 Skip to content
Skip to content 

Introduction: Injection molding is a pretty cool manufacturing method. It has been around for a while and makes manufacturing faster. Speed and ease of production are key considerations in manufacturing, especially mass production, as this brings many advantages. These advantages include lower development costs, higher forecast accuracy, faster innovation, and greater market share.
What Does Injection Molding Mean?
Injection molding is a manufacturing process where you take some melted stuff and squirt it into a mold. Then you let it cool down and harden. After that, you take it out of the mold. You can use this process to make one thing, but usually you use it to high volume production .
The stuff you squirt into the mold is usually plastic or rubber. Because it produces a lot of stuff really fast and it’s always good, injection molding is used all over the place to make electrical parts, car parts, cheap plastic stuff, furniture parts, and all kinds of other things.
What are the Main Injection Molding Parameters?
The injection molding cycle has a lot of things you need to check to make good plastic parts. Some of these things are:

Injection pressure: This is how hard you push the plastic into the mold. It’s important to make sure the mold fills up right and the parts come out good.
Mold temperature: This is how hot the mold is when you make the parts. It affects how the plastic flows, how the parts cool down, and how good the parts come out.
Nozzle pressure: This is how hard you push the plastic into the mold from the nozzle. It’s part of the injection pressure, but it’s just the pressure at the mold.
Recovery rate: How fast the material bounces back after being squished during the injection process.
Shrinkage rate: How much the molded part shrinks from the molten state to the solid state.
Clamping force: The force that holds the mold halves together while the plastic is being injected and cooled.

Screw speed: How fast the screw inside the barrel of the injection molding machine spins. The screw speed controls how fast the plastic is pushed into the mold cavity and affects how long it takes to fill and cool.
What are the Injection Molding Process Conditions?
Temperature Control
Barrel temperature
The temperatures that need to be controlled in the injection molding process include barrel temperature, nozzle temperature, and mold temperature. The first two temperatures mainly affect the plasticization and flow of the plastic, while the latter temperature mainly affects the flow and cooling of the plastic. Each type of plastic has a different flow temperature.
Different sources or brands of the same type of plastic have different flow temperatures and decomposition temperatures. This is because they have different average molecular weights and molecular weight distributions. The plasticization process of plastics in different types of injection machines is also different, so the barrel temperature is also different.

Nozzle Temperature
The nozzle temperature is usually slightly lower than the maximum barrel temperature. This is to prevent the “drooling phenomenon” that may occur in the straight-through nozzle. The nozzle temperature can’t be too low, otherwise it will cause premature coagulation of the melt and block the nozzle, or affect the performance of the product due to the injection of premature coagulation into the mold cavity.
Mold Temperature
The mold temperature is very important for the intrinsic performance and apparent quality of the product. The mold temperature is determined by the presence or absence of plastic crystallinity, the size and structure of the product, the performance requirements, and other process conditions (melt temperature, injection speed and injection pressure, molding cycle, etc.).

Pressure Control
The pressure in the injection molding process includes plasticization pressure and injection pressure, which directly affect the plasticization of the plastic and the quality of the product.
Plasticizing Pressure
(Back pressure) When using a screw injection machine, the pressure on the top of the screw when the screw rotates backward is called plasticizing pressure, also known as back pressure. The size of this pressure can be adjusted by the overflow valve in the hydraulic system.
When you’re injecting, the size of the plasticizing pressure doesn’t change with the speed of the screw. If you increase the plasticizing pressure, you’ll increase the temperature of the melt, but you’ll slow down the plasticizing. Also, increasing the plasticizing pressure can often make the temperature of the melt uniform, the colorant mix evenly, and discharge the gas in the melt.

In general, you want to use as little pressure as possible to melt the plastic and make a good part. The exact number depends on the plastic, but it’s usually less than 20 kg/cm2.
Injection Pressure
In most injection machines today, the injection pressure is determined by the pressure applied by the plunger or the top of the screw to the plastic (converted from the oil circuit pressure). The purpose of injection pressure in injection molding is to overcome the flow resistance of plastic from the barrel to the cavity, control the melt filling rate, and pack the melt.

Molding Cycle
The molding cycle is directly related to labor productivity and equipment utilization. Therefore, in the production process, the relevant time in the molding cycle should be shortened as much as possible while ensuring quality. In the entire molding cycle, the injection time and cooling time are the most important, and they have a decisive influence on the quality of the product.
The other time in the molding cycle is related to whether the production process is continuous and automated, as well as the degree of continuity and automation.

What are the Commonly Used Materials for Injection Molding?
The choice of plastic materials isn’t random; it’s a strategic decision based on what you’re making. Whether it’s the transparency of polycarbonate in optical parts or the wear resistance of nylon in mechanical parts, each material plays a vital role in the success of the injection moulding process.

Polypropylene (PP)
PP, or polypropylene, is a versatile thermoplastic that’s used in injection molding. It’s lightweight, resistant to chemicals, and can withstand a lot of wear and tear. That’s why it’s so popular for making things like packaging, containers, and car parts.

Acrylonitrile Butadiene Styrene (ABS)
ABS is known for its strength, impact resistance, and dimensional stability. These properties, along with its ability to be easily molded and colored, make ABS a top choice for manufacturing consumer goods, automotive parts, and electronic housings.
Polyethylene (PE)
Polyethylene (PE) is a lightweight plastic that’s known for being flexible and cheap. It has different types like HDPE and LDPE that can be used in a bunch of different industries from packaging and containers to agricultural products and toys.

Polystyrene (PS)
Polystyrene (PS) is clear, hard, and cheap. PS is often used in throwaway stuff like packaging, food containers, and throwaway cutlery, and is liked for its easy molding and cheapness.
Nylon (PA 6)
Nylon, especially nylon 6 or PA 6, is known for being strong, tough, and resistant to abrasion. It’s great for making mechanical parts and is used a lot in things like gears, bearings, and other parts that need to be made in large quantities, last a long time, and be made very precisely.

Polycarbonate (PC)
PC, or polycarbonate, is known for being see-through, tough, and able to handle high heat. That’s why it’s used to make things like eyeglass lenses, computer parts, and clear stuff that doesn’t break in lots of different industries.
Polyoxymethylene (POM)
POM, also known as acetal or Delrin, is a super-strong engineering plastic with great dimensional stability. It’s perfect for making gears, bushings, and other precision parts because it’s got low friction and wear and it’s good with chemicals.

What is Injection Molding Equipment?
What Types of Injection Molding Machines are There?
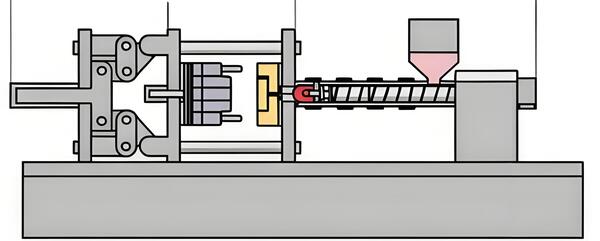
There are vertical, horizontal, right-angle, rotary, and eccentric types of injection molding machines according to their appearance characteristics. At present, the horizontal type is the most commonly used. According to the way engineering plastics are melted and plasticized in the barrel, there are two commonly used types: plunger type and screw type.

The plunger injection machine has rarely developed in recent years due to its disadvantages such as low plasticizing capacity, uneven plasticizing, large injection pressure loss, and low injection speed. The most widely used is the reciprocating screw injection machine.
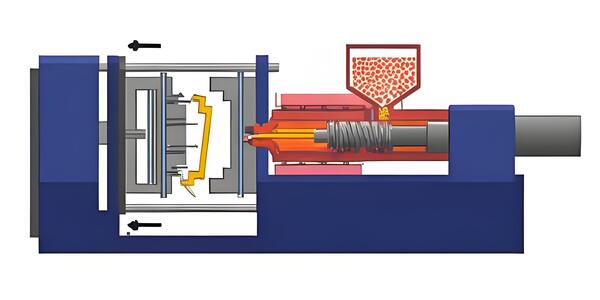
What are the Components of an Injection Molding Machine?
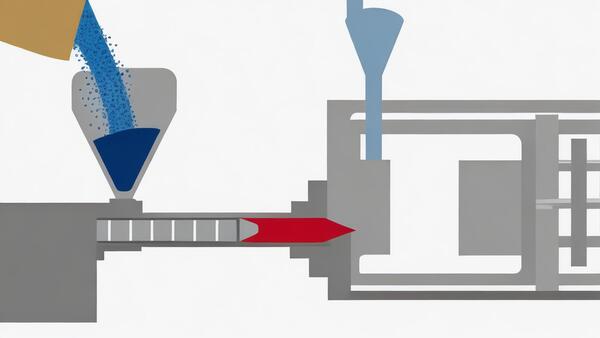
Hopper: It’s a container at the top of the injection molding machine that holds the raw materials (usually plastic pellets or resin). It feeds the material into the barrel of the molding machine.

Barrel: It’s a long tube inside the injection molding machine where the raw materials get melted and mixed. It’s got the screw and the heater in it.
Screw: It’s the thing that goes back and forth inside the barrel. It melts and mixes the raw materials and then squirts them into the mold.

Heaters: They are used to heat the barrel of the injection molding machine, maintaining the temperature required to melt the raw materials. They make sure the material flows right and the mold is right.
Platen: This is one of the two plates that hold the two halves together during the injection molding process. It can move back and forth to open and close the mold, so you can get the part out and change the mold.
Nozzle: This is where the melted plastic comes out of the barrel and goes into the mold. It makes sure the plastic goes into the mold in a nice, even way.

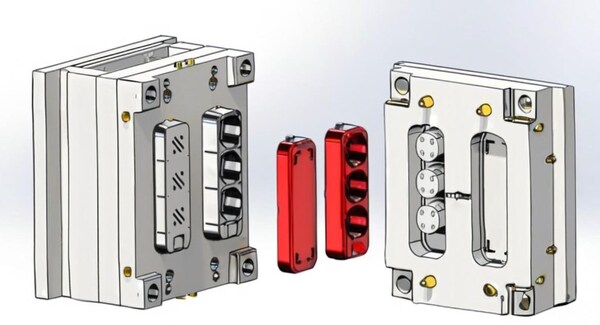
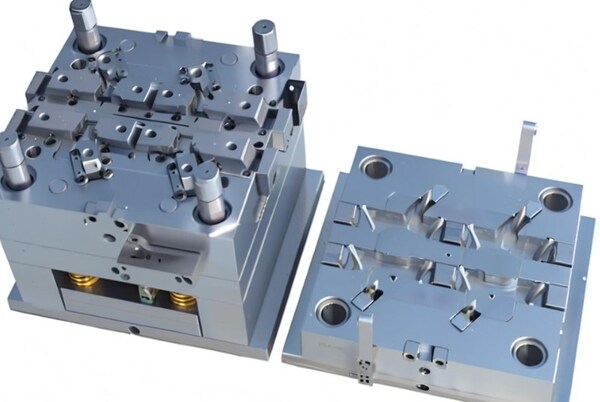
Plastic injection molds: A fancy tool, usually made of steel or aluminum, that makes the shape of a plastic part. It has two halves (core and cavity) that come together to make a hole where the melted plastic goes and then hardens.
Mold Cavity: This is the hole or dent in the mold where the melted plastic goes to make the final part. It’s shaped exactly like the part you want to make.
What are the Types of Injection Molding?
Overmolding
Overmolding is a process where you use two different materials to make a part. You mold the first material, and then you mold the second material on top of the first molding before it cools. This creates a strong bond between the two materials. You can use this technology to make parts that look better and work better, and you don’t have to do any extra work to finish the part.
Insert Molding
Insert molding is like overmolding. In this injection molding technique, you put a preformed object into the mold before you pour in the molten material. The idea is to put the preformed material into the molded object. One use of insert molding is to put metal screw holes into plastic parts.

Metal Injection Molding
In this method, you mix finely powdered metal with wax, polypropylene binder, or other polymers to make a raw material mixture. Then you inject it into the mold and cool it. Once it hardens, you take off some of the masking using things like catalytic processes and solvents.
Die casting, also known as high-pressure die casting, is the process of forcing molten metal into a cavity under high pressure. Here’s how it works:

First, you prepare the mold (die), which means you lubricate the mold cavity so the casting comes out easily and you control the temperature. Then you close the casting and inject the molten metal at a relatively high pressure, between 1500 and 25400 psi. Die cast products are made of non-ferrous metals like copper, zinc, aluminum, and lead.
Thin Wall Injection
This injection molding process is used to make plastic parts with very thin walls, such as food packaging, equipment parts, and laboratory instruments. The size of these parts is bigger than their thickness. This process of making thin walls is harder than other processes.

Micro Injection Molding
Micro injection molding is a molding process used to produce tiny plastic parts weighing about 1 to 0.1 grams. It helps to manufacture micro parts of various complex geometries with maximum precision and accuracy.
Gas-Assisted Injection Molding
When you use injection molding to make thick plastic parts, there’s a chance that the molten plastic will warp the parts as it cools. Gas-assisted injection prevents this. When the molten plastic hardens, gas goes into the mold through a gas channel to make a smooth surface.

How Does Injection Molding Work?
You need an injection molding machine to do injection molding. The process has a few steps:
Clamping
First, the mold is clamped shut to keep the molten plastic from leaking out due to thermal expansion. The clamping unit applies pressure to keep the mold halves together and create a good seal. This step is important because it sets the stage for the next steps and keeps everything stable while the plastic is injected and cooled.
Injection
The injection phase starts with the injection of molten plastic into the mold cavity under high pressure. Molten plastic is plastic that has been melted to its melting point. This step requires precise control of the injection speed, pressure, and temperature to make sure the material fills the cavity completely and evenly.
Usually, a screw inside the injection molding machine pushes the melted material forward into the mold under controlled conditions. When injection pressure is applied, the melted plastic flows through the runner system and into the mold cavity, where it takes the shape of the part you want.
Holding
Once the hot plastic is shot into the mold, there’s a little pause called the hold phase. During this phase, the material just sits there in the metal mold, letting it settle and pack out evenly. It’s important to give the material enough time to spread out and fill all the nooks and crannies of the part. This phase helps to minimize defects like air pockets or voids and makes sure the part is solid and uniform.

Cooling
After the holding phase, the mold goes into the cooling phase, where the molten plastic inside the mold cavity hardens. Cooling can be done in a number of ways, like running a coolant through channels in the mold or letting the mold cool down on its own in the air.

Cooling is super important to get the part properties you want, make sure the part is the right size, and keep it from warping or getting messed up. We control how fast the part cools down and make sure it cools down the same all over so it doesn’t get all stressed out inside and so it cools down the same all over the mold.
Opening
Once the plastic hardens, the mold goes through an opening phase, where the two halves of the mold separate to show the new part.

Mold opening is usually done with a hydraulic or mechanical system that applies force to the mold’s clamping mechanism, causing it to release and open. Accuracy and consistency are important at this stage to make sure the part is ejected smoothly without any damage. Proper mold opening also helps prevent any deformation or distortion of the part as it comes out of the cavity.
Ejection (Product Removal)
Once the mold is opened, the final plastic part is kicked out of the mold cavity, which is the last step of the plastic injection molding process. The kicked out part can be taken out by hand by an operator or automatically by using ejector pins or ejector plates that are built into the mold design.

When you’re taking parts off the sprue, be careful not to damage or bend the part. You can also cut off any extra plastic, called flash, to make the part look and fit better.
What are the Advantages of Injection Molding?
High Precision
Injection molding is a process that can make parts with super tight tolerances and consistent dimensions. It lets manufacturers make parts with complex shapes and intricate details with super accuracy, so every part is exactly what it’s supposed to be. rubber injection moulding can improve production efficiency by optimizing the settings of the Injection unit.

Intricate Details
One of the things that makes injection molding so great is that you can make parts with a lot of detail and complicated features. This includes thin walls, complicated patterns, undercuts, threads, and other details that might be hard or impossible to make with other ways of making stuff .
Takes Longer to Get Started
Injection molding usually takes longer to set up and start than some rapid prototyping methods, like 3D printing. You have to design and build molds, run mold trials, and dial in process parameters before you can start making parts in volume. So, the time from concept to finished part can be longer than with faster prototyping methods.

Durability
Injection molded parts are tough. They’re made to be strong. The process makes sure the material is spread out evenly, so the parts are solid and can take a beating. They don’t wear out easily. They can handle getting hit. They can handle the weather. That’s why you can use them for all kinds of things in all kinds of industries.
Automation
Injection molding is super automated, which makes it go fast and saves money on people. Automated injection molding machines can run all the time with hardly any people, so the parts always come out good and you can make a lot of them. This also means you can make a lot of parts really fast, so you can get them done on time and make a lot of them if you need to.
What are the Disadvantages of Injection Molding?
High Initial Mold Costs
One of the big downsides of injection molding is the high cost of making the mold. Designing and making a mold to fit a specific part shape can be really expensive, especially for complex or fancy designs. This upfront cost can be a deal breaker for companies with smaller production runs or limited budgets.
Size Limitations
Injection molding can have size limitations, especially for larger parts. The size of the injection molding machine and the capacity of the cavities can limit the maximum size of the part that can be produced. Making oversized parts may require special equipment or multiple mold cavities, which adds to the cost and complexity.

Design Limitations
Injection molding is super versatile for making all kinds of shapes and details, but there are still some things you gotta think about when you’re designing your part. Some shapes, like sharp corners, thin walls, or deep holes, can make it harder to fill the mold, cool the part, or get it out of the mold.

When you’re designing an injection molded part, you gotta think about things like draft angles, wall thickness, and other design rules to make sure your part can be made and will be good quality. Sometimes you might need extra stuff in the mold or extra steps to make your part if it has undercuts or weird shapes inside, and that can make it more expensive and harder to make.
What are Some Common Defects in Injection Molding?
Warpage
Warpage in injection molding is when your part comes out bent or twisted. It happens because the plastic shrinks unevenly as it cools. This can be caused by uneven cooling in the mold, which puts stress on the part.

To prevent warpage, make sure the walls of your mold are the same thickness all the way around and give your part enough time to cool down slowly. Materials that have a semi-crystalline structure are especially prone to warping.
Surface Delamination
Surface delamination is when the surface of a part separates into thin layers, similar to a peelable coating. This problem is caused by contaminants in the material or using too much mold release agents.
Delamination can mess up the way your material looks and how strong it is. You can stop it from happening by changing the temperature of the mold, using less mold release, and making sure the plastic is dry before you mold it.
Sink Marks
Sink marks are those little dents or depressions you sometimes see on the surface of a molded part. They’re caused by uneven cooling or by the material not filling the mold completely. In this article, we’ll explain what sink marks are, what causes them, and how to fix them so you can have a smooth, perfect surface.

Weave or Weld Lines
Meld lines or weld lines are lines where two streams of molten resin meet during their journey through the mold. These lines usually form around holes in a geometric shape. As the plastic flows around the hole, the intersection of the two streams forms a visible line.
Weld lines are bad. They make your part weak and breakable. You can get weld lines if your resin is too cold, if you inject too slow, or if you don’t have enough pressure. You can fix weld lines by changing your mold. You can take out the things that make the weld lines.
What are the Main Uses of Injection Molded Parts?
Automotive Industry
Plastic parts make the body and various parts of the vehicle more aerodynamic. With the changing needs of this industry, injection molding for automotive applications is the way manufacturers go.

Packaging Industry
The packaging industry uses components that are effective in developing creative packaging designs that appeal to customers. In addition to attractive looks and aesthetics, products must also adhere to strict safety and hygiene regulations. Injection molding can improve the overall quality of the product without causing any major issues.
Medical Industry
Medical components often use custom plastic parts that have excellent mechanical properties and tight tolerances. The medical industry is at the forefront of precision and sustainability. Medical plastic part manufacturing is highly regulated. Medical parts also need the right compounds and structural properties to be durable and withstand higher temperatures.

Consumer Goods Industry
The home furnishings manufacturing industry relies heavily on plastic molding technology. The main benefit of this method for consumer goods is the ability to provide the desired finish and aesthetics.
Summary
Injection molding is a great way to make lots of plastic parts all at once. It’s fast and can make lots of parts at the same time. It’s also really good at making parts that are the same every time. But it’s expensive to make the mold and it takes a long time to get started.

Sometimes the parts don’t look good because they get bent or have holes in them. People use injection molding to make lots of things like car parts, packages, and medical stuff. It’s a really important way to make things.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






