 Skip to content
Skip to content 

Hot Runner VS. Cold Runner System
Hot runner molds keep the plastic in the runner hot, so it stays molten and can be reused,
reducing waste. Cold runner molds let the runner cool and solidify, creating waste that needs to
be removed after each cycle.The two primary types of injection molds are hot runner and cold
runner systems.
Hot Runner Injection Mold

Cold Runner Injection Mold
Hot Runner Injection Mold
Hot runner molds and cold runner molds are two types of injection molding systems used to make plastic parts, each with different benefits depending on your needs.

Everything You Need to Know About Hot Runner Injection Mold
What is Hot Runner Injection Mold?
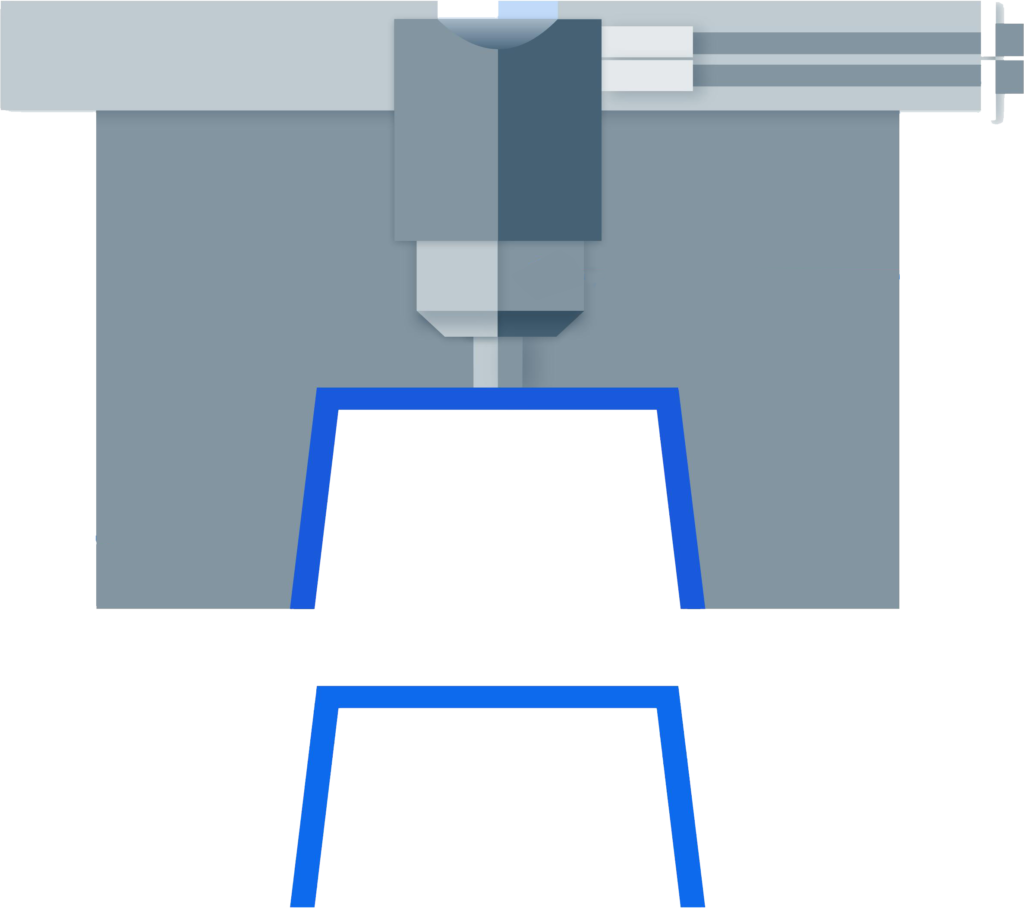
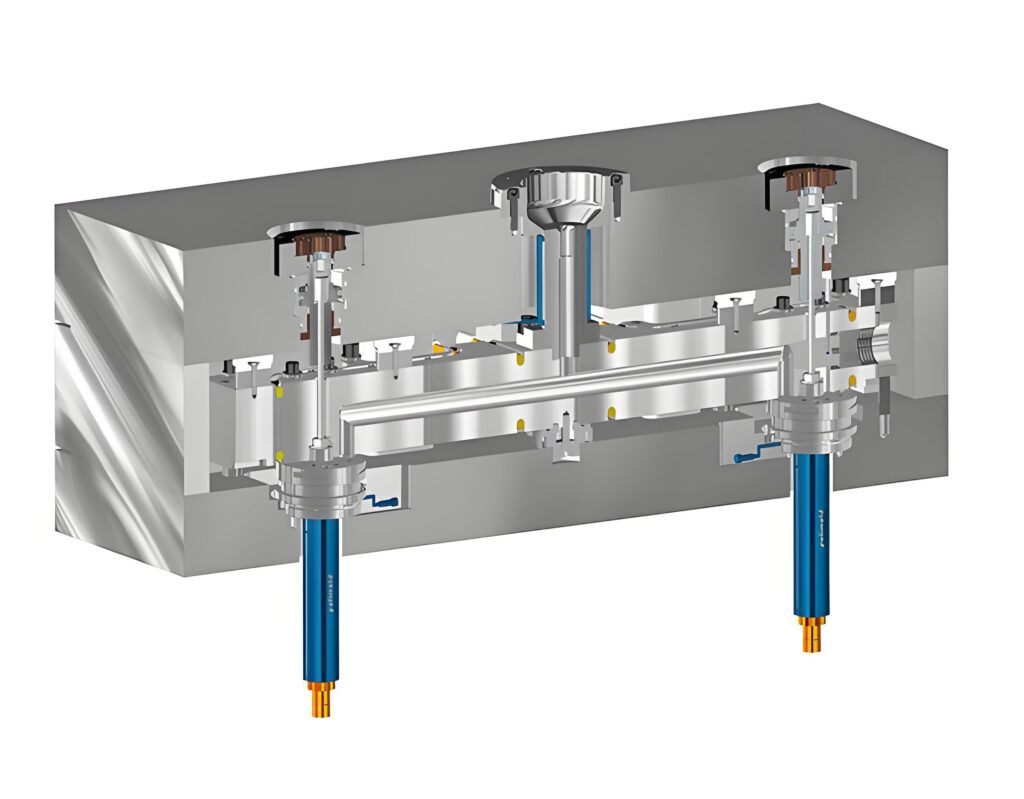
Hot runner systems are heating component systems used in injection molds to inject melted plastic pellets into the mold cavity. Hot runner molds are a new structure that heats the runner and gate of traditional molds or three-plate molds, eliminating the need to remove the runner and gate during each forming cycle.
Hot runner technology is used in many industries, including automotive, medical, consumer goods, and aerospace. It is especially good for making things where you need to be precise and efficient, like bottle caps and electronic housings.
Hot runners make sure that the plastic in the runner and gate stays melted by heating it. Heating rods and heating rings are placed near or at the center of the runner. The whole runner from the injection machine nozzle to the gate is kept hot, so the plastic stays melted. When you stop the machine, you usually don’t have to open the runner to get rid of solid material. When you start the machine again, you just have to heat the runner to the right temperature. That’s why some people call the hot runner process a hot manifold system or a no-runner mold.
What are the Types of Hot Runner Systems?
Hot runner systems are a must-have in plastic injection molding. They keep the plastic hot as it goes into the mold. There are a few different types of hot runner systems. They’re mainly classified by the way the plastic gets into the mold. Here are the main types of hot runner systems:
1. Valve Gate Hot Runner System:
This system uses pneumatically or hydraulically controlled valve pins to precisely control the flow of molten plastic into the mold cavity, eliminating gate marks and improving surface quality. It is ideal for multi-cavity molds and high-precision products. Though the system is complex, costly, and requires more maintenance, it excels in producing high-gloss surface products, automotive parts, and other precision components.
2. Nozzle Gate Hot Runner System:
In this system, molten plastic is injected directly into the mold cavity through a nozzle, making it suitable for small to medium-sized parts. It has a simple design, low cost, and is easier to maintain, though gate marks may be more visible, making it ideal for products where appearance is not a critical factor.
3. Multi-Point Hot Runner System:
This system injects plastic into multiple cavities through multiple gates, enabling simultaneous production of multiple parts. It significantly boosts production efficiency, making it suitable for high-volume, complex parts. However, it’s complex, expensive, and requires strict temperature control.
4. Single-Point Hot Runner System:
This system shoots plastic into a single cavity through a single gate, making it perfect for single-cavity molds. It has a simple design, low cost, and is easy to operate and maintain, but it is not as efficient for large parts or multi-cavity molds. It is usually used for small to medium-sized parts.
5. Co-Injection Hot Runner System:
This system allows two different plastic materials to be injected at the same time, making it suitable for multi-material or multi-color products. Although it is complex and expensive, it enhances product functionality and design flexibility, commonly used for dual-color injection molding or multi-material components.
6. Semi-Hot Runner System:
This system combines the benefits of hot runner and cold runner technologies, using a hot runner in some areas and a cold runner in others. It offers reduced costs while maintaining a certain level of molding precision, though it is less effective for high-precision products. It is suitable for molds and products of moderate complexity.
7. Insulated Runner System:
This system uses thick runner channels to keep the plastic hot and relies on insulation instead of direct heating. It’s good for certain thermoplastics, especially ones that don’t conduct heat well. It doesn’t have as much control and can’t be used with as many materials, but it’s great for special products made from materials that don’t conduct heat well.
What is the Difference between Hot Runner and Cold Runner Injection Mold?
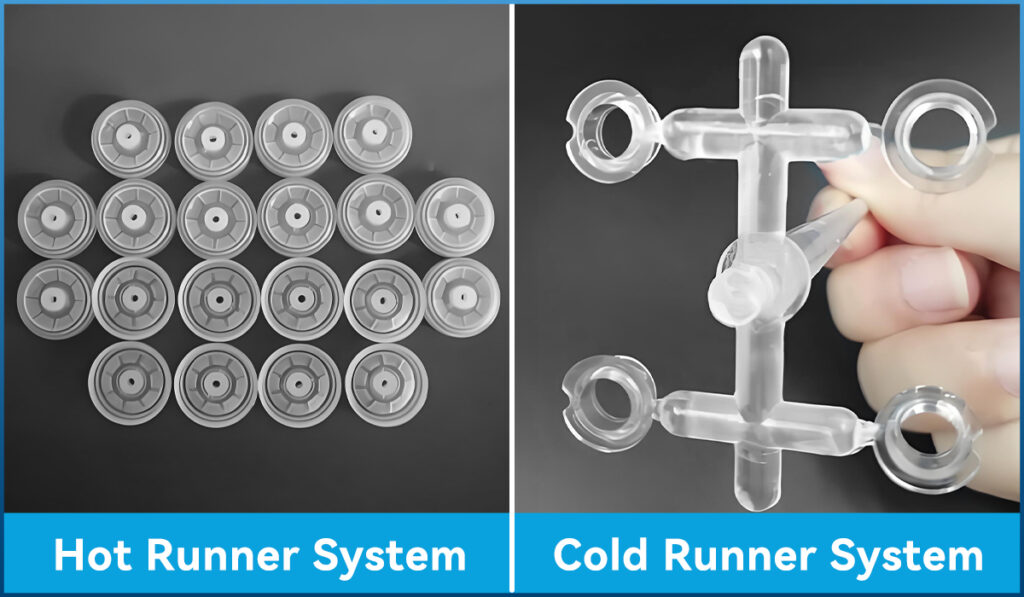
Hot runners and cold runners are the two main systems used for injection molding plastic parts. The main difference between them is how the plastic material is injected into the mold cavity.
1. Hot Runner System:
In a hot runner system, plastic material is injected directly into the cavity through a heated runner system. This system maintains a constant temperature, usually between 150-200°C (302-392°F), to make sure the material flows and fills the cavity evenly.
Advantages:
① Reduced material waste: The hot runner system doesn’t need cooling runners, which means less material waste and cost savings.
② Improved part quality: The hot runner system controls the injection process better, which means better parts with fewer defects.
③ Increased production efficiency: Hot runner systems can produce parts faster and more efficiently than cold runner systems.
Disadvantages:
① Higher initial costs: Hot runner systems cost more than cold runner systems because they’re more complicated.
② Higher maintenance costs: Hot runner systems need to be cleaned and maintained regularly to keep them from getting clogged and to keep them working right. That means more money spent on maintenance.
2. Cold Runner System:
The cold runner system shoots plastic into the cavity through unheated runners, where the plastic cools in the runners.
Advantages:
① Lower initial costs: Cold runner systems are simpler and cheaper to make.
② Lower maintenance costs: Cold runner systems are less likely to get clogged, so they need less maintenance and are easier to clean.
Disadvantages:
① More material waste: The material in the cooled runners has to be removed or recycled, which means more waste and higher costs.
② Lower part quality: Because of flow restrictions and inconsistent injection pressure, parts made with cold runner systems may have lower quality and more defects.

3. Applications:
Hot Runner:
① Suitable for large-scale production.
② Ideal for complex and tightly toleranced parts.
③ Products requiring precise control of the injection process.
Cold Runner:
① Suitable for small batch production.
② Ideal for simple parts with looser tolerances.
③ Products that do not require precise control of the injection process.
Why Choose Hot Runner Injection Mold?
Hot runner injection molds are the way to go if you want to make plastic stuff. They make things faster, save plastic, and make better parts. Here’s why you should use them:
1. Reduced Material Waste:
The hot runner system doesn’t produce cold runner waste, which means it gets rid of material waste from runners. This not only lowers production costs but also reduces the amount of waste you have to deal with, especially if you’re making a lot of parts.
2. Improved Part Quality:
The hot runner system can more precisely control the temperature and pressure of the injection process, which makes the parts more consistent, reduces surface defects like sink marks or warping, and improves mechanical properties. This is especially good for multi-cavity molds to make sure all the parts are good quality.
3. Increased Production Efficiency:
Hot runner molds are faster because the plastic stays melted, so you don’t have to cool all that extra runner. Plus, you don’t have to handle all those runner sections. And, hot runner molds make the injection machine go back and forth less, so you can make parts faster.
4. Improved Surface Finish and Mechanical Properties:
Because the molten plastic is shot right into the mold, the hot runner system makes the surface of the parts better, which makes the parts look better and work better. It’s especially good for parts that are thin and could get bent out of shape.
5. Lower Mold Maintenance Costs:
Hot runner molds are designed to have fewer moving parts, which means there is less chance of clogging and less maintenance required. While hot runner molds have a higher upfront cost, they have lower long-term maintenance costs and last longer.
6. Design Flexibility and Production Consistency:
The hot runner system supports more complex mold designs, suitable for producing products of various shapes and sizes while ensuring consistent plastic flow in each cavity, thereby improving part consistency and production quality.
7. Reduced Labor Costs:
Because hot runner injection production processes are highly automated, there is no need for manual operations to handle cold runners or perform post-processing. This significantly reduces labor costs.
8. Lower Energy Consumption:
Hot runner molds are more efficient in the injection process, reducing heat loss and requiring lower injection pressures, thus saving energy.
9. Suitable for Various Materials and Products:
Hot runner molds can produce a wide range of complex and fine products, making them suitable for large-scale production across multiple industries. They are especially advantageous in the manufacturing of thin-walled or complex parts.

When is it Inappropriate to Use a Hot Runner Injection Mold?
Hot runner injection molds are designed to inject molten plastic into a mold cavity without cooling the plastic first. While they offer several benefits, there are situations where using a hot runner injection mold might not be the best idea. Here are some scenarios where you might want to reconsider:
1. Scenarios Not Suitable for Using Hot Runner Injection Molds:
Low Initial Investment and Production Volume:
Hot runner systems are usually more expensive than cold runner systems. If you’re not making a lot of parts, the high cost of the hot runner system might not be worth it, because you’re not going to get a good cost-to-output ratio.
Lack of Experience with Hot Runner Molds:
Hot runner systems are more complex to operate and maintain than cold runner systems. New users may find it difficult to master this technology, and improper operation could lead to extended downtime and economic losses.
Unstable Temperature Control During Processing:
Hot runner systems require precise temperature control. If the equipment is inadequate or improperly set, it may not maintain consistent temperature control. This can lead to poor part quality and increased scrap rates.
Production of Large or Complex Parts:
Hot runners are usually good for medium to small parts. For large or complex parts, cold runner systems may be better because hot runner systems can have temperature problems in big molds.
Small Batch Production:
Hot runner systems are more expensive than cold runner systems and require more maintenance and calibration. If you’re not running a lot of parts, a cold runner system may be a better choice for you.
Precision Applications:
In industries where precision is key, like medical devices, aerospace, or automotive, you need your production process to meet strict quality standards. Cold runner systems are more likely to give you consistent, predictable results in these applications.
High Precision Tolerance Parts:
Hot runner systems can be affected by thermal expansion and contraction, which can cause parts to have tolerance deviations. If you have strict tolerance requirements, you might want to consider using a cold runner system to make sure your product is consistent.
Complex Mold Designs:
Hot runner systems need specific mold designs to work well. If the mold design is complicated or has many gates, cold runner systems might be better.
Frequent Material or Color Changes:
If you have to change materials or colors often during production, the hot runner system can hold onto the old material, which can contaminate or change the color. Cleaning the hot runner system is also expensive and takes a lot of time.

2. Materials Not Suitable for Using Hot Runner Injection Molds:
Heat-Sensitive Plastics:
These materials are prone to decomposition or degradation at high temperatures, leading to quality issues during molding. Common heat-sensitive plastics include:
① PVC (Polyvinyl Chloride): It decomposes easily at high temperatures, releasing toxic gases that can be dangerous.
② POM (Polyoxymethylene): It decomposes easily at high temperatures, which results in poor product quality.
③ PU (Polyurethane): It is not stable at high temperatures, which can cause bubbles or degradation.
④ PCT-G: It is a heat-sensitive material that can degrade at high temperatures. Hot runner systems often require prolonged molten states, which may lead to excessive retention time in the hot runner, causing degradation or discoloration, affecting the final product's performance and appearance.
Materials Containing Volatile Substances:
Some materials have volatile components that can build up in the hot runner during long heating, which can cause blockages or mold contamination. Common materials include:
① ABS (Acrylonitrile-Butadiene-Styrene Copolymer): Can release volatiles at high temperatures, which can affect molding results.
② Reinforced Plastics (e.g., Glass Fiber Reinforced Materials): High temperatures can speed up resin decomposition, which can cause volatiles to build up and affect mold life and quality.
Crystalline Materials:
Crystalline materials are a pain in the ass to process in hot runners because they have a very narrow temperature window. This makes it difficult to control flow and cooling, which leads to defects. Some common crystalline materials are:
① PBT (Polybutylene Terephthalate): It’s a bitch to flow and cool evenly, so you get crystallization defects.
② PA (Nylon): It’s a bitch to crystallize evenly, so you get shitty surface quality and mechanical properties.
Filled Materials:
Materials with fillers (e.g., glass fibers, mineral fillers) can deposit in the hot runner during heating and flow, leading to blockages or mold wear. Examples include:
① Glass Fiber Reinforced Plastics: Prone to deposition and blockage at high temperatures.
② Carbon Fiber Reinforced Materials: High temperatures make mold wear worse, affecting mold lifespan.
High Viscosity Materials:
High viscosity materials are a pain in the butt to run in hot runners. They don’t flow well, so they don’t fill complex cavities well. This leads to short shots or incomplete parts. Some common high viscosity materials are:
① PC (Polycarbonate): It’s high viscosity and poor flow make it a pain to fill cavities.
② PMMA (Polymethyl Methacrylate/Acrylic): It’s high viscosity and the fact that it’s at high temperatures for a long time can cause molding defects.
Hygroscopic Materials:
Some materials, like PA and PC, can absorb moisture in hot runners, which can make the material worse and affect the quality of the product. If you don’t control the humidity well, these materials can cause a lot of problems when you use them in hot runners.
Recycled Materials:
Recycled plastics might have degraded a little bit from being processed multiple times, which can make them flow poorly and degrade more when you reheat them in hot runner systems, which can cause molding problems.
High-Temperature Materials:
Some materials that need to be processed at high temperatures may not be suitable for hot runner systems, as cold runner systems may be better at maintaining the required temperatures in these cases.

Hot Runner Injection Mold Design and Selection Guide
Hot runner injection mold systems are super important in modern manufacturing, especially when it comes to making stuff out of thermoplastics. The way you design and pick these systems has a big effect on how much money you spend, how good your product is, and how fast you can make it.
1. How to Design a Hot Runner Injection Mold?
Picking the right hot runner system is super important to get the most out of it. Here are some things to think about when you’re trying to choose the right system:
Injection Pressure:
A lot of people think that the plastic melt in the hot runner is always hot, so the pressure loss is lower than the cold runner. In fact, the hot runner has a longer flow path, so the pressure loss is large, especially when processing materials with poor fluidity (such as PC or POM). Therefore, for large parts with long flow paths or resins with poor fluidity, it is recommended to do mold flow analysis in advance to ensure accurate design data.
Heating Method:
There are two main ways to heat hot runner systems:
① Internal heating: Heaters are put right inside the melt channel to heat the material.
② External heating: The material is heated from the outside, which makes the melt flow more easily. This way is better for materials that are sensitive to heat and gives you more control over how the melt shears.
Gate Type:
Different types of gates are suitable for different material and part requirements. Factors to consider include gate marks, gate location, and thermoplastic materials (crystalline or non-crystalline). Choosing a gate type that matches the material helps ensure product quality and filling efficiency.
Standard vs. Custom Hot Runner Systems:
Whenever possible, go with standard hot runner systems. These systems use standard-sized nozzles, runner plates, and gate inserts, which are not only cheaper and have shorter delivery times but are also easier to maintain with interchangeable parts. Custom systems, while more expensive, can provide personalized solutions based on specific needs.
Plastic Resin Compatibility:
Different resins need different hot runner systems:
① For glass fiber reinforced materials (like glass fiber reinforced nylon), you need a gate insert that can handle wear.
② For materials that degrade easily (like PVC), you should use an externally heated system to avoid dead spots.
③ For resins that don’t flow well (like PC), you need bigger nozzle and runner cross-sections to help them flow better.
Runner Size:
To make sure you get the best performance, you need to calculate the size of the melt channel based on the resin’s characteristics, like flow index, injection time, and melt temperature. If you don’t have the right runner size, you could end up with parts that don’t fill completely or that get degraded. You need to look at things like pressure loss, residence time, and shear rate.
Multi-zone Temperature Control:
For big or complicated hot runner systems, especially when you’re processing heat-sensitive materials, you need a multi-zone temperature control system. It lets you adjust the temperature in different areas, which cuts down on defects and makes sure the heat is spread out evenly.
Cooling System:
Cooling design is important for good part quality. Good cooling, especially in the gate area, can prevent part warping and dimensional instability.

2. How to Choose the Right Hot Runner Injection Mold?
Choosing the right hot runner system for injection molding is super important if you want to get the most out of your production, make good parts, and save money. Here are some things to think about when you’re picking a hot runner system:
Define Requirements:
Clearly outline the specific requirements of the project, including the type of plastic material, part geometry, and production volume.
Mold Material Selection:
Consider using materials such as steel, aluminum, or ceramics, ensuring they fit your budget and application.
Evaluate Hot Runner Systems:
Choose a system that works with your plastic and part design.
Cooling System:
Make sure the cooling design can keep temperatures stable, meeting your application needs.
Maintenance Needs:
Pick molds that are easy to maintain and clean to keep downtime to a minimum.
Budget Assessment:
Balance performance and cost based on your budget.
Delivery Timeline:
Take into account the mold production cycle and project schedule requirements.
Mold Performance:
Select molds that can produce parts that meet the required performance and quality.
Production Volume Scalability:
Make sure the mold can accommodate different production volume needs.
Custom Options:
Choose molds that offer customization services as needed to meet your specific requirements.
Warranty and Support:
Select suppliers that provide warranties and technical support to ensure long-term reliability.
Choose Experienced Manufacturers:
Collaborate with manufacturers that have extensive production experience and can provide comprehensive maintenance services.

How to Maintain and Service the Hot Runner Injection Mold?
To make sure your hot runner injection molds perform at their best, minimize downtime, and last as long as possible, you need to maintain and service them.
1. Key Steps for Regular Maintenance:
① Cleaning: Clean the mold regularly, especially the hot runner system, using soft brushes and mild detergents to avoid contamination and ensure proper heat transfer.
② Lubrication: Lubricate the moving parts of the mold (such as hot runner nozzles) to reduce wear and extend the life of the mold.
③ Temperature Control: Keep an eye on the temperature control system to make sure the hot runner system and mold are at the right temperatures.
④ Wear Inspection: Check mold components regularly, especially those that are prone to damage or corrosion, for leaks, cracks, etc.
⑤ Hot Runner System Inspection: Make sure the hot runner system is working properly, including nozzle temperature, pressure, and flow rate.
2. Maintenance Frequency and Service Intervals:
① Every 1,000 to 2,000 Shots: Do a good cleaning and check the mold and hot runner system.
② Every 5,000 to 10,000 Shots: Change the hot runner nozzles and clean the inside of the mold.
③ Every 20,000 to 50,000 Shots: Do a complete maintenance, including changing worn parts, cleaning the outside, and checking the temperature control system.
3. Overview of Maintenance Tasks:
① Nozzle Replacement: Replace nozzles when they wear out, or when flow rates go down, or when temperatures get weird.
② Mold Cleaning: Use special mold cleaning stuff to clean the inside and outside of the mold, especially the hot runner system.
③ Temperature Control System Maintenance: Check and adjust the temperature control system to make sure it works right.
④ Mold Alignment: Check mold alignment often to avoid problems caused by bad fit.
⑥ Pressure Testing: Do pressure tests on the hot runner system to make sure it doesn’t leak and works right.
4. Other Practical Tips:
① Maintenance Log: Keep a log of all the maintenance you do, including the date, what you did, and what you found.
② Operator Training: Make sure your operators know how to take care of the mold and how to run it.
③ Regular Maintenance Schedule: Have a schedule and stick to it so you don’t have any surprises.
④ Follow Manufacturer Recommendations: Do what the mold maker says to do in the manual.
5. Challenges in Maintaining Hot Runner Injection Molds:
① Complex Geometries: Some high-cavity molds have fancy designs with skinny channels, making cleaning hard and maybe needing special cleaning ways.
② Material Sensitivity: Some plastic materials may break down during processing, affecting how often and how to clean the mold and hot runner system.


How to Choose the Right Injection Speed?
Key Takeaways – Injection speed (fill1 rate) is one of the most critical process parameters in injection molding—too slow causes short shots, weld2 line weakness, and surface blemishes; too fast
What are the Essential Design Guidelines for MUD Inserts?
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

What are the benefits of using metal injection molding
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

