 コンテンツへスキップ
コンテンツへスキップ 

はじめに射出成形 は、金属部品に代わる部品を作るのに最適な方法です。金属部品を作るよりも安く、軽くて丈夫なプラスチック部品を作ることができる。さらに、プラスチックはさまざまな方法で使うことができ、リサイクルすることもできる。

そのため、さまざまな産業でプラスチックが使用されています。射出成形には多くの利点と欠点がある。では、なぜ射出成形を使うのでしょうか?この記事で説明します。
射出成形の原理とは?
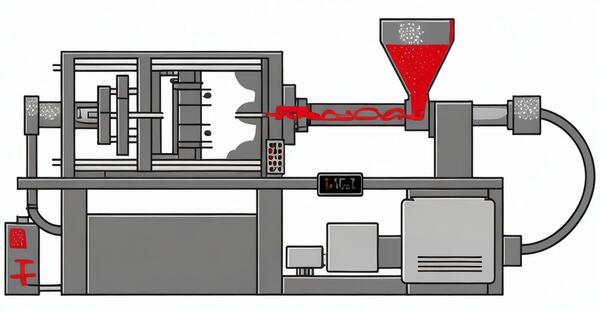
射出成形機のホッパーにプラスチックを入れる。機械はプラスチックを加熱して溶かし、流動させる。そして、溶けたプラスチックを圧力をかけて閉じた金型に押し込む。冷えて固まると、溶けたプラスチックはあなたの望むプラスチック部品に変わる。

射出成形の特徴とは?
射出成形は生産サイクルが短く、生産性が高い。他のプラスチック成形法では困難な、複雑な形状、高い寸法要求、様々なインサートを持つプラスチック部品の生産が可能です。

第二に、射出、脱型、ゲートカットなどの作業を自動化できるため、生産工程での自動化が容易であり、広く使用されている。
何が問題なのか? 射出成形プロセス?
成形前の準備
原材料の外観をチェックし、その性能を判断する: これには、プラスチックの色、粒子の大きさと一貫性、流動性(メルトインデックス、粘度)、加熱時の安定性、収縮率などのチェックが含まれる。

プラスチックの予熱と乾燥: 材料中の余分な水分や揮発分を除去し、成形後のプラスチック部品表面の欠陥や劣化を防ぎ、プラスチック部品の外観や内部品質に影響を与えないようにする。材料の乾燥方法:少量生産ではオーブン乾燥、大量生産では煮沸乾燥または真空乾燥。

バレル洗浄: 製品、原料、色を変更する際には、バレルを洗浄する必要がある。
予熱: 材料とインサートの温度差を減らし、インサート周囲のプラスチックの収縮応力を低減し、プラスチック部品の品質を確保することができる。
放出剤の選択: 一般的に使用される離型剤には、ステアリン酸亜鉛、流動パラフィン、シリコーンオイルなどがある。
射出工程
餌付け: 粒状または粉末のプラスチックを射出成形機のホッパーに入れる。
可塑化: 射出成形機の加熱装置を加熱して、スクリュー内のプラスチック原料を良好な可塑性を持つプラスチック溶融物に溶融する。
金型の充填: 可塑化されたプラスチック溶融物は、射出成形機のプランジャーまたはスクリューによって、一定の圧力と速度で金型のノズルと注湯システムを通して金型キャビティに押し込まれる。

圧力維持と収縮補正: 溶融物がキャビティに充填された後も、溶融物は射出機のプランジャーやスクリューに押されて材料を補充する圧力を維持するため、バレル内の溶融物はキャビティに入り続け、キャビティ内のプラスチックの収縮ニーズを補い、溶融物が逆流するのを防ぐ。
ゲート凍結後の冷却: しばらくすると、キャビティ内の溶融プラスチックは固体に変化するため、プラスチック部品は排出されるときに十分な強度を持ち、変形したり反ったりすることはない。
カビの除去: プラスチック部品が一定の温度まで冷えると、射出機構がプラスチック部品を金型から押し出す。

プラスチック部品の後加工
なぜ後処理が必要なのか?
金型キャビティ内でのプラスチックの可塑化ムラや結晶化ムラ、配向ムラ、冷却ムラ、あるいは金属インサートやプラスチック部品の不適切な二次加工の影響により、プラスチック部品内部には必然的に何らかの内部応力が発生し、使用中にプラスチック部品が変形したり割れたりすることがあります。そのため、それらを除去する必要がある。
アニール処理: プラスチック部品を一定温度に加熱した液体媒体(熱水、熱油、流動パラフィンなど)または熱風循環式オーブンに一定時間入れた後、室温までゆっくりと冷却する熱処理工程。

温度だ: 使用温度より10°~15°高いか、熱変形温度より10°~20°低い。
時間だ: これはプラスチックの種類とプラスチック部品の厚さに関係する。一般的には1ミリあたり約30分で計算できる。
目的 プラスチック部品の内部応力を緩和し、プラスチック部品のサイズを安定させ、結晶化度を高め、結晶構造を安定させ、弾性率と硬度を高める。
モイスチャー・コンディショニング: 脱型したばかりのプラスチック部品を加熱媒体(沸騰水、酢酸カリウム水溶液など)に入れて吸湿平衡を早める後処理法。(主にPAのような吸湿性が高く酸化しやすいプラスチックに用いられる)
温度だ: 100~121℃(熱偏向温度が高い場合は高い温度を使用し、そうでない場合は低い温度を使用する)。
時間だ: 保持時間はプラスチック部品の厚さによって異なり、通常は2~9時間。

目的 残留応力を和らげ、製品をできるだけ早く水分平衡に到達させ、使用中の寸法変化を防ぐ。
射出成形の利点とは?
プラスチック 射出成形 はさまざまな用途に使用され、さまざまな産業向けの製品を作るために重要である。
素晴らしいコストパフォーマンス
射出成形は、リサイクル可能な材料を使用することで廃棄物を削減する、費用対効果の高いプロセスです。プラスチックは一般的に、金属やゴムなどの代替品よりも安価であるため、多くの用途で好まれています。さらに、余分なプラスチックをリサイクルして将来の生産に利用することで、さらにコストを削減することができます。

金型の設計と製造の初期費用を除けば、人件費は通常低い。生産性の高いプロセスとして、金型は時間が経てば元が取れると言えます。つまり、高品質で大量のプラスチック部品を生産するのに最適な選択なのです。
環境面でのメリット
射出成形の原料はプラスチックペレットです。他の多くの製造工程に比べ、射出成形は廃ガスや廃水といった有害なものをあまり出さないので、環境に悪くない。さらに、プラスチックはリサイクルして再び使うことができるので、環境にも優しい。

伝統的な製造工程に比べ、プラスチック射出成形は製造後の廃棄物をあまり出さない。廃プラスチックは通常、ゲートとランナーから出る。しかし、未使用のプラスチックや廃プラスチックは、粉砕して後でまた使うことができます。だから環境にも優しいのだ。
コストメリット
射出成形は低コスト、高効率の生産方法である。射出成形は、伝統的な加工方法と比較して、短時間かつ比較的低コストで高品質の製品を生産することができます。

射出成形を行うための原料は、一般的にプラスチック粒子であり、比較的安価で、大量生産することができ、生産コストを大幅に削減する。そして、製造コストが低い。
エクセレント・クオリティ
プラスチック射出成形は高温高圧下で行われるため、密度、強度、靭性といった製品の性能指標を確認することができ、良いものを作ることができる。

また、射出成形は、金型製作、射出成形、その他のリンクを統合することができるので、生産工程でのエラーを大幅に削減することができ、製品の品質を確保することができます。
高い生産効率
プラスチック成形は迅速で効率的です。お金を節約できるので、大きな仕事には最適です。また、同じものを何度も何度も作るので、捨てるものが少なくて済むのもいい。

ひとつの金型で、交換が必要になるまでに数百から数千の部品を作ることができる。多くのアルミ金型の耐用年数は1万ショットまでですが、スチール金型の耐用年数は10万ショット以上になることもあります。
これにより、公差と美観の要求を満たす、再現性のある高出力プロセスが保証されます。生産速度は通常、対象となる射出成形部品のサイズと複雑さによって決まることに注意しなければなりません。

高精度と正確さ
最新の高速射出成形設備は、精密プラスチック成形部品を連続生産することができます。このプロセスは、均一な品質、厳しい公差、高い寸法安定性の部品を提供することに優れています。
ギアやコネクターなど、極めて高い精度が要求される用途では、プラスチック射出成形が選択されることが多く、±0.0002インチという高い公差を達成しています。

また、メーカーは成形機に高度な制御システムを搭載することが多い。これらの自動化されたシステムは、リアルタイムで工程パラメータを監視し、変更する。そのため、プラスチック部品を正確な仕様で成形することができる。
デザインの多様性
射出成形は、あらゆる種類のクールな形状の部品を作ることができる製造プロセスである。射出成形の方法を変えることで、パーツを好きな形にすることができる。プラスチックを金型に押し込む強さ、プラスチックの温度、プラスチックを金型に押し込む速さなどを変えることができる。

また、機械工はシミュレーション・ソフトウェア、オートメーション、3Dプリンティングを使うことができる。これらの技術は、金型、工程パラメーター、成形部品の設計やテストに役立つ。しかし、射出成形の設計の多様性は、プラスチック材料、部品の複雑さ、金型設計に依存します。
色と素材の柔軟性
プラスチック射出成形はフレキシブルなプロセスだ。使用されるプラスチックの特性において柔軟性があります。OEMが特定のプロジェクトの要件を満たすために色の選択をカスタマイズする能力において柔軟です。プラスチック射出成形の利点は、特に金属と比較して、OEMに提供するデザインの選択肢の自由度です。多くの材料を使うことができます。

プラスチック、添加剤、生体適合性などを調整することで、成形工程で希望の色を得ることができ、透明なパーツやさまざまな色のパーツを作ることができる。しかし、製品に複数の色が必要な場合は、オーバーモールドで対応できます。
複雑な部品設計では、しばしば異なる材料で作られた部品が必要になります。単純なことのように思えますが、プラスチックの安全な組み合わせは非常に複雑です。いずれにせよ、互換性を保証することで、金型プロジェクトエンジニアのプラスチックに関する専門知識は、不具合や怪我のリスク、保証クレームを減らします。

射出成形部品の主な用途は?
射出成形 は、家電製品、自動車部品、医療機器など、さまざまな製品の開発に欠かせない汎用性の高い製造技術である:
自動車産業
プラスチック部品は自動車の空力特性を向上させる。自動車会社は射出成形で自動車部品を作ることを好む。強度がありながら軽い部品を作ることができるので、車のガソリン消費量が減り、公害も少なくなる。また、部品の大きさや形が変わらないので、天候に左右されたり、他のものとこすれてダメになったりすることもない。

射出成形で作られる部品の例としては、ダッシュボード、バンパー、ミラーを固定するような小さな部品、飲み物を置く場所など、自動車で目にする多くの部品がある。
包装業界
包装業界では、顧客にアピールする独創的な包装デザインを開発するのに有効な部品を使用している。魅力的な外観や美観だけでなく、製品は厳格な安全衛生規制を遵守しなければなりません。射出成形は、大きな問題を引き起こすことなく、製品全体の品質を向上させることができます。

医療業界
医療用部品には、優れた機械的特性と厳しい公差を持つカスタムプラスチック部品がよく使用されます。医療業界は、精度と持続可能性の最前線にあります。医療用プラスチック部品の製造は高度に規制されています。また、医療用部品には、耐久性があり、高温に耐える適切なコンパウンドと構造特性が必要です。

射出成形が最適なのは、超耐久性、柔軟性、強度、変更が容易だからです。これらはすべて、ヘルスケア産業向けのものを作る場合に必要なものです。入れ歯、手術器具、手術の準備に使うもの、骨折の治療に使うものなどは、すべてプラスチック射出成形で作られています。
消費財産業
家庭用家具の製造業界は、プラスチック成形技術に大きく依存している。この方法が消費財にもたらす主な利点は、希望通りの仕上げと美観を提供できることだ。

この技術で作られた部品は強度が高く、品質も高い。プラスチック製品が普及して以来、家庭用品にもこの技術が使われており、その有用性を示している。この技術で作られた消費者向け製品には、窓用ブラケット、カトラリーホルダー、取っ手、棚などがある。
航空宇宙産業
航空宇宙産業には、構造強度と精度に関してかなり厳しい規制がある。プラスチック射出成形は、今日のほとんどの航空機の空力部品の製造に使用されている。航空宇宙産業は、ゲームを変更し、部品を作るためにこの方法を使用しています。

射出成形は、小さな部品から複雑な部品まで、幅広い産業分野で使用されている。そのような部品の例としては、タービンブレードやハウジング、パネル、シャーシ部品、パネル、ハウジングなどがあります。
概要
射出成形は、自動車、医療、消費者向け製品など、さまざまな産業用のプラスチック部品を作るための高速で効率的な技術である。プラスチックを加熱して溶かし、金型に注入します。

生産サイクルが短く、精度が高く、自動化が進んでいる。 射出成形 は費用対効果が高く、材料はリサイクル可能で、生産廃棄物が少なく、環境性能に優れている。複雑な形状や高い品質要求にも対応でき、大規模生産に理想的な選択肢です。







