 Skip to content
Skip to content 

There are a variety of ways to make a mold. These include side-action cores, a cold injection unit, a straight-pull mold, and a cooling channel.
Each of these methods can result in a different type of part. These are discussed below. Each has its advantages and disadvantages.
Side-action cores
Several factors can affect the performance of injection molds. For example, older molds may have different side-action core pulls than the current requirements.
New molding parameters, different materials, and glass requirements can also negatively impact mold performance. This can lead to cores that flex, flash, or move.
Side-action cores add complexity and cost to the mold design. Unlike slot features, side-action cores must be moved perpendicular to the mold axis, so the tooling must be offset from the mold’s axis.
This makes the plastic injection mold more complex, which increases the cost and lead time. In addition, designers must add draft angles into the design to accommodate the side-action.
Another type of mold design involves cores that can be removed and replaced. Most molds have two sides: an “A” side for the external cosmetic surface of the component, and a “B” side for the internal parts.
The former is generally smooth and free from overhangs and is the simplest to design. The latter is usually more complex and requires retractable side-action cores and inserts.
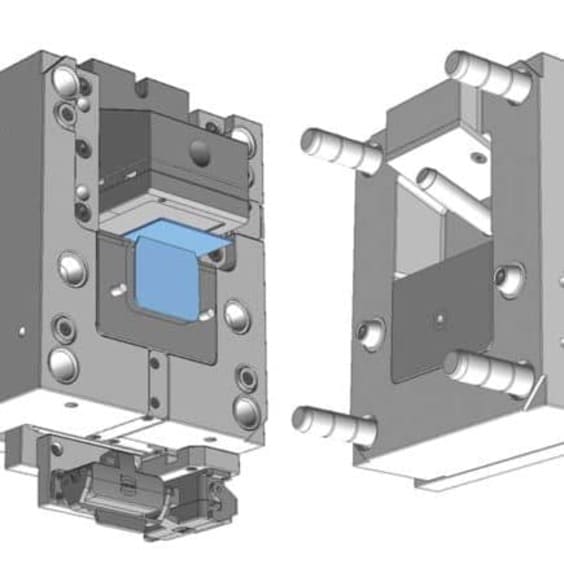
An example of a side-action core is shown in the image below. It is used to make a remote control casing.
This mold has a side-action core that contains an air vent and ejector pins. Various types of plastic products can be manufactured with this mold design.
A quality side-action core has a high level of preload and allows for a zero-psi hydraulic pressure. It is also essential that the core is large enough to accommodate the forces of the plastic injection molding process.
Cold injection unit
Injection molds are made in one of two ways. The traditional way uses standard machining and EDM technology. CNC machining can be more efficient and create molds with more accurate details.
The cost of a mold depends on the number of cavities and the complexity of the design.
Fewer cavities mean less tooling work, while additional details increase the price. The cost also depends on the surface finish.
When designing a mold, the designer will consider the number of features that must be included in it. Injection molding processes requires ma multiple steps, from design to production.
One of them involves designing a mold that will hold the molten plastic components. Another important step in the injection moulding process is creating the core.

The mold will need to be designed with a core that is large enough to accommodate all the features that will be molded into it.
Once the mold is designed, it must be thoroughly tested to ensure that the design is appropriate for the plastic part.
It must also be prototyped before it can be used for production. Injection molds can be produced with standard machining, computer numerical control (CNC) machining, and electrical discharge machining.
The thermoplastic raw material is fed into a heated barrel using a reciprocating screw. Heat causes a chemical reaction that weakens Van der Waals forces in the raw material.
This leads to increased space between the molecules, reducing viscosity. The melted plastic then enters the mold cavity through a runner system.
Once it cools, the plastic has the desired shape. An ejector pin is then used to push the plastic out of the mold.
Injection molding cycle can be made out of most types of polymers. These materials include thermoplastics, thermosets, and elastomers. Since 1995, the number of available materials has increased by about 750 per year.
Today, there are over 18,000 materials available, including many alloys of previously developed materials. The selection of material is based on the cost, strength, and function of the final product.

Straight-pull mold
Straight-pull plastic injection molds are ideal for producing parts in large volumes. Using a highly pressurized nozzle, plastic material is injected into a mold.
The mold is generally made of steel or aluminum. Its two halves are held together by hydraulic or mechanical clamps.
The cavity contains molten plastic. The mold’s ejection mechanism prevents the part from getting stuck or warping.
The straight-pull mold is the most basic type of mold. The design is straightforward and keeps the total cost low.
The mold’s geometry must be 2.D and without any overhangs. More complicated geometries require side-action cores or inserts. Toth Mold/Die Inc. produces thousands of side-action molds every year.
The tooling costs start at $1,000 and can reach $3,000. These costs are independent of the high volume production and number of parts manufactured.
Small-scale productions are especially affected by tooling costs. However, there are ways to reduce tooling costs. A simple design modification can reduce tooling costs by 50-70%.
Adding side actions increases the number of part geometries that can be produced. Side actions are inserts that are placed in a mold cavity.
These inserts enable undercuts that cannot be produced by a straight-pull mold. They also allow the material to flow around them.
The wall thickness of the parts should be uniform to avoid stress concentrations. Non-uniform wall thickness can also lead to distortion of the part’s geometry.
It is important to calculate the exact shrinkage before designing the mold. Each polymer has a different shrinkage rate.
This information is often not provided by the polymer vendor. Therefore, the polymer grade must be selected before designing the mold.
Another consideration for designers is the amount of space available for expansion. If the part is very flexible, the bump-off may deform over the mold during ejection.
Depending on the excess material used, the bump-off should not be located close to any stiffening features. The bump-off should have an angle of 30 to 45 degrees.

Cooling channels
Injection molds are frequently used in the manufacturing of plastic parts. These parts are susceptible to localized heat accumulation, which can lead to product defects.
To eliminate this problem, researchers have proposed the use of cooling channels in injection molds.
This type of technology improves the overall cooling process by reducing cycle time and improving productivity.
Different channel shapes have different cooling properties. The length, pitch distance, and centerline distance of each channel influence cooling time.
Different channel shapes provide optimum solutions for different types of plastic parts.
In addition, the optimum cooling channel design should be able to reduce variations in cooling times.
For example, triangular channels need larger cooling areas than square channels, but their cooling efficiency is lower.
Another method of cooling molds is by using a conformal cooling channel. This type of cooling system will allow the mold to cool components with different cooling capacities.
It also allows the mold to cool more efficiently by preventing the occurrence of overheating. Typically, sintered injection molds use conformal cooling channels.
When designing a mold, it is important to consider the different cooling channels. The right cooling channel will reduce the likelihood of warping or defecting.
Conformal cooling channels will also allow for uniform and fast cooling, which means less warping and defecting.
Cooling channels can be designed using an additive manufacturing process. This method is advantageous for both mold mass production and development.
Another way to incorporate cooling channels is through rapid tool manufacturing plastic parts. Rapid tool manufacturing techniques such as SLS and 3D printing can be used to make injection molds with embedded copper cooling channels.

Materials used
Injection molding is a versatile manufacturing process that allows complex parts to be manufactured at a low cost.
There are a variety of materials that can be used in this process, and these materials can be blended or mixed with other materials to create unique color schemes.
The design of a part should match the properties of the material used to make it. However, certain materials have certain limitations or are less suitable for certain applications. To address these issues, mold designers should follow certain guidelines when making molds.

Hardness: The harder the material used, the greater the resistance it has to plastic resin wear and corrosion.
This is particularly important when a part needs to withstand repeated blunt impacts from small children.
Stainless steel is also an excellent choice when using corrosive resins. Its higher hardness will also improve parting line integrity, and reduce the risk of coring.
Material Choices: Polyamides are another group of materials that can be used to create injection molds. These materials can be natural or synthetic, and each type has advantages and disadvantages.

Nylon, for instance, can be prone to shrinkage and inadequate filling. HDPE, on the other hand, is a highly durable thermoplastic that can be used for a variety of applications. It is also cost-effective and has good mechanical strength.
Choosing the right material for your mold is essential: The right material for the right mold can help ensure the proper flow of the melted plastic.
However, it is also important to consider the design of the mold. Injection moulding can be costly if the injection molded part is not designed properly. You should avoid hardened pre steel molds that have thin walls and undesigned ribs as they can result in short shots.







