

- Low volume injection molding produces 100 to 10,000 parts per run, bridging the gap between prototyping and mass production at 40 to 60 percent lower tooling cost than production steel molds.
- Aluminum molds deliver 1,000 to 100,000 shots at a tooling cost of $2,000 to $15,000, compared to $10,000 to $100,000 or more for hardened steel production molds.
- Cost per part decreases rapidly from $5 to $50 at 100 parts down to $0.50 to $5.00 at 10,000 parts as tooling amortization spreads across larger volumes.
- Lead time from design to first parts is typically 2 to 4 weeks with aluminum tooling, compared to 8 to 16 weeks for production steel molds.
- Low volume molding uses the same thermoplastic materials as high volume production, enabling functional testing with production-intent resins before committing to full-scale tooling.
- Ideal applications include pilot production runs, bridge tooling, market testing, medical devices with limited patient populations, and custom or personalized products.
What Is Low Volume Injection Molding?
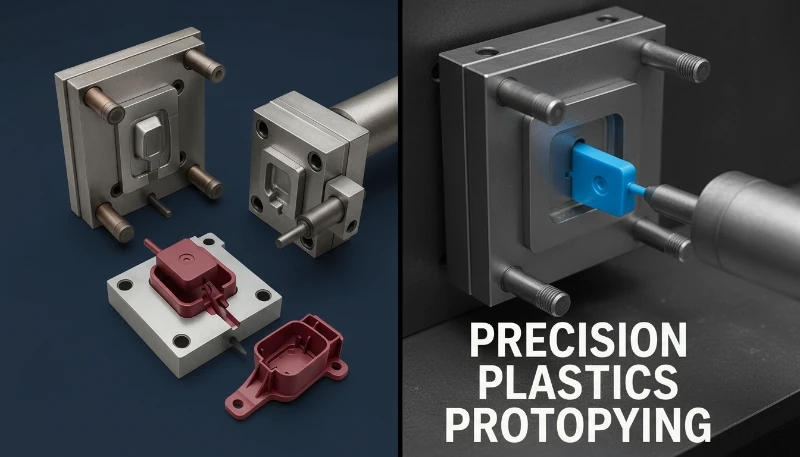
Low volume injection molding is a manufacturing process that produces 100 to 10,000 plastic parts per production run using simplified tooling—typically aluminum molds—that costs 40–60% less than conventional hardened steel production molds. The process uses the same injection molding machines and termoplastica1 as high volume production, delivering parts with identical material properties and dimensional accuracy.
The economics of injection molding have traditionally favored large production volumes because mold tooling costs $10,000–$100,000 or more. At 1,000,000 parts, that tooling cost adds only $0.01–$0.10 per part. At 500 parts, the same mold adds $20–$200 per part—making the process uncompetitive against CNC machining or 3D printing for small quantities.
Low volume injection molding solves this cost barrier by using aluminum or soft steel molds that cost $2,000–$15,000. These molds sacrifice longevity (1,000–100,000 shots versus 500,000–2,000,000 for hardened steel) but deliver the same part quality at a fraction of the upfront investment. The result is economically viable injection molding at volumes as low as 100 parts.
The growing demand for product customization, faster time-to-market, and on-demand manufacturing has expanded the use cases for low volume molding. Medical device companies producing patient-specific instruments, consumer electronics startups validating product-market fit, and automotive suppliers running pre-production testing all benefit from the ability to produce real injection-molded parts without committing to full production tooling.
A differenza di prototipazione rapida4 methods that approximate part properties, low volume injection molding produces parts from the same resin pellets used in full production. A prototype made from 3D-printed ABS-like resin has different impact strength, heat resistance, and surface finish than injection-molded ABS. Low volume molding eliminates this material gap entirely, giving engineers confidence that test results from pilot parts will match production performance.
| Parametro | Low Volume (100–10,000) | High Volume (10,000–1,000,000+) |
|---|---|---|
| Materiale dello stampo | Aluminum or P20 steel | H13 or S136 hardened steel |
| Tooling cost | $2,000–$15,000 | $10,000–$100,000+ |
| Mold lifespan | 1,000–100,000 shots | 500,000–2,000,000+ shots |
| Lead time (mold) | 2–4 weeks | 8–16 weeks |
| Cost per part | $0.50–$50 | $0.05–$5.00 |
| Design iterations | Easy and affordable | Expensive ($3K–$15K per change) |
| Surface finish | SPI B-2 to C-3 typical | SPI A-1 to B-1 achievable |
What Tooling Options Work Best for Low Volume Production?
Aluminum molds are the most common tooling choice for low volume injection molding, delivering 1,000–100,000 shots at 40–60% lower cost than steel molds with lead times of 2–4 weeks. The thermal conductivity of aluminum (205 W/m·K versus 25 W/m·K for P20 steel) actually provides a processing advantage: faster cooling reduces cycle times by 20–30%, partially offsetting the higher per-part cost of small runs.
P20 pre-hardened steel molds occupy the middle ground between aluminum and fully hardened production tooling. At HRC 28–34 hardness, P20 machines faster than H13 (HRC 48–52) while lasting 100,000–500,000 shots. This makes P20 ideal for bridge tooling—molds that serve production needs while hardened steel tooling is being manufactured—and for medium-volume products that will never exceed 200,000 total lifetime units.
3D-printed molds represent the newest tooling approach for ultra-low volumes of 10–500 parts. Stereolithography (SLA) molds using high-temperature resins like Formlabs Rigid 10K withstand injection temperatures up to 238°C and pressures up to 60 MPa. Each mold costs $50–$500 and can be printed overnight, but typical mold life is only 10–100 shots before dimensional degradation exceeds acceptable limits.
Multi-cavity configurations are less common in low volume production because the tooling cost savings from aluminum diminish when adding cavities. A single-cavity aluminum mold costing $5,000 produces parts at adequate rates for most low volume applications. Adding a second cavity increases tooling cost to $8,000–$12,000 but halves cycle time per part—only justified when the per-part time savings outweigh the additional tooling investment.
The choice between aluminum and steel tooling depends on four factors: required mold life, processing temperature of the resin, surface finish requirements, and whether the mold will serve as bridge tooling with future conversion to production. For projects where the total lifetime volume is under 10,000 parts and the material processes below 300°C, aluminum is almost always the most cost-effective option.
| Materiale dello stampo | Cost Range | Mold Life (Shots) | Tempi di consegna | Il migliore per |
|---|---|---|---|---|
| Alluminio 7075 | $2,000–$10,000 | 1,000–100,000 | 1–3 weeks | Prototype and pilot runs |
| Acciaio P20 | $5,000–$25,000 | 100,000–500,000 | 3–6 weeks | Bridge tooling |
| Acciaio H13 | $10,000–$100,000+ | 500,000–2,000,000+ | 8–16 weeks | Production volumes |
| 3D-Printed (SLA) | $50–$500 | 10–100 | 1–3 days | Design validation (10–50 parts) |
| Soft Steel (S50C) | $3,000–$12,000 | 50,000–200,000 | 2–4 weeks | Low volume with texturing needs |
“Aluminum molds cool 20–30% faster than steel molds because aluminum conducts heat 8 times more efficiently.”Vero
Aluminum’s thermal conductivity (205 W/m·K) is approximately 8 times higher than P20 steel (25 W/m·K). This faster heat extraction shortens cooling time—the longest phase of the injection molding cycle—by 20–30%. For a typical 2.0 mm wall part, cooling time drops from 15 seconds in steel to 10–12 seconds in aluminum, reducing overall cycle time significantly.
“Aluminum molds cannot produce parts with tight tolerances because the mold material is too soft.”Falso
7075-T6 aluminum achieves hardness of HRC 15–18 and can hold tolerances of ±0.05 mm on critical dimensions when properly machined. While softer than hardened steel (HRC 48–52), aluminum is adequate for most engineering tolerances. The limitation is wear resistance over high shot counts, not dimensional capability on initial production runs.
How Does Low Volume Molding Compare to Alternative Manufacturing Methods?
3D printing (FDM, SLA, SLS) dominates at volumes below 50–100 parts where per-part costs of $10–$100 are acceptable and no tooling investment is needed. Above 100 parts, low volume injection molding becomes more economical because the $2,000–$15,000 tooling cost amortizes below the per-part cost of additive manufacturing. The crossover point varies by part size and complexity—simple geometries favor molding at lower volumes, while complex parts with internal channels may favor 3D printing up to 500 units.
CNC machining competes effectively at 1–500 parts for materials like ABS, PC, and nylon. CNC delivers tighter tolerances (±0.025 mm versus ±0.05 mm for injection molding) and requires zero tooling investment. However, CNC costs increase linearly with volume—100 parts cost 100× the single-part price. Injection molding costs decrease per part as volume rises, creating a crossover around 200–500 parts depending on part complexity and material.
Urethane casting fills a specific niche: 25–200 parts in rubber-like or optically clear materials. Silicone molds cost $500–$3,000 and produce parts in 5–15 business days. The limitation is material selection—urethane resins approximate but do not match the mechanical properties of production thermoplastics like PA66 or POM. For functional testing where exact material properties matter, low volume injection molding with production-grade resins is the superior choice.
In our factory, we frequently see projects transition from rapid prototyping through low volume molding and into full production. A typical medical device project starts with 5 SLA-printed prototypes for design review, moves to 200 parts from an aluminum mold for clinical testing, then scales to 50,000 parts annually from a steel production mold. Planning this transition from the beginning saves 4–8 weeks and $5,000–$15,000 in redesign costs.
The decision framework ultimately comes down to three variables: total lifetime volume, required material properties, and time-to-market pressure. When all three point toward intermediate needs—hundreds to thousands of parts, in production-grade thermoplastics, needed within weeks rather than months—low volume injection molding is the clear winner. When any one variable skews toward an extreme (single prototype, exotic metal alloy, or same-day delivery), alternative methods serve better.
| Method | Ideal Volume | Per-Part Cost | Costo degli utensili | Tempi di consegna |
|---|---|---|---|---|
| 3D Printing (SLA/SLS) | 1–100 | $10–$100 | $0 | 1–5 days |
| Lavorazione CNC | 1–500 | $15–$200 | $0 | 3–10 days |
| Urethane Casting | 25–200 | $20–$150 | $500–$3,000 | 5–15 days |
| Low Volume IM (aluminum) | 100–10,000 | $0.50–$50 | $2,000–$15,000 | 2–4 weeks |
| Production IM (steel) | 10,000–1,000,000+ | $0.05–$5 | $10,000–$100,000+ | 8–16 weeks |
What Materials Work Best in Low Volume Injection Molding?
Low volume injection molding supports the full range of thermoplastics used in production molding—from commodity resins like PP and ABS to engineering grades like PA66 and POM to high-performance polymers like PEEK and PEI. This material versatility is the primary advantage over 3D printing and urethane casting, which limit material choices to proprietary formulations that approximate but do not replicate production resin properties.
Aluminum molds handle processing temperatures up to 300°C and injection pressures up to 100 MPa, which covers the vast majority of commodity and engineering resins. For high-temperature materials like PEEK (processing at 370–400°C) or PPS (processing at 310–340°C), P20 or H13 steel molds are required even at low volumes because aluminum softens above 300°C and loses dimensional stability.
Glass-fiber-reinforced grades accelerate mold wear in aluminum tooling. A 30% glass-filled nylon wears aluminum cavity surfaces 5–10 times faster than unfilled nylon, reducing mold life from 50,000 shots to 5,000–10,000 shots. For abrasive filled materials at volumes above 5,000 parts, P20 steel with a nitrided surface provides adequate wear resistance at moderate cost.
Material selection for low volume projects should match the production-intent resin whenever possible. Testing with ABS when the production material is PA66-GF30 introduces risk because the materials differ in shrinkage (0.5% vs 0.3–1.2%), mechanical properties (tensile strength 40 MPa vs 180 MPa), and processing behavior. Using the actual production resin from the start validates both part performance and processability before committing to production tooling.
Color matching and additive packages also benefit from low volume molding validation. Masterbatch color concentrates, UV stabilizers, and flame-retardant additives can affect flow behavior, shrinkage, and surface appearance in ways that material datasheets do not fully predict. Running 200–500 parts in the final color and additive formulation confirms that the production material meets both aesthetic and functional requirements before ordering bulk resin quantities.
| Materiale | Processing Temp (°C) | Aluminum Mold Compatible | Applicazioni tipiche |
|---|---|---|---|
| PP | 200–240 | Yes | Packaging, consumer products, living hinges |
| ABS | 220–260 | Yes | Enclosures, prototypes, consumer electronics |
| PC | 280–320 | Yes (up to 300°C) | Lenses, medical devices, safety equipment |
| PA66 | 260–290 | Yes | Structural components, automotive clips |
| PA66-GF30 | 270–300 | Limited (5,000–10,000 shots) | Under-hood automotive, gears |
| POM | 190–210 | Yes | Precision gears, bearings, fuel system parts |
| SETTIMANA | 370–400 | No (requires steel) | Aerospace, medical implants |

“Low volume injection molding uses the same production-grade thermoplastics as high volume manufacturing.”Vero
Unlike 3D printing or urethane casting that use proprietary material formulations, low volume injection molding processes the same resin pellets used in production. ABS, PC, PA66, PP, and hundreds of other grades run identically in aluminum or steel molds. This ensures that mechanical properties, chemical resistance, and regulatory certifications (FDA, UL94) validated during low volume testing remain valid at production scale.
“Aluminum molds can process any thermoplastic material without limitations.”Falso
Aluminum molds have a practical temperature ceiling of approximately 300°C. High-performance polymers like PEEK (processing at 370–400°C), PPS (310–340°C), and LCP (330–350°C) require steel molds even at low volumes. Additionally, glass-fiber-reinforced materials wear aluminum surfaces 5–10 times faster than unfilled resins, significantly reducing mold life and part dimensional consistency.
What Design Considerations Apply to Low Volume Molds?
Draft angles of 1.0–2.0° are recommended for aluminum molds—slightly more than the 0.5–1.0° acceptable in hardened steel—because aluminum’s lower hardness makes it more susceptible to surface scratching during part ejection. Textured surfaces require even more draft: 1.5° per 0.025 mm (0.001 inch) of texture depth, or approximately 3.0° for a standard MT-11010 matte finish.
Undercuts increase mold complexity and cost significantly in any tooling, but the impact is amplified in low volume production where tooling cost is a larger percentage of total project cost. A simple side-action mechanism adds $1,500–$5,000 to an aluminum mold—potentially doubling the tooling investment. Redesigning parts to eliminate undercuts through snap-fit modifications, split-line adjustments, or collapsible core alternatives often saves more than the engineering time required.
Wall thickness should remain uniform at 1.5–3.0 mm for most thermoplastics in aluminum molds. Thin walls below 1.0 mm require higher injection pressures that stress aluminum tooling and shorten mold life. Thick sections above 4.0 mm create extended cooling times and increase the risk of sink marks and voids. The 60% rib-to-wall thickness rule applies equally to low volume tooling: ribs should not exceed 60% of the adjoining wall thickness.
Gate design in aluminum molds follows the same engineering principles as steel tooling, but gate inserts made from hardened steel (H13 or S136) are recommended at the gate location. The gate area experiences the highest material velocity, temperature, and pressure in the entire mold—conditions that erode aluminum rapidly. A $200–$500 steel gate insert extends mold life by 3–5× at the wear point without significantly increasing total tooling cost.
A thorough DFM5 review before cutting the aluminum mold identifies potential issues that are far cheaper to fix in CAD than in metal. Common findings include insufficient draft on textured surfaces, wall thickness transitions that cause sink marks, and undercut features that require expensive side actions. In our experience, a 2-hour DFM session eliminates an average of 3–4 design issues per project, each of which would cost $500–$2,000 to fix after mold fabrication.
Cooling channel design in aluminum molds is simplified by the material’s high thermal conductivity. Where steel molds require carefully positioned cooling channels at precise distances from the cavity surface, aluminum’s 8× higher conductivity means that simpler straight-drilled cooling circuits often achieve adequate temperature uniformity. This reduces progettazione di stampi a iniezione3 complexity and machining time, contributing to the shorter lead times that make low volume production attractive.
| Caratteristica del design | Valore consigliato | Motivo |
|---|---|---|
| Draft angle (smooth) | 1.0–2.0° | Prevents aluminum surface scratching |
| Draft angle (textured) | 1.5° per 0.025 mm depth | Texture release without surface damage |
| Minimum wall thickness | 1.5 mm | Reduces injection pressure on aluminum |
| Maximum wall thickness | 3.0 mm | Limits cooling time and sink marks |
| Rib thickness | 60% of wall | Prevents sink marks on opposite face |
| Internal corner radii | 0.5–1.0× wall thickness | Reduces stress concentration |
| Gate insert material | H13 or S136 steel | Extends mold life 3–5× at wear point |

When Should You Choose Low Volume Over High Volume Molding?
Bridge tooling is the most common use case, accounting for approximately 35% of low volume injection molding projects. When a product has been validated and orders are incoming but production steel tooling requires 8–16 weeks, an aluminum bridge mold delivers production-quality parts in 2–4 weeks. The bridge mold runs until steel tooling is ready, then serves as a backup tool for the remainder of its useful life.
Pilot production runs of 500–5,000 parts test manufacturing feasibility, supply chain logistics, and market reception before committing $50,000–$150,000 to multi-cavity production tooling. A pilot run reveals real-world issues that prototyping cannot: assembly line ergonomics, packaging fit, retail shelf presence, and customer feedback on the actual production material and surface finish.
Medical devices with limited patient populations are inherently low volume products. A surgical instrument used by 200 hospitals may require only 2,000–5,000 units over its entire product lifecycle. Investing $80,000 in hardened steel tooling for this volume makes each part carry $16–$40 in tooling amortization. An aluminum mold at $8,000 reduces that burden to $1.60–$4.00 per part—a 10× reduction that directly improves product margins.
Custom and personalized products represent a growing segment. Dental aligners, hearing aid shells, and ergonomic tool handles all require unique geometry for each end user. Low volume molding with interchangeable mold inserts—a base mold frame with swappable cavity inserts—enables cost-effective production of 50–500 units per design variant at per-part costs of $2–$15, compared to $50–$200 per part for individual 3D printing.
End-of-life spare parts also benefit from low volume tooling. When a legacy product’s original steel mold is worn out or scrapped, replicating it in aluminum costs 40–60% less and takes 70% less time. A replacement aluminum mold producing 5,000 spare parts over 3 years satisfies warranty obligations without the full investment of new production tooling.
How Does Zetar Handle Low Volume Injection Molding Projects?
Zetar’s engineering team runs analisi del flusso dello stampo2 on every low volume project before cutting aluminum or steel, predicting fill patterns, weld line locations, and shrinkage distribution. This simulation step—which costs a fraction of a mold modification—catches 80–90% of potential issues before any metal is machined, typically saving one full iteration of mold rework worth $1,500–$5,000.
With 47 injection molding machines ranging from 50 to 1,600 tons, Zetar matches machine size to part requirements rather than forcing small parts onto oversized presses. Running a 50-gram part on a 100-ton machine instead of a 500-ton machine reduces energy consumption by 60% and improves process control—advantages that matter more in low volume production where per-part cost optimization is critical.
Zetar’s integrated approach—combining in-house mold design, CNC machining, injection molding, and quality inspection—eliminates the coordination delays between separate vendors. A typical low volume project moves from approved CAD to first-article parts in 15–20 business days, with injection mold design review and DFM feedback completed within the first 3 days. This compressed timeline is possible because design engineers and moldmakers work in the same facility, enabling real-time collaboration on tooling decisions.
Quality control for low volume parts follows the same protocols as high volume production. First-article inspection using coordinate measuring machines (CMM) verifies dimensional accuracy against the 3D CAD model, with all critical dimensions measured and documented in a First Article Inspection Report (FAIR). Statistical process control (SPC) monitoring begins from the first production run, establishing process capability indices (Cpk) that demonstrate dimensional consistency across the entire batch.
Zetar’s low volume pricing structure reflects the true economics of small-batch production. Rather than applying production-volume pricing models that penalize small orders, the quoting system accounts for actual setup time, material usage, and mold amortization. This transparent approach helps customers make informed decisions about whether to proceed with low volume aluminum tooling or invest directly in production steel—based on total lifecycle cost rather than initial tooling price alone.
For projects requiring regulatory documentation, Zetar provides full material traceability including resin lot numbers, processing parameter records, and first-article inspection reports. Medical device and aerospace clients receive documentation packages that support FDA 510(k) submissions, ISO 13485 audits, and AS9100 compliance requirements—built into the standard workflow rather than added as costly afterthoughts.

Frequently Asked Questions About Low Volume Injection Molding?
What is the minimum order quantity for low volume injection molding?
Most low volume injection molding suppliers accept orders starting at 100–500 parts when using aluminum tooling. The economic minimum depends on tooling cost and part complexity—a $3,000 aluminum mold producing $1.50 parts breaks even against 3D printing at approximately 75–150 parts. Below 50 parts, 3D printing or CNC machining is typically more cost-effective because no tooling investment is required. Some suppliers using 3D-printed molds accept orders as low as 10–25 parts for design validation purposes, though surface finish and dimensional consistency are limited compared to machined aluminum molds.
How long do aluminum injection molds last?
Aluminum injection molds typically last 1,000–100,000 shots depending on the resin being processed and part geometry complexity. Unfilled thermoplastics like ABS and PP achieve the upper end of this range, while glass-fiber-reinforced materials reduce mold life to 5,000–10,000 shots due to abrasive wear on cavity surfaces. Adding hardened steel inserts at high-wear areas like gates, shut-off surfaces, and core pins can extend overall mold life by 3–5 times. 7075-T6 aluminum is the most common grade for injection mold tooling because it combines good machinability with adequate hardness (HRC 15–18) for short to medium production runs.
Is low volume injection molding suitable for medical devices?
Low volume injection molding is widely used in the medical device industry for products with limited production volumes, including surgical instruments, diagnostic device housings, drug delivery components, and patient-specific implant guides. The process supports FDA-compliant materials like USP Class VI silicone, medical-grade PC, and PEEK for implantable applications. Aluminum molds can be validated to the same IQ/OQ/PQ protocols as steel production tooling, and the faster lead times enable medical startups to begin clinical trials 6–12 weeks earlier than traditional tooling approaches allow.
What surface finishes are achievable with aluminum molds?
Aluminum molds achieve SPI finishes from B-2 (semi-gloss) to C-3 (medium matte) without difficulty using standard machining and polishing techniques. SPI A-1 (mirror) and A-2 (high gloss) finishes are possible but require diamond polishing and add $500–$2,000 to tooling cost due to the extra labor involved. Textured finishes like MT-11000 series are achievable through chemical etching, though aluminum etches differently than steel and may require test panels to match target specifications exactly. For optical-grade clarity parts requiring A-1 finish with minimal imperfections, hardened steel inserts at the optical surface are recommended over full aluminum construction.
Can low volume molds be converted to production tooling?
Aluminum low volume molds cannot be directly converted to production steel molds because the base materials and construction methods differ fundamentally—aluminum cannot be hardened like tool steel, and cavity geometry must be re-machined regardless. However, the design data, gate location, cooling channel layout, and processing parameters developed during low volume production transfer directly to production mold design, saving 2–4 weeks of engineering time and eliminating at least one iteration of design revision. Some manufacturers design modular mold bases that accept both aluminum and steel cavity inserts, allowing a seamless transition from low volume to production by swapping only the cavity block while retaining the same mold frame and ejection system.
How does low volume injection molding reduce time to market?
Low volume injection molding reduces time to market by 6–12 weeks compared to traditional production tooling approaches. Aluminum molds require 2–4 weeks from design approval to first parts versus 8–16 weeks for hardened steel production molds. This compressed timeline enables parallel activities: while production steel tooling is being manufactured, the aluminum bridge mold produces parts for regulatory testing, customer sampling, trade show displays, and initial sales orders. Companies that use bridge tooling strategies consistently report reaching market 40–60% faster than competitors who wait for production tooling to be completed before beginning any market-facing activities.
-
thermoplastics: Thermoplastics is a class of polymers that soften when heated above their glass transition or melting temperature and solidify upon cooling, allowing repeated reprocessing without significant chemical degradation. ↩
-
mold flow analysis: Mold flow analysis is a simulation technique that predicts how molten plastic fills, packs, and cools inside a mold cavity, measured in fill time (seconds), pressure distribution (MPa), and temperature uniformity across the part. ↩
-
injection mold design: Injection mold design refers to the engineering process of creating a mold tool with optimized gate placement, cooling channels, parting lines, and ejection systems to produce dimensionally accurate plastic parts. ↩
-
rapid prototyping: Rapid prototyping is a group of manufacturing techniques used to quickly fabricate a physical model or functional prototype from a 3D CAD file, typically within 1–5 business days using additive or subtractive methods. ↩
-
Aziende di Stampa ad Iniezione in India: Perché i Principali Acquirenti Scelgono ZetarMold - DFM, or Design for Manufacturability, is an engineering methodology that optimizes part geometry, wall thickness, draft angles, and feature placement to reduce manufacturing cost and defect rates during injection molding production. ↩







