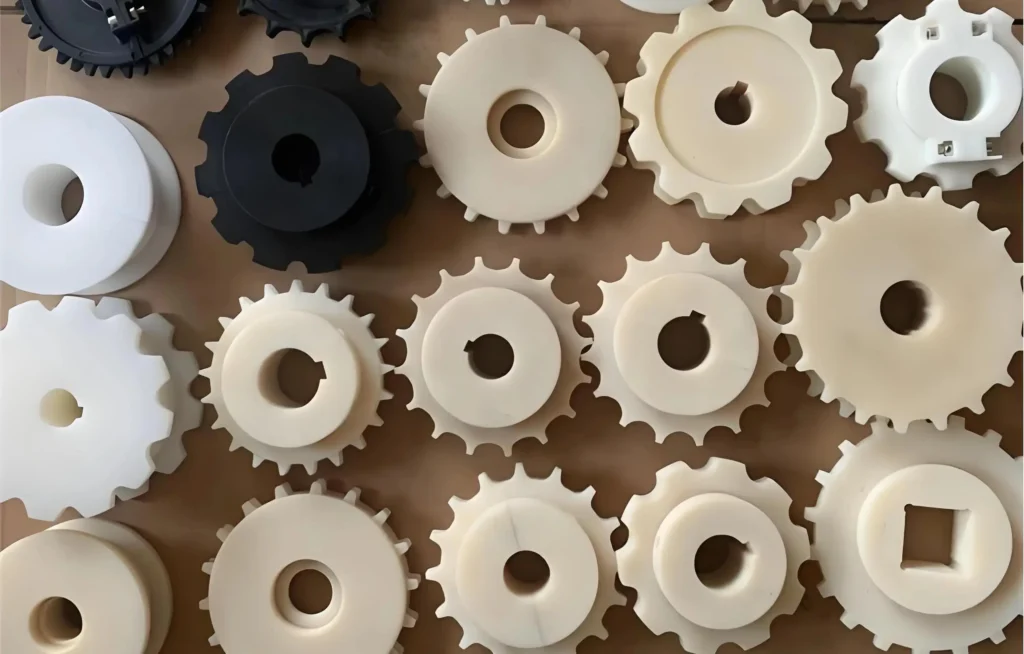
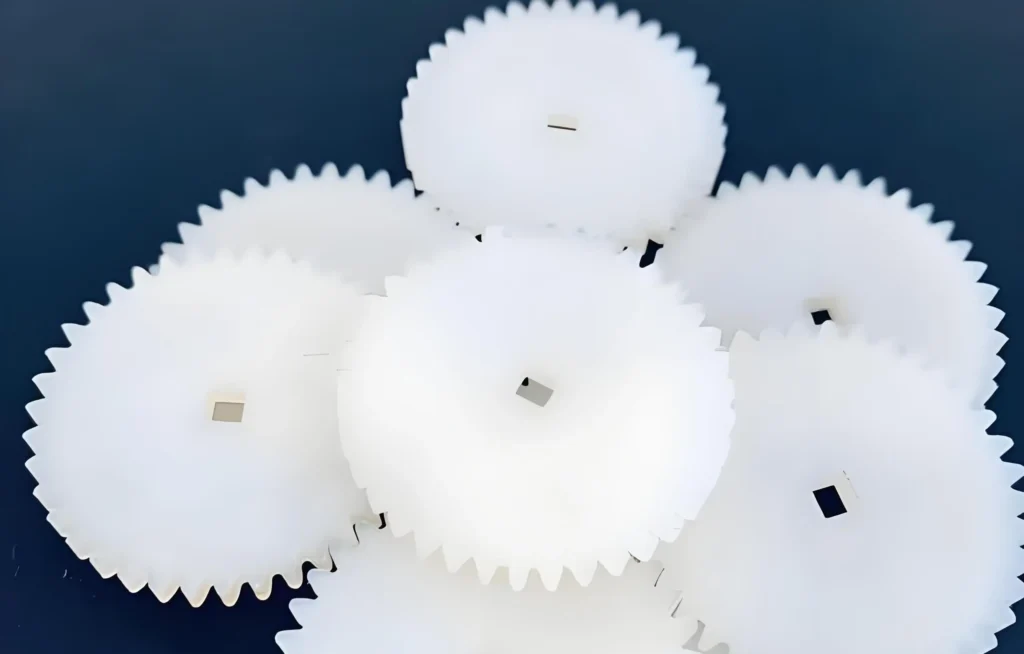
Bearings and Gears:
PA injection-molded bearings and gears are used in light-duty mechanical equipment. Their self-lubricating properties reduce friction and wear, improving efficiency and the service life of equipment like conveyor systems.

Industrial Containers and Fittings:
PA is used to manufacture storage tanks, pipes, and fittings for chemical processing plants. Its chemical resistance ensures these containers can safely store a variety of chemicals without degrading.

PA is used to produce surgical instruments, prosthetics, and housings for medical devices. Its biocompatibility and sterilizability meet the stringent requirements of medical applications, making it suitable for high-precision and hygienic devices.

The aerospace industry utilizes PA for parts like structural panels and interior fittings. Its high strength-to-weight ratio and durability make it ideal for the challenging conditions of aerospace environments.

Metal Insert Injection Molding: Design & Defect Prevention
Key Takeaways Metal insert injection molding integrates metal components directly into plastic parts during molding for superior mechanical bond strength. Insert design—knurling, undercuts, wall thickness—is the primary driver of pull-out

Top 5 Injection Molding Companies in Pakistan
Key Takeaways Pakistan has an active plastics manufacturing sector centered around Karachi and Lahore, primarily serving domestic consumer goods, packaging, and automotive aftermarket markets. Precision injection molding capability for export-grade

What Are Geometric Tolerances in Injection Molding
Your design file says ±0.1mm. Your molder quotes ±0.2mm. Your customer requires flatness within 0.05mm across the whole sealing surface. Three different numbers — none of them speak the same

