 Skip to content
Skip to content 

Introduction: Plastic stuff is used in a lot of different industries, from home appliances to medical devices, car parts, and more. So, injection molding is a manufacturing process that is used in a lot of different industries. If you want to know what injection molding is, then you’re in the right place.

In this article, we’re going to talk about the conditions for injection molding, the steps in the injection molding process, the pros and cons of injection molding. And we’re going to talk about what injection molding is used for.
What is Injection Molding?
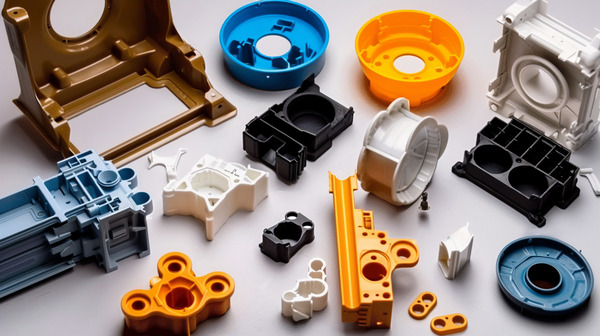
Injection molding is a way to make stuff. It’s a process where melted stuff gets injected into a mold, then cools down and turns into the shape of the mold. Then you take it out of the mold. You can use injection molding to make one thing, but usually you use it to make a bunch of the same thing. The stuff you use for injection molding is usually plastic or rubber.

Injection molding is used in many industries to make electrical components, automotive parts, consumer plastics, furniture parts, and more. It’s popular because it’s fast and makes good stuff.
What are the Injection Molding Process Parameters?
Injection Pressure
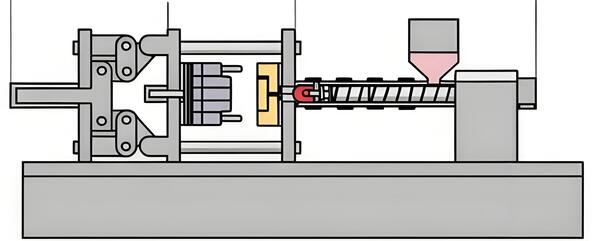
The hydraulic system of the injection molding system provides the injection pressure. The pressure of the hydraulic cylinder is transmitted to the plastic melt through the screw of the electric injection molding machines.

Under pressure, the plastic melt enters the vertical flow channel (also the main flow channel for some molds), the main flow channel, the branch flow channel of the mold through the nozzle of the injection molding machine, and enters the mold cavity through the gate.
This process is the injection molding process, or the filling process. The pressure exists to overcome the resistance in the flow process of the melt, or conversely, the resistance in the flow process needs to be offset by the pressure of the injection molding machine to ensure the smooth filling process.

When you’re doing injection molding, the pressure at the nozzle of the injection molding machine is the highest because you have to overcome the flow resistance of the melt throughout the whole process.
Then, the pressure gradually decreases along the flow length to the front end of the melt wave front. If the exhaust inside the mold cavity is good, the final pressure at the front end of the melt is atmospheric pressure.

There are many factors that affect the melt filling pressure. They can be summarized into three categories: material factors, structural factors, and molding process elements. Material factors include the type and viscosity of plastic.
Structural factors include the type, number, and position of the gating system, the cavity shape of the mold, and the thickness of the product. Molding process elements include the injection speed, injection pressure, and holding pressure.

Injection Time
Here, injection time means the time it takes for the plastic to fill the mold, not including the time it takes to open and close the mold. Although the injection time is very short and has little effect on the molding cycle, adjusting the injection time has a big effect on controlling the pressure of the gate, runner, and mold cavity.
A reasonable injection time helps the plastic fill the mold well, which is very important for improving the surface quality of the product and reducing the size tolerance.

The injection time should be much lower than the cooling time, about 1/10 to 1/15 of the cooling time. This rule can be used as a basis for predicting the total molding time of plastic parts.
When performing mold flow analysis, the injection time in the analysis result is equal to the injection time set in the process conditions only when the melt is completely pushed by the screw to fill the cavity.

If the screw pressure holding switch occurs before the cavity is filled, the analysis result will be greater than the setting of the process conditions.
Injection Temperature
The injection temperature is an important factor that affects the injection pressure. The barrel of the injection molding machine has 5 to 6 heating sections, and each raw material has its appropriate processing temperature (for detailed processing temperatures, please refer to the data provided by the material supplier). The injection molding temperature must be controlled within a certain range.
If the temperature is too low, the molten material won’t be plasticized well, which will affect the quality of the molded parts and increase the difficulty of the process; if the temperature is too high, the raw materials will easily decompose.
In the actual injection molding process, the injection molding temperature is often higher than the barrel temperature. The higher value is related to the injection molding rate and the performance of the material, and can be up to 30°C.

This is caused by the high heat generated by the shearing of the molten material when passing through the injection port. There are two ways to compensate for this difference when performing mold flow analysis. One is to try to measure the temperature of the molten material when injecting into the air, and the other is to include the nozzle when modeling.
Holding Pressure And Time
When the injection molding process is about to end, the screw stops rotating and only moves forward. At this time, the injection molding enters the holding pressure stage. During the holding pressure process, the nozzle of the injection molding machine continuously adds material to the cavity to fill the volume vacated by the shrinkage of the part.

If the cavity is filled and the pressure is not maintained, the part will shrink by about 25%. Especially the ribs will shrink too much and shrinkage marks will be formed. The holding pressure is generally about 85% of the maximum filling pressure. This should be determined according to the actual situation.
Back Pressure
Back pressure is the pressure that the screw has to overcome when it reverses and retracts to store material. High back pressure is good for color dispersion and plastic melting,

But it also prolongs the screw retraction time, reduces the length of plastic fibers, and increases the pressure of the injection molding machine. Therefore, the back pressure should be lower, generally not exceeding 20% of the injection pressure.
When injecting foam plastics, the back pressure should be higher than the pressure formed by the gas, otherwise the screw will be pushed out of the barrel. Some injection molding machines can program the back pressure to compensate for the reduction in screw length during melting, which will reduce the input heat and reduce the temperature.

However, since the result of this change is difficult to estimate, it is not easy to make corresponding adjustments to the machine.
What are the Process Conditions for Injection Molding?
The most important process conditions for injection molding are the temperature, pressure, and corresponding action time that affect plasticization, flow, and cooling.
Temperature Conditions
To make injection molding, you have to heat the plastic pellets until they melt. The injection molding machine will set the heating barrel, barrel and mold heater to provide heating conditions. Different plastic materials need different heating temperatures. Usually, you have to do a trial mold debugging before production to find out the right temperature conditions.

Pressure Conditions
Injection molding requires a certain amount of pressure to be applied in the mold so that the plastic can fully fill the cavity of the mold and maintain a certain amount of pressure time to prevent defects such as shrinkage holes and bubbles. The size of the pressure should be reasonably set according to the pressure range of the injection molding machine and the shape and size of the product.
Injection Speed Conditions
Injection speed is the speed at which the plastic enters the mold. If the injection speed is too fast, it will cause defects such as bubbles, flow marks, and poor welding. If the injection speed is too slow, the surface of the product will be rough and the injection molding cycle will be shortened. Therefore, the injection speed needs to be adjusted during the mold trial.

Cooling Time Conditions
Cooling time is the time it takes for the plastic products formed in the mold to cool down in the mold before they can be taken out, so as to avoid defects such as deformation and shrinkage. The length of the cooling time needs to be set according to the size and thickness of the product, and it needs to be adjusted during the production process.
Injection Molding Material Conditions
When it comes to injection molding, you need to choose the right plastic and adjust the temperature, pressure, injection speed, and other settings based on the plastic’s properties. Different plastics have different melting points and flow rates, so you have to tweak the settings accordingly.

Mold Conditions
The mold is the most important part of the injection molding process. It needs to meet the requirements of the product, such as the shape, size, surface quality, etc. At the same time, the material and manufacturing process of the mold also need to be considered to ensure its wear resistance, corrosion resistance and precision.
What are the Steps of the Plastic Injection Molding Process?
Now that you’ve got the lowdown on the history of injection molding and why it’s so important in the manufacturing industry, it’s time to learn the step-by-step process so you can get the most out of your project.

Designing the Mold
Making the mold is a big step. Machinists use CAD design and CNC machining to figure out the details of the mold, like size, shape, and surface texture.
The mold is designed with features like cavity, core, gate, sprue, runner, ejection system, and moving parts. The cavity is the fixed part where the molten plastic is injected, while the core is the moving part used to shape the final part.

Manufacturers typically use high-quality steel or aluminum to make durable molds that can handle multiple production runs. For short-term projects, 3D printing can help cut production costs. This phase requires a high level of skill and precision, with rigorous testing and simulations to make sure the mold meets specific requirements.
Designing, making, and approving the mold is usually the most time-consuming part of the injection moulding process , and it can be expensive. Some common types of mold tools are: single-cavity molds, multi-cavity molds, stack molds, 2K injection molds.

Selecting the Plastic Material
Before you start molding, you need to pick the plastic resin that will work best for your part. You have to think about how the material and the mold will work together when you pick, because some resins won’t work with certain mold designs.
It’s important to test the material you’ve chosen with your tool to make sure the final product will have the properties you want. Different plastics have different molecular structures, which give them different mechanical and thermal properties. These properties will determine whether a material will work in your mold and for your product.

Installing the Machine
One of the most important steps in the molding process is setting up the injection moulding machine. Installing the mold requires careful attention to detail to make sure the mold is properly aligned and secured to the machine platen. Before you install the mold, it’s important to check the machine’s specs to make sure it can handle the size and weight of the mold.
The machine platen should be clean and free of debris or contaminants that could interfere with the molding process or damage the mold. When the machine is ready, the mold is carefully placed on the platen and aligned with the machine’s nozzle. Proper alignment is required to ensure that the molten plastic resin flows evenly into the mold cavity, producing high-quality parts with consistent dimensions.

Once you’ve got it in place and bolted, clamped, or otherwise fastened to the machine platen, you need to run tests to make sure it’s working right. Testing means running some molten resin through the molding machine to see if there are any clogs, leaks, or other problems with the pellets.
Setting up an injection molding machine takes skill and know-how. If you set it up right, you’ll get high-quality parts that are the same every time, and you’ll reduce the risk of damaging the mold or the machine.

Plastic Injection Molding Process
It’s a cycle. You close the mold, heat up the plastic resin, and feed it into the machine. You apply the right pressure to the tool and screw, open the gate, and move the screw forward. You inject the molten plastic into the mold, filling it.
When the molten plastic reaches the end of the barrel, you close the gate that controls the injection of the plastic. You move the screw back and suck in a predetermined amount of plastic, creating pressure in the screw for injection.
At the same time, clamping pressure helps hold the two parts of the mold together. Balancing injection pressure and clamping pressure is critical to make sure the part is properly molded and that no plastic escapes from the tool during the injection process.
Cooling and Solidification
Once the mold is filled with plastic, including the sprues, runners, gates, and other components, it is held at a specific temperature to allow the material to solidify evenly into the desired part shape. Maintaining the holding pressure during this period helps prevent backflow into the barrel and reduces shrinkage effects.

Holding pressure is important to make sure the plastic is packed and molded right so you get a good part. The size and complexity of the part, the type of plastic you’re using, and a few other things determine how long you hold it.
The screw pulls back after the holding phase, releasing the pressure and letting the newly molded part cool in the mold. During this phase, the part stays in the mold and the mold temperature stays the same to make sure the part cools evenly.
Cooling time is super important to make sure the plastic part gets hard and keeps the shape it was made in the mold. If you take the part out too soon, it might bend or change shape, which makes injection molding defects.
Depending on how big and hard the part is, this time can be a few seconds to a few minutes.The injection injection unit efficiently injects molten plastic into the mold to complete the molding and cooling of the product. It is widely used in various industries to meet different manufacturing needs.

Part Ejection
Once the plastic part cools, the mold opens and an ejector pin or ejector plate pushes the finished part out of the tool. The molded part is placed in a cubicle or conveyor awaiting finishing. The finish can be polishing, painting, or de-spruing. Polishing can help smooth out rough surfaces or imperfections on the part, while painting can add color to the part.
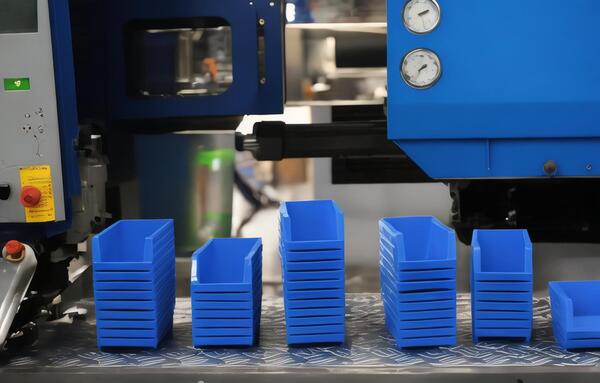
Inspection and Quality Control
After the parts are done, they are checked to make sure they are the right size and shape. If they are not, they might have to be fixed or thrown away. If they are the right size and shape, they can be put in boxes and sent to stores and people who want to buy them.
What are the advantages of plastic injection molding?
Great Value for Money
Injection molding is a cheap process that doesn’t waste much because it uses stuff you can recycle. Plastic is usually cheaper than other materials like metal and rubber, so people like to use it for a lot of things. Plus, you can recycle extra plastic and use it again later, which saves even more money.

Once you get past the initial cost of designing and making the mold, labor costs are usually low. It’s a high-productivity process, so you can say the molds pay for themselves over time. That’s why it’s a great way to make high-quality, high-volume plastic parts.
High Production Efficiency
Plastic molding is fast and efficient. It’s great for big jobs because it saves money. It’s also good because it makes the same thing over and over again, so you don’t waste as much.

A single mold can make hundreds or thousands of parts before it needs to be replaced. Many aluminum molds last up to 10,000 cycles, while steel molds can last more than 100,000 cycles. This ensures a repeatable, high-output process that meets tolerance and aesthetic requirements. Keep in mind that production speeds are often dependent on the size and complexity of the target injection molded part.
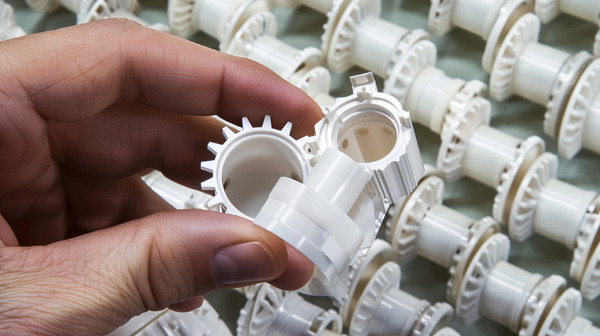
High Production Efficiency
Modern high-speed injection molding equipment can consistently produce precision molded plastic parts. The process is great at making components that are the same quality, have tight tolerances, and are dimensionally stable. For applications that need to be really precise, like gears and connectors, plastic injection molding is often the best way to go. You can get tolerances as high as +/-0.0002”.

Also, manufacturers often put advanced control systems on molding machines. These automated systems watch and change process parameters in real time. So, plastic parts can be molded to exact specifications.
Design Versatility
Injection molding is a process that allows manufacturers to produce parts with complex shapes. To make sure that the parts come out the way they want, manufacturers adjust the settings on the machine. They change things like how fast the plastic goes into the mold, how hot it is, and how much pressure they use.

Also, machinists can use simulation software, automation, and 3D printing. These technologies help design and test molds, process parameters, and molded parts. However, the design versatility of injection molding depends on the plastic material, part complexity, and mold design.
Wide Range of Materials
As I mentioned earlier, injection molding is compatible with a wide range of materials and colors. We offer over 25,000 engineering materials, including thermoplastics, thermosets, silicones, resins, and more. These options allow you to achieve the perfect balance between the mechanical, chemical, and physical properties of your materials.

You can easily combine materials to make your product stiffer, stronger, or more impact resistant. For example, you can mold plastic materials over a metal substrate using overmolding design.
What are the Disadvantages of Injection molding?
High Initial Investment
Every molded part needs its own mold. Making these molds can add to the upfront cost of injection molding. It also makes it harder to make small numbers of parts economically. Tooling costs for simple parts and small quantities can be as high as $5,000. On the other hand, molds for big production runs with complex parts cost a lot more.

Limited Flexibility
Unlike CNC machining, where parts can be made from computer design files that can be changed at any time by software engineers, making major changes to plastic molds after they’ve been machined can be a pain. There are two main ways to change a plastic mold.

One way is to make the mold cavity bigger by cutting out parts of the metal mold. This can add plastic to the part. Taking plastic out of the part can be harder. Sometimes you can weld metal into the cavity, but not always. So you might have to make a new kind of cavity or a whole new mold.
Long Lead Time
CNC machining can get you parts in 5 to 10 days, while industrial 3D printing usually takes 3 to 5 days. Molding processes, on the other hand, take longer. You’re looking at 5 to 7 weeks to make the tool, and then another 2 to 4 weeks to produce and ship.

Good plastic molds last a long time and have fancy runners and water cooling systems to make the plastic flow and cool down faster. Because the molds are so complicated to design, prototype, test, and machine, it can take months to make them, which is a long time compared to other ways to make plastic.
But once you’ve done the planning and machining, a mold can make millions of parts over its lifetime. The ability to make parts in large quantities often makes up for the time and money you put into the process upfront.

Material Waste
There are a few things that can cause waste in the injection molding process. One of them is mold design. If the mold is not designed or built correctly, it can cause the parts to fill improperly, pack improperly, or cool improperly. All of these things can cause waste.
Overpacking: When you put too much plastic into the mold, you have to cut off the extra plastic. That means you’re making more waste.

Gate and Runner Waste: The channels that the plastic flows through are bigger than the part you’re making. When you cut them off, you’re making waste.
Material Handling: If you don’t handle raw plastic pellets right, you can mess them up and they won’t work.
Environmental Issues
Just like any other industrial process, injection molding has some environmental issues. Molding machines use a lot of energy to heat and cool the material, run the machinery, and power auxiliary equipment. All this energy use contributes to air pollution through gaseous emissions. Waste generated by the process may also end up in landfills, causing environmental pollution.

What are the main uses of injection molded parts?
Injection molding is a super cool way to make all kinds of stuff. You can make things like toasters, car parts, and even medical devices. It’s a really important way to make things.

Automotive Industry
Plastic parts make cars more aerodynamic. They’re used all over the car. Injection molding is the best way to make car parts. It makes parts that are strong but light. That saves gas and cuts pollution. The parts don’t change shape much. They don’t get hurt by the weather or by rubbing.

Some examples of injection molded parts in cars are dashboards, bumpers, and little parts like mirror holders, cup holders, and lots of other parts you see in cars.
Packaging Industry
The packaging industry uses components that are effective in developing creative packaging designs that appeal to customers. In addition to attractive looks and aesthetics, the products must also adhere to strict safety and hygiene regulations. Injection molding can improve the overall quality of the product without causing any major issues.

Medical Industry
Medical components often require custom plastic parts that offer exceptional mechanical properties and precise dimensions. The medical industry is known for its high standards and commitment to sustainability.
Manufacturing medical plastic parts is a highly regulated process. In addition to being durable, medical parts must be made from materials that can withstand high temperatures and have the right chemical composition.

Injection molding is a great choice because it’s super durable, flexible, strong, and easy to modify. These are all things you need if you’re making stuff for the healthcare industry. Things like dentures, surgical equipment, stuff you use to get ready for surgery, and things like brackets for broken bones are all made using plastic injection molding.
Consumer Goods Industry
The home goods manufacturing industry relies heavily on plastic molding techniques. The main benefit of this method for consumer goods is the ability to give the finish and look that you want.

The parts made by this technology are both strong and high quality. Since plastic products became popular, home goods have used this process, showing how many things it can do. Things people buy that are made this way include window brackets, cutlery holders, handles, shelves, and more.
Aerospace Industry
The aerospace industry has strict regulations for structural strength and precision. Plastic injection molding is used to manufacture aerodynamic components for most of today’s aircraft. The aerospace industry is changing the paradigm to adopt this method for part manufacturing.

Many products in the industry, from small parts to complex components, use injection molding. Examples of such parts are turbine blades and casings, panels, chassis components, panels, housings, etc.
Conclusion
Plastic injection molding is a good way to make plastic parts. It’s fast and can make a lot of parts at once. It’s also cheap. Injection molding is used to make a lot of things. It’s good because it makes parts that are the same every time.
It’s used to make car parts, things for your house, medical stuff, things you use every day, and things that hold other things. People are always making injection molding better. They’re always making new things with it.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







