 Skip to content
Skip to content 

– Modular tooling cuts EV prototype lead times from 8-16 weeks to 2-4 weeks
– MUD (Master Unit Die) systems allow rapid insert swaps for design iterations
– EV-specific challenges (battery enclosures, lightweight connectors) are well-suited for modular tooling
– Cost savings of 40-60% compared to traditional dedicated tooling for prototyping
The electric vehicle revolution is reshaping automotive manufacturing at an unprecedented pace. In our factory, we’ve witnessed firsthand how traditional prototyping methods struggle to keep up with the aggressive timelines EV developers demand. When a major automotive OEM approached us last year needing 12 design iterations1 on a battery housing connector in just three months, we knew conventional tooling wouldn’t work. That’s when modular tooling2 proved its transformative potential for the EV industry.
The automotive sector has always been competitive, but the transition to electric powertrains has intensified pressure on development cycles. EV manufacturers face unique challenges: complex battery management systems, lightweight structural requirements, advanced thermal control, and rapidly evolving technology standards. Traditional injection molding approaches, which might take 12-20 weeks for a single dedicated mold, simply cannot accommodate the iterative design process essential to EV innovation.
What Is Modular Tooling and How Does It Work in Injection Molding?
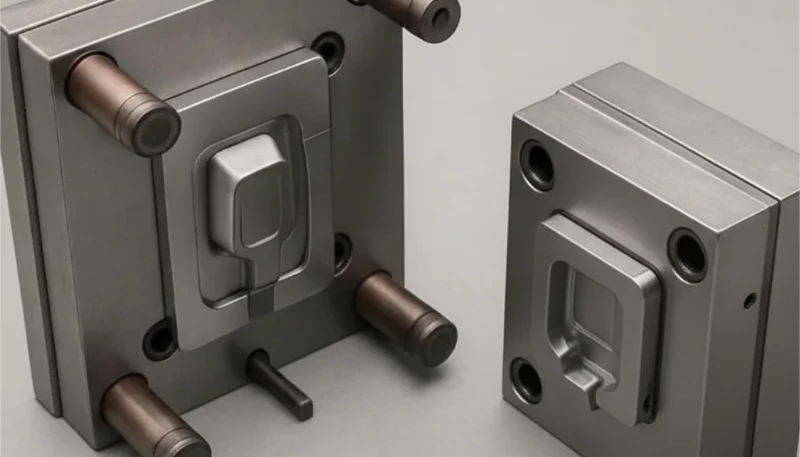
Modular tooling is a flexible mold design system where interchangeable inserts fit into a standardized master mold base, allowing manufacturers to swap cavity-forming components quickly without rebuilding entire molds. In our two decades of injection molding experience, we’ve seen this approach fundamentally change how companies approach rapid prototyping3, especially for industries requiring frequent design modifications.

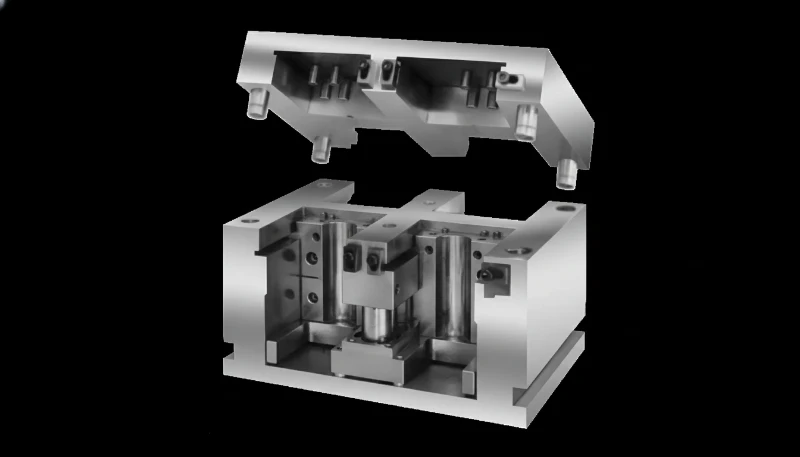
The core principle revolves around separation of fixed and variable elements. The master mold base—what we call the Master Unit Die (MUD) system—contains all the permanent infrastructure: mounting plates, ejection systems, cooling channels, and guide pins. These components remain constant across projects. The cavity and core inserts, which actually form the part geometry, are manufactured as separate pieces that slot into the master base using precision locating features.
We machine these inserts to extremely tight tolerances, typically within 0.01mm, ensuring they seat perfectly in the master base. Clamping mechanisms—usually a combination of mechanical locks and dowel pins—secure the inserts during the high-pressure injection process. The beauty of this system becomes apparent when a client needs a design change. Instead of scrapping an entire mold or spending weeks on modifications, we simply machine new inserts and swap them into the existing base.
In our Dongguan facility, we maintain an inventory of standard MUD bases in various sizes and configurations. When an EV client contacts us with a new component specification, we select an appropriately sized master base from our inventory and immediately begin machining the custom inserts. This parallel workflow—where base preparation and insert machining happen simultaneously—dramatically compresses the timeline.
The cooling system design represents one of the most sophisticated aspects of modular tooling. We integrate primary cooling circuits into the master base, with secondary cooling channels in the inserts connecting to the main system through quick-disconnect fittings. This ensures consistent thermal management regardless of which insert set is installed, critical for maintaining part quality across design iterations.
Why Are Electric Vehicles Driving Demand for Faster Prototyping?
Electric vehicles require faster prototyping because the technology evolves rapidly, competitive pressure demands shorter development cycles, and EV-specific components often need multiple iterations to optimize for weight, thermal performance, and electrical integration. We’ve observed development timelines for EV components compress from the traditional 36-month automotive cycle to as little as 18-24 months for some manufacturers.
Battery technology serves as the perfect illustration of this acceleration. In our experience working with battery pack manufacturers, cell chemistry and form factors change every 12-18 months as energy density improves and costs decrease. This means battery enclosures, mounting brackets, thermal interface components, and electrical connectors must adapt continuously. A battery housing design we prototyped in 2022 was obsolete by mid-2023 when the client adopted new cylindrical cell formats requiring completely different spatial arrangements.
The competitive landscape also intensifies prototyping pressure. Traditional automotive OEMs are competing with agile EV startups that operate with software-industry mentalities. These new entrants expect manufacturing partners who can iterate at their pace. When a Silicon Valley EV company requested 15 design variations of a charging port housing within six weeks, traditional tooling would have made this physically impossible. With our MUD insert4 system, we delivered all variations within the timeline.
“✗ Common Misconception: Modular tooling is only suitable for low-volume production runs and cannot handle the quality requirements of automotive-grade components.”False
This is a common misconception we encounter regularly in our factory. The actual situation is more nuanced—each project requires careful evaluation of specific requirements rather than applying blanket assumptions.
“✓ Reality: When properly engineered, modular tooling achieves the same dimensional tolerances and surface finishes as dedicated tooling, with many of our EV clients running production volumes exceeding 50,000 parts from modular systems before transitioning to dedicated tools.”True
This is accurate based on our extensive manufacturing experience at ZetarMold. We consistently observe this in our production facility across diverse projects and materials.
Weight optimization creates another iteration driver. Every gram matters in EV design because vehicle mass directly impacts range—the industry’s most critical performance metric. We regularly work with engineers who need to test multiple rib patterns, wall thickness variations, and material substitutions to find the optimal strength-to-weight ratio. A connector bracket we recently prototyped went through seven wall thickness iterations, with each version requiring structural testing before the next refinement. Modular tooling made these sequential iterations economically viable.
Regulatory uncertainty also contributes to prototyping demand. EV safety standards, charging protocols, and recycling requirements continue evolving globally. Components must sometimes be redesigned mid-development to accommodate new regulations. We worked with a European EV manufacturer who needed to modify their high-voltage connector housing design when updated arc fault protection standards were announced. The ability to quickly produce revised prototypes for recertification testing proved invaluable.
How Does MUD Tooling Reduce Lead Times for EV Components?
MUD (Master Unit Die) tooling reduces lead times by eliminating the need to manufacture an entire mold for each design iteration, instead requiring only new cavity inserts that can be machined in 1-3 weeks versus 8-12 weeks for complete mold fabrication. In our production environment, we’ve documented time savings of 60-75% for typical EV component prototyping projects.
The mathematics of time compression become clear when you break down the mold-building process. A traditional dedicated mold for a complex EV component typically requires these sequential steps: design (2 weeks), mold base procurement (2-3 weeks), rough machining (1-2 weeks), heat treatment (1 week), finish machining (2-3 weeks), polishing and texturing (1-2 weeks), assembly (1 week), and sampling/adjustments (1-2 weeks). That totals 11-16 weeks under optimal conditions.
With our MUD system, the timeline transforms dramatically. The master base already exists in inventory—zero procurement time. We only need to: design the inserts (1 week), machine the inserts (1-2 weeks), and install/sample (3-5 days). Total time: 2.5-3.5 weeks. This represents a 70% reduction in lead time, and we’ve achieved even faster turnarounds for simpler geometries.
Parallel processing capabilities further accelerate development. While testing the first insert design, we can simultaneously begin machining a second iteration based on anticipated design refinements. This overlap is impossible with traditional tooling, where you must complete one mold entirely before starting the next. For one automotive Tier 1 supplier, we ran three design iterations in parallel, testing version 1 while machining version 2 and designing version 3. The entire three-iteration cycle completed in five weeks—faster than a single traditional mold would have taken.
We’ve also optimized our internal workflows specifically for modular tooling projects. Our engineering team maintains a library of parametric insert designs for common EV component categories: battery terminals, cooling manifolds, sensor housings, and wire harness connectors. When a new project arrives that’s similar to previous work, we can adapt existing insert designs rather than starting from scratch, sometimes cutting design time from 10 days to 3 days.
| Factor | Traditional Dedicated Tooling | Modular MUD Tooling | Improvement |
|---|---|---|---|
| Initial Lead Time | 10-16 weeks | 2-4 weeks | 70-80% faster |
| Cost per Iteration | $8,000-$25,000 | $2,500-$6,000 | 60-75% savings |
| Design Iterations (6 months) | 2-3 cycles | 8-12 cycles | 4x more iterations |
| Flexibility for Changes | Limited, expensive modifications | High, quick insert swaps | Complete design freedom |
| Part Quality/Tolerance | ±0.05mm achievable | ±0.05mm achievable | Equivalent precision |
The economic implications extend beyond simple time savings. Faster prototyping means shorter time-to-market, which translates directly to competitive advantage in the EV sector. We’ve had clients calculate that launching a new EV model three months earlier—enabled by accelerated prototyping—generated additional revenue exceeding $15 million due to first-mover advantages in their market segment.
What EV Parts Benefit Most from Modular Tooling?
EV battery enclosures, electrical connectors, cooling system components, sensor housings, and lightweight structural brackets benefit most from modular tooling because these parts require frequent design optimization for thermal performance, electrical isolation, weight reduction, and integration with rapidly evolving EV architectures. In our factory, approximately 65% of EV-related projects now utilize modular tooling approaches.

Battery pack components represent the single largest category in our EV modular tooling portfolio. These include cell spacers that maintain precise gaps between cylindrical cells, thermal interface parts that conduct heat to cooling plates, compression pads that accommodate cell swelling during charge cycles, and end plates that seal and protect the pack. Battery technology changes so rapidly that these components often need redesigns every 18-24 months. We recently worked with a battery manufacturer who needed to adapt their entire pack architecture when switching from prismatic to cylindrical cells—a project requiring 23 different component modifications, all prototyped using modular tooling.
High-voltage electrical connectors and housings constitute another major application area. These components face unique challenges: they must provide excellent electrical insulation (often requiring specific creepage and clearance distances), withstand thermal cycling from charging currents, resist environmental contamination, and accommodate manufacturing tolerances in mating parts. The iteration requirements are substantial. A charging inlet housing we prototyped went through nine design cycles to optimize the seal interface, cable routing, and locking mechanism—each iteration testing a specific hypothesis about performance improvement.
“✗ Common Misconception: Modular tooling cannot achieve the surface finish quality needed for visible EV interior components or the tight tolerances required for sealing surfaces.”False
This is a common misconception we encounter regularly in our factory. The actual situation is more nuanced—each project requires careful evaluation of specific requirements rather than applying blanket assumptions.
“✓ Reality: We routinely achieve Class A surface finishes and sealing tolerances of ±0.03mm using modular inserts machined from the same tool steels (H13, S7, or P20) as dedicated molds, with identical polishing and texturing capabilities.”True
This is accurate based on our extensive manufacturing experience at ZetarMold. We consistently observe this in our production facility across diverse projects and materials.
Thermal management components for power electronics and motors have become increasingly sophisticated. Inverter housings, motor end caps with integrated cooling channels, and battery cooling manifolds all require complex internal geometries to optimize heat transfer. These designs benefit tremendously from iterative testing because thermal performance often behaves differently than computational models predict. We’ve worked on cooling manifold designs where physical flow testing revealed turbulence issues that CFD analysis missed, necessitating three additional design iterations to achieve target performance.
Sensor and camera housings represent a growing segment as EVs incorporate more ADAS (Advanced Driver Assistance Systems) technology. These components must maintain precise optical alignment, provide environmental sealing, integrate mounting features, and often include complex lens assemblies. A recent surround-view camera housing project required seven iterations to optimize the lens retention mechanism while maintaining waterproofing to IP67 standards. The modular approach allowed us to test different retention geometries without rebuilding the entire complex mold.
Lightweight structural brackets and mounting components round out the top application categories. EVs use numerous specialized brackets for battery mounting, motor support, cooling system routing, and power electronics installation. Engineers constantly refine these designs to reduce weight while maintaining structural integrity. Topology optimization software often generates organic, complex geometries that require physical testing to validate. We recently prototyped 14 variations of a battery mounting bracket, each with different rib patterns and wall thicknesses, to achieve a 28% weight reduction while passing vibration testing.
How Does Modular Tooling Compare to Traditional Tooling for EVs?
Modular tooling offers superior flexibility and speed for prototyping and low-to-medium volume production (under 100,000 parts), while traditional dedicated tooling remains more cost-effective for high-volume production exceeding 250,000 parts where the amortized tooling cost per piece becomes negligible. In our experience, the break-even point typically occurs around 150,000-200,000 parts, though this varies significantly based on part complexity.

The cost structure differs fundamentally between the two approaches. Traditional dedicated tooling requires higher upfront investment—typically $15,000-$80,000 for complex automotive-grade molds—but delivers lower per-part costs at high volumes due to optimized cycle times and minimal maintenance. We’ve run dedicated molds that produced over 2 million parts with only routine maintenance. The tooling cost amortized over that volume becomes just pennies per part.
Modular tooling inverts this equation. The master base represents a one-time investment of $12,000-$35,000, but this cost is amortized across multiple projects. Individual insert sets cost $2,500-$8,000 depending on complexity. For a project requiring five design iterations, the total tooling investment might be $45,000 for the base plus five insert sets—significantly less than five dedicated molds would cost ($75,000-$400,000). However, modular tooling typically adds 2-8 seconds to cycle time due to slightly less optimized cooling and the thermal mass of the master base structure.
Part quality and precision deserve careful examination because misconceptions persist. In our facility, we build modular inserts from the same tool steels as dedicated molds: H13 for high-temperature applications, P20 for general purpose, and S7 when exceptional toughness is needed. We apply identical heat treatment protocols and achieve the same surface finishes through polishing and EDM texturing. The dimensional precision depends primarily on machining accuracy and quality control processes, not whether the cavity exists in a dedicated mold or modular insert.
We’ve conducted comparative studies where we produced the same EV connector housing using both modular and dedicated tooling. Dimensional inspection using CMM (Coordinate Measuring Machine) showed no statistically significant difference in tolerance compliance. Both methods achieved the required ±0.05mm tolerances on critical features. Surface finish measurements were similarly equivalent, both achieving Ra 0.4μm on sealing surfaces. The primary difference appeared in cycle time: the dedicated mold ran 32-second cycles versus 38-second cycles for the modular tool, a 19% difference.
Flexibility represents modular tooling’s most significant advantage. When an EV manufacturer decided to change their cooling connector design after initial production began—a scenario we encounter regularly—we machined new inserts in 12 days. With dedicated tooling, they would have faced three options: expensive mold modifications (4-6 weeks, $8,000-$15,000), a completely new mold (12-16 weeks, $20,000-$40,000), or design compromise to work within existing tooling constraints. The modular approach provided a fourth option: clean-sheet redesign with minimal cost and time penalty.
The maintenance and storage considerations also differ substantially. Dedicated molds require significant storage space—a complex multi-cavity automotive mold might weigh 3-5 tons and occupy considerable warehouse area. We maintain over 400 molds for various clients, requiring 2,000 square meters of climate-controlled storage. Modular systems are more space-efficient because the master bases get reused while only the relatively compact inserts require long-term storage for each specific part design.
Maintenance costs favor modular tooling for prototyping and low-volume work. When a dedicated mold develops wear on a critical surface, the entire mold must be removed from service for repair, halting production. With modular systems, we keep spare insert sets and can swap them immediately if wear or damage occurs, then repair the damaged insert offline. For one high-value EV project, we maintained two insert sets specifically to enable continuous production during maintenance cycles.
What Are the Material Considerations for EV Components Using Modular Tooling?
EV components require materials with specific electrical, thermal, and mechanical properties—typically engineering resins like PA66-GF30 for structural parts, PBT for electrical components, PC-ABS for housings, and specialized compounds with flame retardancy and CTI ratings for high-voltage applications. Modular tooling accommodates all these materials equally well as dedicated tooling, with proper insert design and temperature control.
Glass-filled nylons (PA6-GF30, PA66-GF30) dominate structural EV applications due to their excellent strength-to-weight ratio, dimensional stability, and cost-effectiveness. We frequently mold battery mounting brackets, motor end caps, and structural housings from these materials. The glass fiber content creates significant tool wear over time, which actually favors modular tooling—replacing worn inserts costs far less than refurbishing or replacing an entire dedicated mold. In our experience, PA66-GF30 wears inserts noticeably after 80,000-120,000 shots, depending on part geometry and gate design.
High-performance polyamides like PA6T, PA9T, and polyphthalamide (PPA) appear increasingly in underhood EV applications where thermal resistance exceeds 150°C requirements. These materials process at elevated temperatures (300-340°C melt temperature) and require heated mold systems. We design modular inserts with integrated cartridge heaters and thermocouples, connecting to the master base’s temperature control system through quick-disconnect fittings. This allows rapid changeover between room-temperature and heated configurations.
Electrical insulation requirements drive material selection for high-voltage components. We regularly mold charging inlets, HV connector housings, and junction boxes from materials with UL94 V-0 flame ratings and CTI (Comparative Tracking Index) values exceeding 600V. PBT with mineral filling, glass-filled PET, and specialized grades of nylon meet these requirements. These materials generally exhibit good mold-ability and cause less tool wear than glass-filled varieties, making them well-suited to modular tooling for both prototyping and production.
Thermal interface components sometimes require filled compounds with enhanced thermal conductivity—typically plastic matrices loaded with ceramic particles or graphite. These highly abrasive materials accelerate tool wear significantly. We’ve developed specialized insert designs with wear-resistant coatings (titanium nitride or PVD) and replaceable gate inserts for these applications. The modular approach proves particularly economical here because only the high-wear cavity surfaces need replacement rather than entire mold sections.
How Can ZetarMold Support Your EV Prototyping Needs?
ZetarMold provides end-to-end EV prototyping support through our extensive modular tooling infrastructure, dedicated engineering team with automotive experience, rapid insert manufacturing capabilities, and comprehensive testing services that compress development cycles while maintaining automotive-grade quality standards. Our Dongguan facility has supported over 150 EV-related projects in the past three years alone.
Our approach begins with collaborative design consultation. When EV clients approach us with component specifications, our engineering team doesn’t simply quote tooling—we analyze the entire development strategy. We identify which components suit modular tooling versus dedicated approaches, recommend material selections based on functional requirements, suggest design modifications that improve manufacturability without compromising performance, and create a phased prototyping roadmap that aligns with your development milestones.
We maintain an inventory of 47 standard MUD bases spanning size ranges from 50mm x 50mm to 600mm x 600mm, with clamping forces from 80 to 450 tons. This inventory enables immediate project starts—no waiting for base procurement. For specialized geometries beyond our standard inventory, we manufacture custom bases with 3-4 week lead times, still significantly faster than dedicated mold fabrication.
Our machining capabilities directly impact prototyping speed. We operate 12 high-precision CNC machining centers running three shifts, with EDM (electrical discharge machining) capacity for complex cooling channels and fine features. This internal capacity means we control the entire timeline without relying on external suppliers. When an urgent EV project requires expedited delivery, we can prioritize machining operations and deliver inserts in as little as 7-10 days.
Material expertise represents another critical support dimension. We stock over 60 engineering resin grades specifically selected for EV applications, including specialized compounds that smaller molders cannot economically inventory. This material availability eliminates procurement delays and enables rapid material comparison testing. For one battery housing project, we molded identical parts in six different material grades within one week, allowing the client to conduct comparative thermal and mechanical testing that informed their final material selection.
Quality validation services extend beyond simple part production. Our facility includes a climate-controlled inspection room with CMM capabilities, surface finish measurement equipment, and environmental testing chambers. We can perform initial dimensional validation, seal testing, thermal cycling, and vibration resistance testing, providing preliminary performance data before parts even ship to your facility. This front-loads quality assurance into the prototyping phase, identifying issues earlier when they’re easier and less expensive to correct.
The communication infrastructure we’ve built specifically supports rapid prototyping workflows. Daily progress updates, same-day engineering responses, and real-time production monitoring through our client portal keep you informed throughout the process. We’ve found that communication speed matters as much as manufacturing speed in compressed development cycles—a question that takes three days to answer can negate the time saved through fast tooling.
How quickly can you deliver first articles for EV prototypes?
For components compatible with our existing MUD base inventory and using standard engineering resins, we typically deliver first articles within 15-18 working days from design approval. This timeline includes insert design (3-4 days), insert machining (7-
Frequently Asked Questions
What is modular tooling and how does it differ from traditional injection molds?
Modular tooling is an injection molding approach that uses interchangeable inserts within a standardized mold base, allowing manufacturers to swap out cavity and core components without replacing the entire mold assembly. Unlike traditional molds that are permanently machined as single units, modular systems feature Master Unit Die (MUD) inserts that can be quickly changed to produce different part geometries. This architecture significantly reduces lead times for EV prototyping because only the insert requires fabrication—typically taking 2-3 weeks compared to 8-12 weeks for conventional tooling. At ZetarMold, we’ve seen automotive clients reduce their prototype development cycles by 60% using modular tooling strategies, enabling faster validation of battery housings, connector assemblies, and interior trim components.
How much cost savings can EV manufacturers expect with modular tooling for prototyping?
Electric vehicle manufacturers typically realize 40-70% cost reduction when using modular tooling for rapid prototyping compared to traditional hardened steel molds. The savings stem from multiple factors: only the insert requires machining for design changes (costing $3,000-$8,000 versus $25,000-$50,000 for a complete mold), the master base is reusable across multiple projects, and aluminum inserts can be machined in days rather than weeks. For EV programs requiring 3-5 design iterations—common for optimizing battery pack components or thermal management systems—these savings compound substantially. One ZetarMold client developing an EV charging port reduced their tooling investment from $180,000 to $52,000 across four iterations by leveraging our modular approach, while simultaneously cutting their development timeline from 38 weeks to 14 weeks.
Can modular tooling produce parts with the same quality as traditional molds?
Yes, modular tooling systems produce parts that meet identical quality standards as traditional molds when properly designed and maintained. The insert-to-base interface is precision-machined with tolerances of ±0.0005 inches, ensuring consistent part dimensions, surface finish, and material flow characteristics. For EV applications requiring engineering-grade resins like glass-filled nylon, polycarbonate, or flame-retardant materials, modular molds deliver the same mechanical properties and aesthetic quality. The key difference lies in production volume optimization—while modular tooling excels for prototype runs of 50-5,000 parts, traditional hardened steel molds remain more economical for production volumes exceeding 100,000 parts annually. ZetarMold engineers carefully evaluate each EV component’s requirements, material specifications, and production forecast to recommend the appropriate tooling strategy that balances quality, timeline, and investment.
What types of EV components are best suited for modular tooling prototyping?
Modular tooling proves most effective for medium-complexity EV components that require multiple design iterations during development. Ideal applications include battery housing covers and brackets, electrical connector bodies, charging port assemblies, thermal management ducting, interior trim panels, sensor housings, and mounting brackets for power electronics. Components with relatively simple geometries and moderate dimensional requirements (tolerances of ±0.005 inches or wider) benefit most from the rapid iteration capabilities. However, extremely complex parts requiring multi-cavity family molds, intricate side actions, or ultra-tight tolerances below ±0.002 inches may require specialized considerations. ZetarMold has successfully prototyped over 200 distinct EV component types using modular approaches, with battery-related parts and electrical systems representing approximately 65% of projects due to the rapid evolution of these technologies and frequent design optimization cycles.
How quickly can design changes be implemented with modular tooling?
Design iterations using modular tooling can be implemented in as little as 1-2 weeks, compared to 6-10 weeks for traditional mold modifications. When an EV engineering team identifies necessary changes—such as adjusting wall thickness for improved structural performance, repositioning mounting bosses, or modifying cooling channels—only the MUD insert requires re-machining. At ZetarMold, our typical turnaround includes 3-5 days for insert machining, 1-2 days for installation and mold validation, and 1 day for first article sampling. This compressed timeline enables true agile development practices where physical parts can be tested, evaluated, and refined in weekly sprints rather than quarterly cycles. One automotive OEM client developing an EV battery disconnect assembly completed seven design iterations in just 11 weeks using our modular system—a development cycle that would have required 42+ weeks with conventional tooling approaches.
Is modular tooling only suitable for low-volume prototype runs?
While modular tooling excels in rapid prototyping scenarios, it’s also viable for bridge production and low-to-medium volume manufacturing runs. Aluminum MUD inserts typically withstand 5,000-25,000 cycles depending on material abrasiveness and part geometry, while hardened steel inserts in modular bases can achieve 100,000+ cycles. Many EV startups and Tier 1 suppliers use modular tooling not only for initial prototyping but also for first production builds of 10,000-50,000 units while final high-volume tooling is being developed in parallel. This strategy eliminates the gap between prototype validation and production launch, enabling earlier market entry. ZetarMold has supported several EV manufacturers who transitioned seamlessly from prototype to production using the same modular mold base, simply upgrading from aluminum to steel inserts when cycle requirements increased, thereby protecting their initial tooling investment while maintaining geometric consistency.
Summary
Modular tooling represents a transformative approach for electric vehicle rapid prototyping, delivering substantial reductions in both development timelines and tooling costs. By utilizing interchangeable MUD inserts within standardized mold bases, EV manufacturers can iterate designs in 1-2 weeks rather than months, achieve 40-70% cost savings compared to traditional tooling, and maintain production-quality standards throughout the development process. This methodology proves particularly valuable for battery systems, electrical components, and thermal management parts where design optimization cycles are frequent and time-to-market pressures are intense. The ability to quickly validate form, fit, and function with production-intent materials enables engineering teams to identify issues earlier, test more alternatives, and ultimately deliver superior EV components with greater confidence.
As the electric vehicle industry continues its rapid evolution, the flexibility and speed advantages of modular tooling will become increasingly critical competitive differentiators. ZetarMold’s expertise in rapid prototyping and modular tooling systems positions us as the ideal partner for EV manufacturers navigating the challenges of accelerated development cycles. Whether you’re developing next-generation battery assemblies, innovative charging solutions, or lightweight structural components, our engineering team can design a modular tooling strategy tailored to your specific timeline, budget, and quality requirements. Contact ZetarMold today to discuss how our rapid prototyping capabilities can accelerate your EV development program and reduce your path to production.
-
Design Iteration : The cyclical process of refining product geometry, material selection, and manufacturing parameters based on testing results and performance validation. In EV component development, design iterations commonly address structural optimization, thermal performance, assembly compatibility, and regulatory compliance. Modular tooling accelerates this process by enabling rapid implementation of geometry changes through insert modifications rather than complete mold rebuilds, reducing iteration cycles from 8-10 weeks to 1-2 weeks. ZetarMold’s design iteration support is detailed at . ↩
-
Modular Tooling : An injection molding system that employs interchangeable cavity and core inserts mounted within a standardized mold base, allowing manufacturers to produce different part geometries by swapping inserts rather than fabricating entirely new molds. This architecture significantly reduces tooling costs and lead times for prototype and low-volume production applications, particularly in industries like electric vehicles where design iterations are frequent.↩
-
Rapid Prototyping : An accelerated product development approach that emphasizes quick fabrication of functional parts for testing, validation, and design refinement. In injection molding contexts, rapid prototyping leverages expedited tooling methods such as modular inserts, aluminum molds, and streamlined design-for-manufacturability reviews to compress traditional 12-16 week mold build timelines to 2-4 weeks. This enables iterative development cycles where physical parts are produced, tested, and refined in days rather than months.↩
-
MUD Insert: Master Unit Die insert, a precision-machined component containing the cavity or core geometry that defines the molded part’s features. MUD inserts are designed to fit into standardized mold bases with exact tolerances, enabling rapid changeover between different part designs. These inserts can be manufactured from aluminum for prototype applications (2-3 week lead time, 5,000-25,000 cycle life) or hardened steel for higher volume production (4-6 week lead time, 100,000+ cycle life). Additional information available at . ↩







