 Skip to content
Skip to content 

Introduction: Injection mold is a tool for making plastic products. It works by heating up plastic, melting it, and then squirting it into a mold with a machine. The plastic cools down and hardens, and then you have a plastic thing.

Most products with undercuts in the injection mold can use lifters to remove the undercuts. The purpose is similar to that of the slider mechanism because the demolding direction of the injection molded product is that the injection molding machine pushes the product out of the push plate, and there is only one demolding direction.
When the product has bosses, holes, and grooves, it will form undercuts (button positions) if it is inconsistent with the demolding direction. It is necessary to add a mechanism to demold in other directions to remove the undercuts.

When you’re thinking about cost, how hard it is to make, and how well it works, if you can use either a lifter or a slider, use a lifter for inside undercuts and a slider for outside undercuts. Lifters are good because they’re simple, easy to make, cheap, and don’t take up much room.

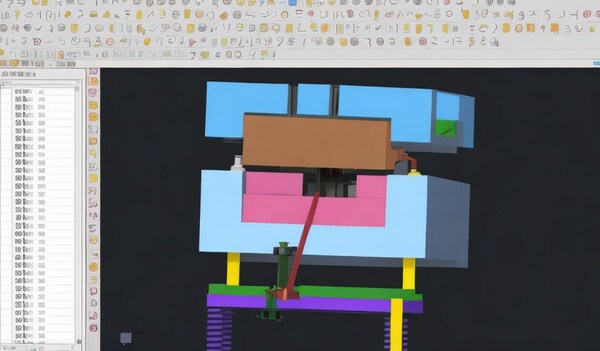
In some molds, such as the laptop computer cover mold, which has many small slant ejectors, it is very practical and can simplify the ejection mechanism of the rear mold when the size of the slant ejector is relatively small or the space for the slant ejector movement is not enough. This article explains what the slant ejector is in injection molding.
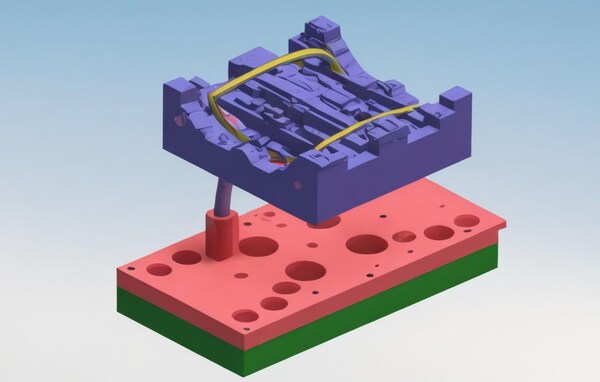
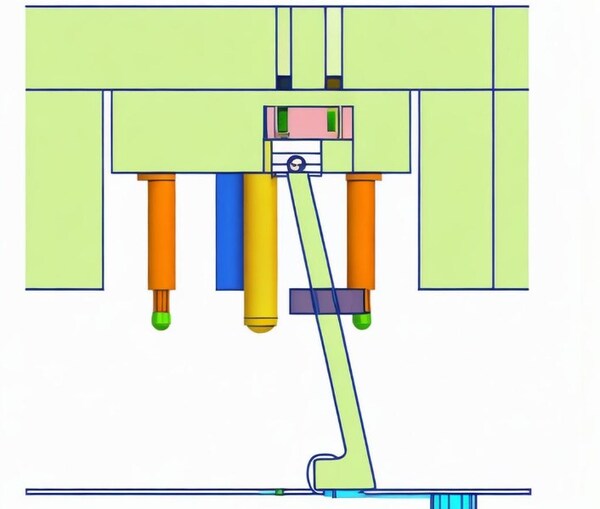
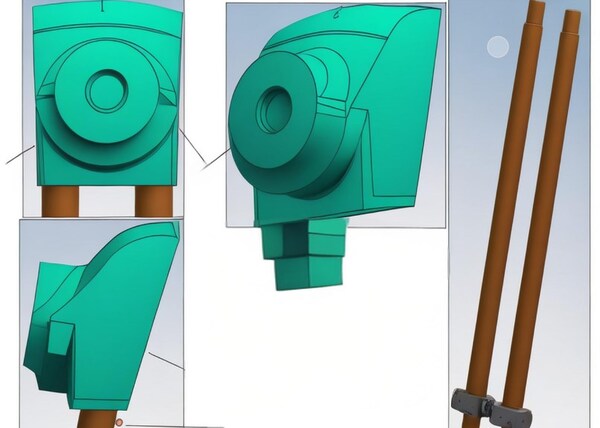
What are the Components of the Slant Ejector Structure?
Slant Ejector Head
It’s mainly the mold part. The bottom of the undercut position surface is usually made into a straight surface for easy processing and mold matching. The other three surfaces will be sloped for easy matching with the sealing glue. The top surface of the slant ejector head is usually lowered by 0.05~0.1mm below the glue position surface to prevent the slant ejector from scraping the glue during ejection.
Slant Ejector Rod
It mainly connects the slant ejector seat and the slant ejector head, and needs to bear the ejection force during the slant ejection.
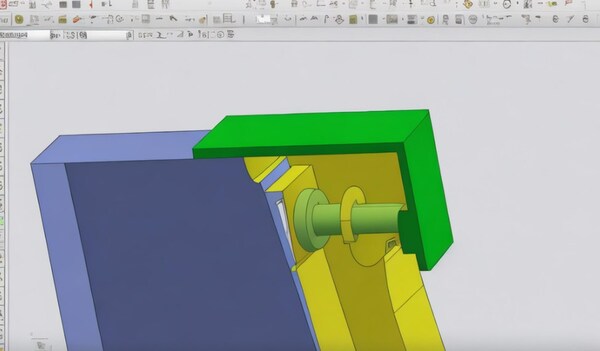
Guide Block
When processing the mold, the moving template will be treated to avoid air (reduce friction) to reduce distortion and deformation, and a guide block is added to make it easier to position and adjust accurately.

Guide Sleeve (Copper Alloy + Graphite)
There are two guide sleeves for lubrication and guidance in the combined lifter. The lifter rod will wear out after long-term movement. The addition of guide sleeves can reduce wear and facilitate maintenance and replacement when there is a problem with accuracy.

Lift Seat
In the integral lifter, the guiding methods usually include “T” slot guide and pin guide. The pin guide is the most commonly used, which is easy to process and install. The price of “T” slot guide is slightly higher, and a “T” base is required separately. The processing and matching are also more complicated than the pin type.

What are the Applicable Materials for Injection Lifter?
Cr12Mov Steel Material
Cr12Mov is a high-quality high-carbon alloy steel with very high hardness and strength, and can withstand high temperatures and long-term use. It has excellent corrosion resistance, high impact strength, good processing performance, good wear resistance, etc. Cr12Mov lifters are usually suitable for manufacturing large molds because these molds need to withstand huge pressure.

45# Steel Material
45# 45# steel is a low carbon steel that is widely used in the production of small and medium-sized injection molds. It has good machinability and toughness, and is relatively cheap. However, the hardness of this material is low, and it is only suitable for some smaller molds that do not need to withstand high pressure.

SKD11 Steel Material
SKD11 steel is a cold work tool steel that is widely used in the manufacture of injection molds because of its strength and wear resistance. It has good hardness, excellent corrosion resistance, and good machinability. It can withstand high temperature and high pressure without deformation, which is very suitable for the production of large injection molded products.

H13 Steel Material
H13 Steel is one of the best mold steels. It has high thermal stability, good hardness and toughness, great wear resistance and heat resistance, etc. H13 Steel is used in many kinds of plastic molds because it is so good, especially for making molds that last a long time and get used a lot.
S136 Steel Material
S136 Steel is a high-quality stainless steel. It has high strength, good wear resistance, high precision, and strong corrosion resistance. S136 steel is usually used to make high-precision parts in injection molded products, such as electronic equipment, medical equipment, and mechanical parts.

What are Ideas of Considerations in Lifter Design?
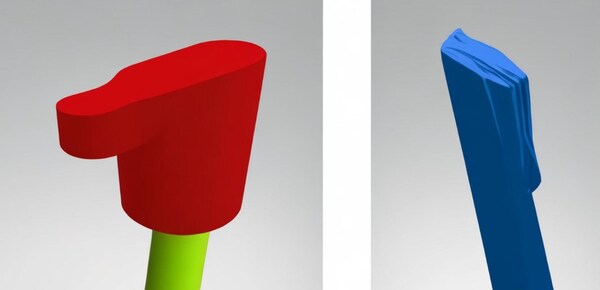
The inclined ejector is a type of ejection system. When there is an undercut in the part, it is not convenient to do the position, but it is convenient to do the inclined ejector, the inclined ejector must be used for ejection.

Another situation is as shown in , when a deep and long bone is ejected by a straight ejector, the bone is easy to stick to the straight ejector, and it is not easy to take the part, so the inclined ejector must be used for ejection.

The inclined ejector is divided into the rear mold inclined ejector and the front mold inclined ejector. The inclined ejector cannot be used for the same material as the core. It must be harder by one level. The smaller inclined ejector uses FDAC ,

Injection Molding Lifter Design Ideas
First, calculate the tripping stroke of the inclined ejector. Then, calculate the slope of the inclined ejector based on the ejection stroke. Next, determine the sealing position of the inclined ejector in the lateral direction. It is preferable to have a horizontal sealing position, but vertical sealing can also be used.

If vertical sealing is used, be aware that the glue position of the product buckle may deform laterally with the inclined ejector. If there is too much space for the inclined ejector to move laterally, the glue position of the product buckle may deform laterally. If time is limited, vertical sealing can be used.

Then, make the processing reference position of the inclined top, and the processing reference position is based on the direction of the glue position to come out; from the processing reference position, make the inclined surface of the inclined top downward to adjust the thickness of the inclined top in the lateral movement direction.

When the total length of the inclined top is less than 100mm, the thickness of the inclined top is guaranteed to be at least 6mm thick. If the total length exceeds 100mm, the thickness of the inclined top must be at least 8mm. If this thickness cannot be achieved, shorten the total length of the inclined top.
Glue the two sides of the inclined top together. The strength and position of the inclined top will determine how much glue to use.

If the strength is not enough, use more glue. Just make sure the glue covers the sides of the inclined top. Make a hole in the template for the inclined top to pass through, and make a block for the inclined top. Design the seat for the inclined top, and try to avoid sharp corners.

What are the Precautions for the Inclined Top Structure?
The Ejection Distance of the Inclined Top Will not Be Too High
Normally, the ejection distance of the inclined top will not be too high, which is easy to break. The ejection distance of the inclined top of the mold that can achieve fully automated production is longer than that of the inclined top of the semi-automatic pick-up to prevent uneven force when the robot picks up the product and fails to take out the product.

Fully automatic ejection distance = product distance (H) + safety value (K) 5.00~10.00mm; semi-automatic production ejection distance = product height (H) X (2/3) .
The Angle Range of the Inclined Top is 3°~15°
The angle range of the inclined top is 3°~15°, and the best is 3°~8°. When the angle of the inclined top is greater than 12°, in addition to considering the strength, the inclined top rod also needs to be equipped with an auxiliary rod to prevent the inclined top from deforming and breaking due to excessive torque during production.

The phenomenon of product sticking to the inclined top is most likely to occur in production. The usual method is to increase the demoulding slope of the product. When designing, it should be avoided that the inclined top has too many ribs.
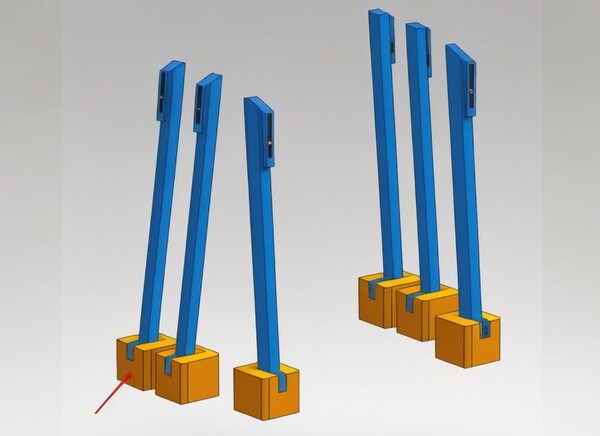
The Inclined Ejector Should Not Be Too Thin
Don’t make the inclined ejector too thin. The minimum thickness (diameter) of the inclined ejector in small products is 3.00mm. For products over 500.00mm, the minimum thickness (diameter) of the inclined ejector should not be less than 25.00mm to prevent the inclined ejector from deforming and breaking due to excessive torque during production.

The inclined ejector is part of the ejection system, which is the same as using an ejector pin to eject the part. You don’t need to put an Ejector pin in the same location as the inclined ejector to avoid interference between the inclined ejector and the ejector pin. You need to simulate to see if there is interference between the inclined ejector and the ejector pin.Injection molding lifter.
What is the Role of the Injection Molding Lifters Structure Mold?
There are several reasons why the plastic injection molding industry needs a mold with an inclined ejector structure. Here are the main ones:

Improve the Extrusion Performance of the Mold
In the mold manufacturing process, we usually add an inclined ejector to one side of the mold to help the material flow and exhaust. The inclined ejector can reduce the resistance of the material flow and make the material flow more smoothly. This can improve the extrusion speed and efficiency of the mold.

Optimize the Filling Performance of the Mold
When you’re doing injection molding, you want the material to fill the whole mold and get into every little nook and cranny. The angled top design helps when the plastic parts’ barbs don’t want to come out of the mold easily,

So it makes the mold fill better. The principle of movement is also to change the vertical movement of the mold opening and closing into horizontal movement, so as to complete the lateral core pulling.
Improve Product Quality
In the injection mold, the position and angle of the inclined top are closely related to the appearance quality of the injection molded product. Reasonable setting of the position and angle of the inclined top can make the mold close tightly, greatly reduce the bubbles inside the injection molded product, and improve the appearance quality and surface finish of the injection molded product.

The inclined top structure can make the material fill the mold more smoothly, avoid interference with the inside of the product, and improve the quality and precision of the product.

Improve Production Efficiency
The inclined drawing structure mold can make the core rod slide through the slope control during the injection molding process, shorten the product molding time and production cycle, and improve production efficiency.

Improve Product Precision
The core rod of the inclined drawing structure mold can remain stable during the sliding process, avoiding interference with the inside of the product and improving the precision and quality of the product.
Prevent Mold Jamming During Opening And Closing
When the mold opens and closes, sometimes the gap between the molds gets smaller or disappears for some reason, causing a serious jam. This is when the inclined top comes in handy. The inclined structure and floating device of the inclined top make the mold smoother during the opening and closing process, which helps solve the problem of mold jamming.

Extend the Service Life of the Mold
When using the injection mold, the mold plane is not ground on the whole surface, and there is even local wear, which can easily reduce the gap between the templates and increase the probability of jamming.

The design of the inclined top can effectively alleviate the gap problem between the molds, and at the same time, it can also minimize the impact force between the templates and extend the service life of the mold.
Reduce Residual Stress
The design of the oblique draw structure mold can reduce the generation of residual stress during the injection molding process, which is good for improving the dimensional accuracy and stability of the product.

Reduce Production Costs
The design of the oblique drawing structure mold can reduce the difficulty and cost of mold manufacturing, and can also reduce the maintenance cost and scrap rate during the production process, thereby reducing the overall production cost.

Improve Market Competitiveness
Using inclined ejector structure molds can produce higher quality products, improve the added value and market competitiveness of products, and help enterprises gain more market share in the fierce market competition.
Conclusion
In the design of plastic injection mold, in order to cope with complex mold cavity 、complex mold design and improve the injection efficiency of the mold, it is usually necessary to design a simpler mold ejection mechanism.

Especially under high injection pressure, the rational application of vertical and horizontal motion ejector mechanisms (such as ejector pins) and mold lifters can effectively enhance the effect of enhanced plastic injection molding.

The design of ejector plate and injection mold lifter design helps ensure smooth demolding of products, thereby optimizing the overall production process.

The inclined ejector is a key component in injection process . It is used to deal with undercuts in the product to ensure smooth demolding.

The inclined ejector has a simple structure and low cost. It can be made of various steels, such as Cr12Mov, 45# steel, and SKD11, and is suitable for molds of different sizes and needs.

The design of the inclined ejector involves the angle of the inclined ejector, the ejection distance, and the selection of materials. Attention should be paid to the structural strength and movement space.

By optimizing the design of the inclined ejector, the filling performance, production efficiency, and product quality of the mold can be improved, the mold life can be extended, and the production cost can be reduced.

In short, the reasonable application of the inclined ejector not only optimizes the production process, but also enhances market competitiveness, and ensures the accuracy and reliability of the final product.







