 Skip to content
Skip to content 

- Hot runner molds keep plastic molten inside heated manifolds and nozzles, which reduces runner scrap and can shorten cycle time.
- Cold runner molds use unheated runners, so they are simpler and cheaper but create runner waste that must be trimmed or reground.
- The better choice depends on resin behavior, annual volume, gate location, color change needs, and the buyer tooling budget.
- A safe RFQ compares total landed cost, not only mold price, because material waste, downtime, maintenance, and sampling risk change the result.
- For production programs, ask the supplier to show moldflow thinking, runner layout logic, thermal control, and post-T1 correction ownership.
hot runner1 and cold runner2 injection molds solve the same basic job in different ways. Both deliver molten resin from the machine nozzle into the cavity, but they handle the runner system differently. A hot runner keeps the resin molten until it reaches the gate. A cold runner lets the runner cool with the part and then removes that runner after molding.
That difference changes cycle time, scrap rate, mold cost, maintenance load, color change flexibility, and the way engineers design gates. Buyers often hear that hot runners are always better, but the practical answer is more selective. The best choice depends on annual volume, resin sensitivity, part geometry, cosmetics, and how much commercial risk the project can absorb.
Use this guide as an RFQ decision framework. It explains how each system works, where each one wins, and what to ask before approving an injection mold design for production. It also links the technical choice to supplier review, because runner decisions are rarely only engineering decisions.
 valve gate3 system inside an injection mold” class=”wp-image-53434 size-full” style=”max-width:100%;height:auto;” />
valve gate3 system inside an injection mold” class=”wp-image-53434 size-full” style=”max-width:100%;height:auto;” />What Is the Difference Between Hot Runner and Cold Runner Molds?
The main difference is runner temperature. A hot runner uses a heated manifold and heated nozzles to keep plastic molten until injection. A cold runner uses channels cut into the mold plates, so the resin in those channels cools and solidifies together with the molded part.
In a cold runner system, the runner becomes a physical piece of plastic that must be separated from the product. Sometimes it can be reground and reused, but that depends on the resin, cosmetic requirements, and quality plan. In a hot runner system, little or no runner scrap is produced because the plastic remains ready for the next shot.
The tradeoff is capital cost and complexity. Hot runner molds need heaters, thermocouples, control zones, careful thermal balance, and more maintenance discipline. Cold runner molds are easier to build, easier to troubleshoot, and often better for low-volume or material-sensitive projects where a lower tooling investment matters more than maximum cycle efficiency.
“Hot runners can reduce plastic waste when the runner would otherwise be large.”True
The runner stays molten, so the mold does not eject a full runner tree every cycle. This matters most when the runner weight is high compared with the part weight or when resin cost is significant.
“Hot runners automatically make every mold cheaper.”False
The mold itself usually costs more because it needs a manifold, heaters, nozzles, wiring, and controller support. Savings appear only when lower waste, faster cycles, or better consistency offset the higher tooling and maintenance cost.
How Does a Hot Runner Mold Work?
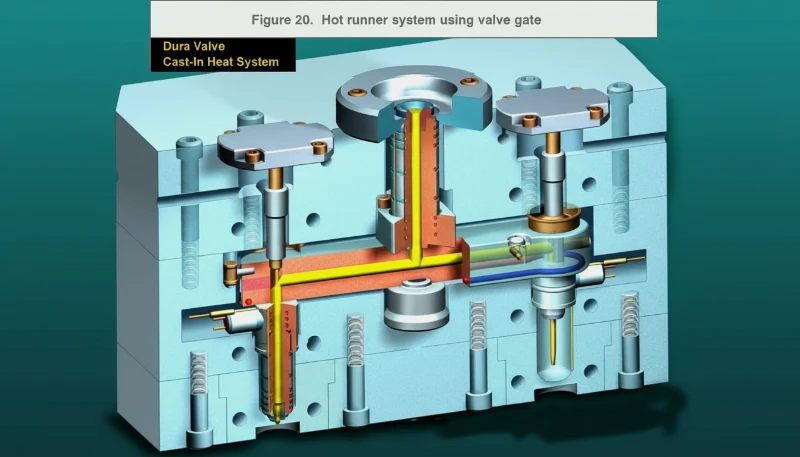
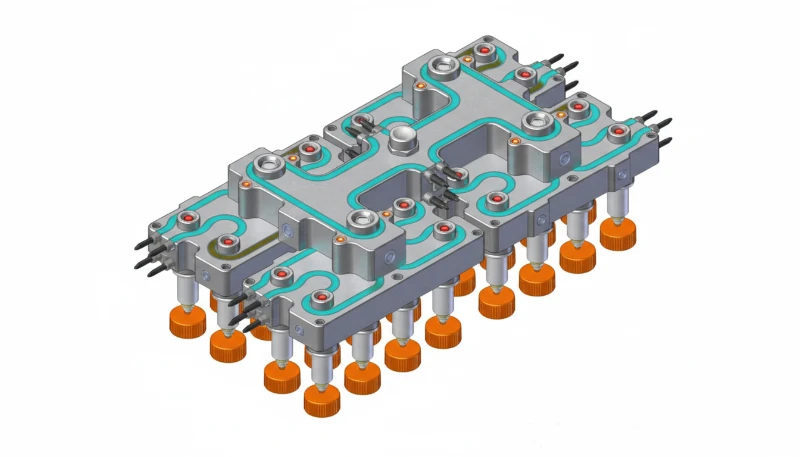
A hot runner mold is a heated runner system that routes molten resin through a controlled manifold and nozzle layout. The manifold distributes flow to one or more nozzles, and each nozzle delivers material into the cavity through a gate. Stable melt temperature helps filling consistency and can reduce pressure variation during the injection molding process.
Hot runner layouts can use open gates or valve gates. Open gates are simpler and common when a small gate vestige is acceptable. Valve gates give more control over gate timing, drool, cosmetic marks, and sequential filling, but they add mechanical complexity. For multi-cavity or appearance-critical parts, that extra control can be worth the cost.
The engineer must balance melt residence time, shear, pressure drop, thermal expansion, and service access. A poor hot runner design can cause color streaks, burn marks, drool, gate freeze, or degraded material. A good design matches resin behavior, shot size, gate location, and production volume before the mold steel is cut.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T and support in-house mold manufacturing, so runner choice is reviewed against press size, resin behavior, and production maintenance rather than only theoretical cycle time.
How Does a Cold Runner Mold Work?
A cold runner mold is an unheated runner system that moves resin from the sprue to the gate through channels machined into the mold plates. After filling, the runner cools at the same time as the molded part. When the mold opens, the part and runner are ejected together or through a three-plate separation layout.
This structure is simpler and more forgiving. Toolmakers can machine the runner directly into the mold plates, adjust gate size, and troubleshoot flow issues without managing hot runner electrical components. That is why cold runner molds are still common for prototypes, low-volume production, simple parts, and programs with frequent material or color changes.
The disadvantage is visible in every shot: the runner consumes material and handling time. If the runner is thick or the resin is expensive, the lifetime cost can rise quickly. If the part is cosmetic, regrind may not be allowed. If the cycle is high volume, trimming or separating runners can also become a hidden labor and automation problem.

When Should You Choose a Hot Runner Mold?
Choose a hot runner when production volume is high enough to justify the added mold cost. The stronger the volume, the more important material saving, shorter cycle time, lower trimming labor, and consistent cavity balance become. Hot runners are especially useful when runner weight would be large compared with part weight.
Hot runners also make sense when the part has multiple gates, strict cosmetic requirements, or many cavities that need balanced filling. Valve-gated systems can support better gate appearance and sequential control. In family molds or large parts, they can help manage flow fronts and packing pressure more precisely.
Do not choose a hot runner only because it sounds advanced. Heat-sensitive resins, frequent color changes, low-volume runs, and limited maintenance capability can turn a hot runner into a liability. The right decision should come from resin data, forecast volume, gate requirements, sampling risk, and a realistic maintenance plan.
| Decision factor | Hot runner mold | Cold runner mold |
|---|---|---|
| Tooling cost | Higher initial cost from manifold, heaters, wiring, and control zones | Lower initial cost because the runner is machined into mold plates |
| Material waste | Low runner scrap when designed correctly | Runner scrap is produced every cycle and may need trimming |
| Maintenance | Requires heater, nozzle, thermocouple, and leak management | Simpler maintenance with fewer electrical components |
| Best fit | High volume, multi-cavity, cosmetic, or material-saving programs | Low volume, prototypes, simple parts, or frequent color changes |
When Should You Choose a Cold Runner Mold?
Choose a cold runner when the tooling budget must stay lean, the production volume is moderate, or the design is still changing. A cold runner mold lets the team sample quickly, adjust runner and gate dimensions, and avoid the service requirements of a heated manifold. It is often the practical first choice for early-stage projects.
Cold runners can also be safer for materials that do not tolerate long residence time in a heated manifold. Some resins degrade, discolor, or become unstable when heat exposure is too long. In those cases, a simple runner path and faster material changeover can reduce risk more than a theoretically faster cycle.
However, buyers should calculate the real cost of runner waste. A cold runner may appear cheaper during mold quotation, then become expensive after thousands of cycles. The calculation should include resin cost, regrind limits, labor, trimming, quality risk, and whether the runner can be separated cleanly by automation.
“Cold runners are often better for prototypes and changing designs.”True
They are simpler to machine, easier to modify, and less dependent on dedicated hot runner components. That flexibility is valuable before the part design, material, and annual volume are stable.
“Cold runner waste is always harmless because it can be reground.”False
Regrind is not always allowed. Cosmetic parts, regulated products, glass-filled resins, color-critical parts, and tight mechanical requirements may limit or forbid reused runner material.
How Should Buyers Compare Total Cost?
Total cost is the sum of tooling cost, cycle time, material waste, maintenance, downtime, and scrap risk. A hot runner may cost more at launch but save money in high-volume production. A cold runner may cost less at launch but lose margin through waste and labor if the project scales. Compare this with screw injection molding machine assumptions before final approval.
Ask the supplier to show assumptions. The RFQ should list runner weight, estimated cycle time, resin price, cavity count, maintenance parts, and expected annual volume. If those assumptions are missing, the quoted mold price is only a partial answer. A structured supplier sourcing guide helps compare both the technical design and the commercial risk.
The cleanest comparison is a break-even model. Estimate the extra hot runner mold cost, then divide it by the expected savings per shot from material and cycle time. If the payback is short and the supplier can maintain the system, hot runner may be justified. If payback is weak or design risk is high, cold runner may be smarter.
What Engineering Questions Should Be Asked Before Final Approval?
Engineering approval is the point where buyers challenge gate location, pressure drop, and runner layout evidence. The supplier should explain how the chosen runner system protects part quality, including risks such as mold shrinkage, not only how it reduces mold cost.
For hot runner molds, ask about heater zones, spare parts, leak prevention, nozzle access, controller compatibility, and color change procedure. For cold runner molds, ask about runner weight, gate trimming, regrind allowance, runner balance, and whether three-plate separation is needed. In our production reviews, these questions expose future production problems before they become late-stage tooling changes.
Also check the sampling plan. Runner-related problems often appear during T0 or T1 trials as short shots, weld line movement, sink marks, gate blush, drool, or pressure instability. Our engineers recommend defining the correction path before sampling, including data review, steel-safe changes, and clear responsibility for post-sampling adjustments.
What Is the Practical Recommendation?
The practical recommendation is defined by the function, constraints, and tradeoffs explained in this section. Use hot runner molds for stable, higher-volume programs where material saving, cycle efficiency, gate control, and cavity balance can repay the higher tooling cost. Use cold runner molds for lower-volume, flexible, or early-stage projects where simplicity, lower launch cost, and easier modification are more important.
The best decision is not hot versus cold in isolation. It is the runner system that best fits resin, part geometry, production volume, cosmetics, maintenance capability, and buyer cash flow. A good supplier should explain that tradeoff in numbers and in mold design logic before asking you to approve tooling.
If your project is between both choices, request two RFQ scenarios. One should price a simple cold runner solution, and the other should price a hot runner or valve gate solution with estimated material and cycle savings. Comparing those scenarios creates a clearer decision than relying on a single quotation.
“The right runner system is a business decision as well as an engineering decision.”True
Runner design affects mold price, material cost, cycle time, operator handling, maintenance planning, and the risk of late tooling changes. Engineering and sourcing should review it together.
“The lowest quoted mold price is always the lowest production cost.”False
A cheaper cold runner mold can become more expensive if runner scrap, trimming labor, slower cycles, or quality corrections exceed the savings from the initial tool price.
Frequently Asked Questions
Is a hot runner mold always better than a cold runner mold?
No. A hot runner mold is better only when its savings and process control justify the extra tooling cost and maintenance. It can reduce runner waste, improve cavity balance, and support cleaner automation, but it also adds heaters, controllers, nozzles, and leak risk. For low-volume projects, unstable designs, heat-sensitive resins, or frequent color changes, a cold runner mold may be the more practical and lower-risk choice. Buyers should compare annual volume, resin price, expected runner weight, maintenance capability, and sampling risk before approving the final runner system.
Why does a hot runner mold cost more at the beginning?
A hot runner mold needs a heated manifold, nozzles, thermocouples, wiring, insulation, sealing details, and temperature control hardware. The mold design also requires more engineering review because thermal balance, pressure drop, residence time, and service access must be correct. Those parts and design hours increase the initial quotation, even though the system may reduce material waste or cycle time during production. The real question is whether those savings repeat often enough to repay the higher mold cost within the expected production life.
When is a cold runner mold still the best choice?
A cold runner mold is often best when the project volume is low or medium, the part design may still change, or the buyer wants the simplest launch path. It is also useful when material changes and color changes are frequent. The key is to check runner weight and regrind rules. If runner scrap is small or reusable, cold runner economics can remain strong. Cold runners also make tool changes easier during early sampling because fewer heated components must be redesigned or serviced.
How can buyers calculate the break-even point?
Start with the extra cost of the hot runner system. Then estimate savings per shot from reduced runner material, shorter cycle time, lower trimming labor, and fewer quality losses. Divide the extra tool cost by those savings to estimate payback. If the payback is short and the supplier can maintain the system reliably, hot runner tooling may be justified for production. If the payback depends on unrealistic cycle savings or uncertain volume, a cold runner choice may protect cash flow and reduce launch risk.
What should be included in an RFQ for runner system comparison?
The RFQ should include annual volume, resin grade, color change frequency, part weight, cosmetic requirements, cavity count, expected cycle time, runner weight estimate, gate location, and any automation requirements. Ask the supplier to explain why the recommended runner system fits those constraints. A strong answer should connect mold design, sampling risk, maintenance, and long-term production cost. It should also state what data will be checked at T0 or T1 and who owns runner-related corrections after sampling. This prevents the mold quote from hiding technical assumptions that will affect real production cost.
-
hot runner: Hot runner is a heated runner system that keeps plastic molten between the machine nozzle and the mold gate. ↩
-
cold runner: Cold runner refers to an unheated runner system where the runner cools and is ejected with the molded part. ↩
-
valve gate: Valve gate is a controlled gate style that uses a pin to open and close the melt flow at the cavity entrance. ↩






